







Wydanie 07-08//2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Druk cyfrowy na szkle DIGITAL PRINT wprowadza do konstrukcji budowlanych wielobarwny świat zdjęć i grafik komputerowych, dostępnych dotychczas dla druku na papierach i foliach.
Dzięki użyciu farb ceramicznych poddawanych wygrzewaniu podczas hartowania, grafika staje się częścią struktury szyby odporną na pogodę i wandalizm.
Teraz wystarczy pomysł, aparat fotograficzny lub aplikacja do tworzenia grafiki.
DIGITAL PRINT urzeczywistni przygotowaną pracę w postaci wydruku na szkle.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
W celu rozszerzenia możliwości korzystania z balkonów i loggii, w tym jako dodatkowego pomieszczenia użytkowego oraz dla poprawy komfortu mieszkania poprzez zwiększenie izolacyjności akustycznej ściany zewnętrznej z oknem i drzwiami balkonowymi lub też wodoszczelności, stosuje się różnego typu obudowy szklano-aluminiowe.
Producenci tych wyrobów podkreślają, że obudowy stanowią estetyczne, przeszklone osłony, nie kolidujące i nie ingerujące w architekturę budynku, nie zakłócające jednocześnie możliwości widoku przy zamkniętych segmentach. Wymieniają również inne zalety, jak osłona przed deszczem, wiatrem i kurzem, dodatkowa ochrona utrudniająca włamanie i przedostawanie się ptaków, a także zabezpieczenie przed możliwością wypadnięcia, przy zamkniętych segmentach obudowy, małych dzieci.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Do tej pory sporym problemem dla użytkowników maszyn do cięcia wodą było usunięcie zużytego ścierniwa gromadzącego się na dnie obrabiarki. Najczęściej usuwano je ręcznie, co powodowało przestoje w pracy urządzenia, bądź przy pomocy mało wydajnych i energochłonnych systemów przelewowych.
Teraz firma JetSystem, dystrybutor urządzeń do cięcia wodą amerykańskiej korporacji OMAX, wprowadziła do sprzedaży system automatycznego usuwania zużytego ścierniwa JS-750, który eliminuje kosztowne przestoje w pracy obrabiarki.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Okno elewacyjne to jeden z produktów, które stanowią swego rodzaju „wizytówkę” domu. Szyby zespolone i profile okienne są od lat standardem, niemniej jednak rynek rozwija się i pojawiają się nowe opcje i modyfikacje w asortymencie. Na ile zagościły one w świadomości użytkowników oraz są przez nich cenione można określić między innymi na podstawie badań zachowań inwestorów indywidualnych (właścicieli domów jednorodzinnych) w procesie wyboru i zakupu materiałów budowlanych.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Do jednych z najbardziej rozpowszechnionych obecnie wyrobów szklanych należą szyby zespolone. Na ich właściwości akustyczne i termoizolacyjne wpływa wiele czynników, do których zalicza się przede wszystkim wypełniający przestrzeń międzyszybową gaz.
Sterując jego rodzajem i ilością można uzyskać wyroby o specjalnych właściwościach. O tym, jak trudny jest proces uzyskania odpowiedniej ilości gazu w szybie zespolonej, świadczą kłopoty producentów i ich zainteresowanie metodami analitycznymi określających stopień ubytku tego gazu w czasie.
Podstawowym zadaniem szyby zespolonej jest zapewnienie jak najlepszej izolacyjności termicznej. Ze względu na to, że przenikanie ciepła przez szybę zespoloną odbywa się, między innymi, drogą przewodnictwa cieplnego i ruchów konwekcyjnych w przestrzeni międzyszybowej, poprzez zastąpienie powietrza gazem o niższym przewodnictwie cieplnym uzyskuje się efekt istotnego obniżenia współczynnika przenikania ciepła całej szyby zespolonej.
Ubytek gazu specjalnego w przestrzeni międzyszybowej szyb zespolonych pogarsza właściwości izolacyjne szyb.
Dla określenia szczelności szyby, na którą wpływ ma równowaga pomiędzy uchodzeniem gazu specjalnego z szyby, a wchodzeniem powietrza z zewnątrz, została opracowana norma PN-EN 1279-3:2004 Szkło w budownictwie. Szyby zespolone izolacyjne. Długotrwała metoda badania i wymagania dotyczące szybkości ubytku gazu oraz tolerancja koncentracji gazu. Podaje ona wymagania dla napełnianych gazami specjalnymi szyb zespolonych oraz określa sposób badania ich gazoszczelności.
Hermetyczne uszczelnienie brzegów szyby zespolonej uniemożliwia wymianę gazów z otoczeniem.
Wprowadzając do wnętrza szyby w miejsce powietrza inny gaz można w sposób trwały zmienić właściwości szyby zespolonej. Ze względu na fakt, iż od 30% do 50% przenikania ciepła przez szybę zespoloną odbywa się drogą przewodnictwa cieplnego i ruchów konwekcyjnych gazów znajdujących się w przestrzeni międzyszybowej, zastępując powietrze gazem o mniejszej przewodności cieplnej (najczęściej jest to argon lub krypton), można uzyskać efekt istotnego obniżenia przenikania ciepła dla całej szyby zespolonej. Warunkiem niezbędnym do uzyskania współczynnika przenikania ciepła szyby zespolonej o zakładanej wartości, jest wypełnienie przestrzeni międzyszybowej gazem specjalnym w co najmniej 85%.
O ile wyroszenie pary wodnej na zewnętrznej lub wewnętrznej powierzchni szyby widać „gołym” okiem, wycieku gazu z przestrzeni międzyszybowej niestety nie. Jest jednak sposób by to zbadać.
Poddawanie szyb zespolonych odpowiednim badaniom pozwala stwierdzić jakość wykonania, określić potencjalny czas użytkowania i zachowanie się pakietów szkła w warunkach naturalnych.
Jedną z metod pozwalającą ocenić szczelność szyby jest chromatograficzne oznaczenie szybkości ubytku gazu specjalnego uchodzącego z przestrzeni międzyszybowej.
Długotrwała metoda badania i wymagania dotyczące szybkości ubytku gazu
Do badań szybkości ubytku gazu z przestrzeni międzyszybowej szyb zespolonych należy dostarczyć 10 szt. próbek szyb zespolonych o wymiarach 502 mm na 352 mm i budowie 4/12/4. W laboratorium próbkom nadaje się numerację od 1 do 10. Dwie próbki (nr 9 i 10) zachowane są jako „próbki kontrolne”, a dwie (nr 1 i 2) zostają poddane badaniom stopnia wypełnienia ich przestrzeni międzyszybowej gazem specjalnym. Jest to badanie „wstępne”, kwalifikujące pozostałe próbki do dalszych badań.
W przypadku pozytywnego wyniku badania wstępnego pozostałe szyby, a więc 6 szt., o nr od 3 do 8 poddawane są cyklom klimatycznym, (symulującym użytkowanie szyby zespolonej w warunkach normalnej eksploatacji, tj. chłodu w zimie i upału latem), a po nich okresowi stabilizacji w stałej temperaturze i wilgotności, w warunkach swobodnego przepływu powietrza wokół krawędzi w temperaturze 23°C (±2) i wilgotności względnej 50% (±5), przez 4-7 tygodni.
Pomiar ubytku gazu przeprowadza się na dwóch próbkach, nr 5 i 6. Na tych samych próbkach przeprowadza się następny, potrzebny do wyliczeń, końcowy pomiar stopnia wypełnienia gazem specjalnym przestrzeni międzyszybowej szyby zespolonej. Ewentualny gwałtowny spadek wypełnienia gazem badanych próbek wskazuje na wadliwość wyrobu.
Próbki 3 i 4 badane są pod kątem stopnia wypełnienia gazem specjalnym, zaraz po zakończeniu ekspozycji klimatycznej oraz po okresie stabilizacji w celu sprawdzenia stanu próbek. Jest to badanie dodatkowe, a jego negatywny wynik wskazuje najczęściej na wady wykonania całej serii próbek.
Pozostałe próbki nr 7 i 8 poddawane są cyklom klimatycznym, tylko w przypadku uszkodzenia próbek nr 3 do 6, po zakończeniu badań ulegają zniszczeniu.
Badanie ubytku gazu z przestrzeni międzyszybowej szyby zespolonej w ICiMB odbywa się według schematu zamieszczonego poniżej.
Istotą dodatkowych etapów pomiarów jest utrzymanie maksymalnego akceptowalnego poziomu kosztów badania i przedziału czasowego.
W zależności od jakości dostarczonych próbek, cały cykl badań trwa od 12 do 14 tygodni, a w przypadku niejednoznacznych wyników, wskazujących najczęściej na złą jakość próbek, nawet 17 tygodni.
Sam pomiar ubytku gazu prowadzony jest w termostatowanej kasecie, której objętość wewnętrzna tylko niewiele przekracza objętość zewnętrzną próbki.
Przy użyciu strumienia helu usuwane jest powietrze i szczelną kasetę zamyka się na okres tak długi, aż może być określona ilość gazu w μg /h wypływającego z szyby. Wychodzącą z próbki w określonym czasie ilość gazu przeprowadza się w strumieniu helu do chromatografu gazowego i tam analizuje.
Szyby zespolone – 10 szt. By przejść do kolejnego etapu badań - wszystkie muszą być napełnione prawidłowo |
Zgodnie z normą PN-EN 1279-3:2004 rata straty gazu Li to proporcja, wyrażana jako procent objętościowy gazu i wypływającego z jednostki napełnionej gazem na rok, obliczona wg następującej formuły:

gdzie:
mi - masa gazu w μg/ h uchodzącego z szyby w podanym czasie,
To - temperatura w K, przy której oznaczono gęstość gazu ρo,
T - temperatura w K, przy której szyba została uszczelniona,
ρo - gęstość gazu w μg/dm3 przy temperaturze To i ciśnieniu po,
P - ciśnienie atmosferyczne w hPa, przy którym szyba została uszczelniona,
Po - ciśnienie atmosferyczne w hPa, przy której oznaczono ρo,
Ci - koncentracja gazu w %,
Vint - wewnętrzna objętość próbki w mm3,
a - jeden rok.
Koncentracja gazu Ci - procentowy udział objętościowy gazu w przestrzeni międzyszybowej szyby zespolonej.
Oznaczanie stopnia wypełnienia gazem specjalnym przestrzeni międzyszybowej szyb zespolonych metodą chromatograficzną
Jednym z parametrów niezbędnych do obliczenia ubytku gazu z przestrzeni międzyszybowej szyby zespolonej jest koncentracja gazu wewnątrz szyby zespolonej, oznaczana Ci, jako procentowy udział objętościowy gazu w przestrzeni międzyszybowej szyby zespolonej.
Zasada metody
W listwę szyby zespolonej wbijany jest próbnik z uszczelką, przez który z przestrzeni międzyszybowej szyby zespolonej, strzykawką chromatograficzną, pobierana jest próbka gazu, którą następnie poprzez dozownik wprowadza się do kolumny rozdzielczej chromatografu gazowego i tam analizuje.
Prawidłowy stan jest wtedy, gdy końcowy stopień wypełnienia argonem przestrzeni międzyszybowej badanych szyb zespolonych spełnia warunek:
Ci = Cio (+ 10% do –5 %),
co oznacza, że przestrzeń międzyszybowa jest wypełniona gazem specjalnym w co najmniej 85%.
Zakład Technologii Szkła Krakowskiego Oddziału Instytutu Ceramiki i Materiałów Budowlanych, zajmuje się oznaczeniem zawartości gazu specjalnego w szybach zespolonych od roku 1997.
Potrzeba badania zawartości gazu specjalnego w szybach zespolonych pojawiła się z chwilą rozpoczęcia oznaczania współczynnika przenikania ciepła „U”. Zdarzało się, że nie otrzymywano spodziewanych niskich wartości „U” mimo zapewnień producenta o spełnieniu wszelkich wymogów odnośnie budowy szyb zespolonych.
Szukanie przyczyn negatywnych wyników doprowadziło do wniosku, że wypełnienie gazem specjalnym przestrzeni międzyszybowej jest nieprawidłowe i należy je kontrolować jeszcze przed badaniem współczynnika przenikania ciepła „U”. Z tego właśnie powodu szyby zespolone poddawane są wstępnemu badaniu na zawartość gazu specjalnego w przestrzeni międzyszybowej.
Do oznaczania stopnia wypełnienia przestrzeni międzyszybowej gazem specjalnym mogą być stosowane różne urządzenia, jednak praktyka pokazuje, że są one mniej dokładne niż wykorzystywana w ICiMB metoda chromatografii gazowej. Opracowana w ICiMB metoda wymaga niestety zniszczenia próbki, ale zapewnia bardzo dobrą powtarzalność pomiarów, a co za tym idzie zapewnia wiarygodność uzyskanego wyniku.
Poza tym na wynik tego badania nie ma wpływu fakt czy w ramce, przez którą akurat pobierana jest próbka gazu, znajduje się sito molekularne. Na fot. 1 przedstawiono stanowisko badawcze Zakładu Technologii Szkła do badania ubytku gazu z przestrzeni międzyszybowej szyby zespolonej metodą chromatograficzną.
Przykładowe wyniki analizy chromatograficznej wypełnienia gazem szyb jednokomorowych i oznaczeń współczynnika przenikania ciepła „U” oraz wartości „U”, jakich spodziewali się producenci, podaje tabela 1.

Fot. 1. Stanowisko do badania ubytku gazu z przestrzeni międzyszybowej szyby zespolonej metodą chromatograficzną
Tabela 1. Wyniki doświadczalne wypełnienia gazem specjalnym szyb jednokomorowych

Tabela 2. Przykładowe dane pomiaru ubytku gazów dla różnych zestawów jednokomorowych szyb zespolonych o budowie 4/12/4

Tabela 3. Przykładowe dane uzyskane w wyniku badań porównawczych szyb zespolonych
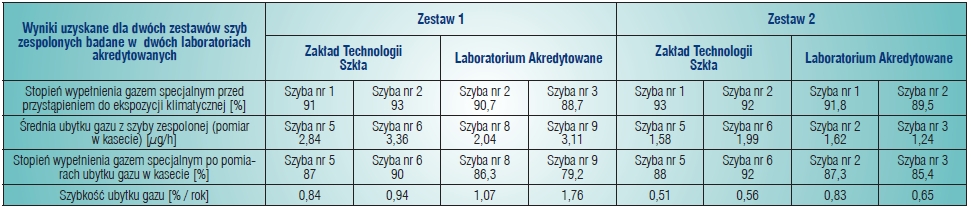
Oprócz oznaczenia zawartości gazu specjalnego w szybach zespolonych Zakład Technologii Szkła prowadzi również od 6 lat badania związane z oznaczaniem ubytku gazu specjalnego z przestrzeni międzyszybowej. Prowadzenie tego rodzaju badań podyktowane zostało wprowadzeniem do zbioru polskich norm, normy europejskiej PN-EN 1279-3:2004 Szkło w budownictwie. Szyby zespolone izolacyjne. Długotrwała metoda badania i wymagania dotyczące szybkości ubytku gazu oraz tolerancja koncentracji gazu. Norma ustala wymagania dla napełnianych gazami specjalnymi szyb zespolonych oraz określa sposób badania ich gazoszczelności.
Stanowisko badawcze w ICiMB jest przystosowane do standardowych szyb zespolonych o budowie 4/12/4, ale jest możliwość również badań próbek niestandardowych, np. z mocowaniem punktowym lub klejonych, których łączna grubość nie przekracza 70 mm. Zamieszczona poniżej tabela 2 przedstawia przykładowe dane doświadczalne uzyskane w trakcie pomiarów wykonywanych dla różnych zleceniodawców.
Warto teraz przypomnieć, że dla szyby zespolonej o należytej jakości ubytek gazu powinien być mniejszy niż 1% na rok, a po zakończeniu badań jej przestrzeń międzyszybowa powinna być wypełniona gazem specjalnym w co najmniej 85%. Na podstawie danych z tabeli można stwierdzić, że po poddaniu szyb czynnikom klimatycznym wypełnienie argonem w zestawie nr 2 uległo zmniejszeniu poza dopuszczalną granicę, w związku z tym zestaw szyb zespolonych nr 2 uzyskuje w badaniach wynik negatywny.
Również wynik negatywny uzyska zestaw nr 1 z uwagi na niedopuszczalną zawartość gazu w próbce nr 6.
Dla uznania, że wynik badań jest pozytywny, oba parametry (to jest stopień wypełnienia gazem specjalnym i szybkość ubytku) muszą być prawidłowe i mieścić się w odpowiednich granicach.
Negatywny wynik badań próbek szyb zespolonych może być dla producenta cenną informacją pozwalającą na identyfikację ewentualnych błędów w procesie produkcyjnym i szybką poprawę jakości produkowanych szyb.
Wieloletnie badania szyb zespolonych i zawartego w nich gazu szlachetnego nie potwierdziły korelacji pomiędzy wynikiem pozytywnym/negatywnym a komponentami użytymi do budowy szyb. Na końcowy wynik badania, oprócz zastosowanych materiałów, najistotniejszy wpływ ma jakość wykonania szyby zespolonej. Norma nie specyfikuje odrębnych badań dotyczących szyb o budowie innej niż 4/12/4. Nie ulegają też zmianie wymagania dotyczące ich jakości.
Badania ubytku gazu wymagają zastosowania wysokiej jakości aparatury badawczej oraz wykwalifikowanego personelu. W ramach doskonalenia systemu jakości przeprowadza się badania porównawcze z innymi jednostkami akredytowanymi.
Tabela 3 przedstawia wyniki uzyskane z partii 20 szt. szyb zespolonych.
Uczestnicy badań porównawczych otrzymali do badań po 10 szt. próbek z każdego zestawu z jednej partii produkcyjnej. Z uwagi na charakter niszczący badań nie ma możliwości wykonania pomiarów na tych samych próbkach, jednak mimo to uzyskane wyniki są bardzo zbliżone.
Zamieszczone w tabeli nr 3 potwierdzają fakt, że na końcowy wynik badania najistotniejszy wpływ ma jakość wykonania szyby zespolonej.
Na podstawie przebiegu i wyników dużej liczby badań z dużym prawdopodobieństwem można stwierdzić, że najistotniejszy wpływ na końcowy wynik badania oprócz materiałów zastosowanych przez producenta ma jakość wykonania szyby zespolonej.
Badania jakościowe wyrobów są bardzo kosztowne i stanowią duże obciążenie dla firm. Jednak w dobie ogromnej konkurencji na rynku przetrwają te firmy, które będą mogły konkurować na rynkach europejskich jakością produkowanych wyrobów.
Anna Kuśnierz
ICiMB
Oddział Szkła i Materiałów Budowlanych Kraków
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 7-8/2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Przede wszystkim dlatego, że podnoszą cenę okna i szpecą je – tak brzmi najczęstsza odpowiedź przeciętnego użytkownika, który „zmuszany” jest do zaakceptowania w oknie urządzenia, które na pewno jest oględnie mówiąc „nie do końca pożądane”.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Wśród surowców stosowanych przy produkcji szyb zespolonych masy uszczelniająco-klejące należą do komponentów bardzo istotnych z punktu widzenia zapewnienia szczelności wyrobów. Powinny zatem być objęte szczególnym nadzorem i podlegać badaniom, zarówno w trakcie procesu produkcyjnego jak i ramach wstępnych badań typu.
Wymagania dotyczące mas uszczelniająco-klejących
Zapewnienie szybie zespolonej trwałej szczelności wymaga przede wszystkim zastosowania bariery dla przenikania gazów, którą powinien być materiał o własnościach trwale elastycznych, odporny na działanie czynników atmosferycznych.
Poza tym równie ważne jest by masy uszczelniające stosowane w produkcji szyb zespolonych wykazywały następujące właściwości:
1) wystarczającą adhezję do szkła i ramki dystansowej
2) wysoką izolacyjność i odporność chemiczną na obecność i działanie czynników zewnętrznych takich jak wszelkie związki agresywne pochodzące z atmosfery,
3) odporność na promieniowanie słoneczne (nie mogą ulegać procesowi degradacji pod wpływem UV),
4) odporność na różnice temperatur - muszą zachowywać właściwości mas elastycznych w zakresie różnic temperatur występujących w danym klimacie i powodujących powstawanie naprężeń w miejscach styku ramek ze szkłem, a szczególnie w narożach szyb,
5) odporność na wszelkiego rodzaju naprężenia mechaniczne związane z hałasem komunikacyjnym i przemysłowym. [1]
Rodzaje mas klejąco-uszczelniających
Obecnie do produkcji szyb zespolonych stosowane są różne rodzaje szczeliw, ale ogólnie można je podzielić na następujące rodzaje:
poliizobutylenowe (butyle),
polisiarczkowe (tiokole),
poliuretanowe,
silikonowe,
reaktywne Hot Melty.
Wymienione rodzaje mas uszczelniająco-klejących mają różne zastosowania w konstrukcji szyb zespolonych wynikające z ich właściwości.
Na rys. 1 schematycznie przedstawiono podział szczeliw, biorąc pod uwagę sposób uszczelnienia w szybach zespolonych (jedno lub dwustopniowy).
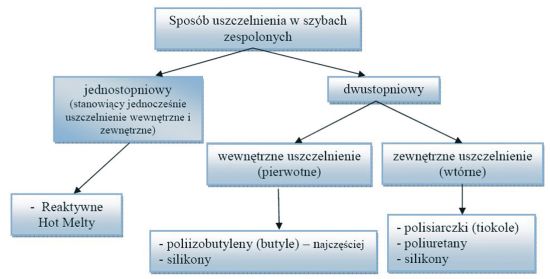
Rys. 1. Rodzaje mas klejąco-uszczelniających.
Jako pierwszy stopień uszczelnienia w systemie dwustopniowym stosuje się powszechnie masy poliizobutylenowe Hot Melt. Są one zwykle węglowodorowymi polimerami termoplastycznymi. Należą do nich m.in. poliizobutylen, kopolimery izobutylenu, polibutylen. Stosuje się je do produkcji brzegowych uszczelek wewnętrznych szyb zespolonych. [2]
Mają wiele zalet do których można zaliczyć stosunkowo proste nakładanie i związaną z tym relatywną taniość wyposażenia i produkcji, a także bardzo dobrą odporność na przenikanie pary wodnej, dużą odporność na promieniowanie UV. Nakłada się je w temp. od 110°C do 210°C.
Głównym celem działania butylu jest stworzenie pierwszej bariery dla przenikania pary wodnej do wnętrza szyby. Ze względu na to, że butyl jest materiałem termoplastycznym, to w temperaturach pokojowych a szczególnie w temperaturach poniżej zera, cechuje go stosunkowo mała elastyczność i podatność na odkształcenia, nie ma również właściwości konstrukcyjnych.
Zapewnienie szybie zespolonej trwałej szczelności wymaga zatem zastosowania drugiego szczeliwa, którym powinien być materiał o własnościach trwale elastycznych, odporny na działanie czynników atmosferycznych.
Masy polisiarczkowe (tiokole) cechuje dobra odporność na przenikanie pary wodnej i bardzo dobra na dyfuzję argonu i innych gazów szlachetnych. Szyby produkowane od wielu lat na bazie tych mas są dowodem ich trwałości i odporności na starzenie.
Nie dotyczy to jednak zastosowań w których masa uszczelniająca narażona jest na bezpośrednie działanie promieniowania UV (brzeg szyby nie osłonięty ramą). Polisiarczki otrzymuje się w wyniku reakcji chlorku etylenu z siarczkiem sodu. Powstaje przy tym dużo odpadu – chlorku sodu- co powoduje że wytwarzanie tiokolu staje się mało ekologiczne i jego produkcja maleje.
Masy poliuretanowe - odznaczają się nawet dwukrotnie niższą przenikalnością pary wodnej w porównaniu z polisiarczkami. Natomiast przenikalność argonu jest niewiele gorsza niż dla mas polisiarczkowych.
Dwoma głównymi składnikami poliuretanów są oligomerole i izocyjaniany, Szybkość reakcji tych składników jest regulowana katalizatorami takimi jak aminy trzeciorzędowe i związki cynoorganiczne, które mogą przyspieszać reakcje nawet do kilkuset razy oraz związki organiczne cynku, bizmutu itp. zapewniające dłuższy czas reakcji.
Elastomery poliuretanowe mogą być jedno lub dwuskładnikowe. Poliuretany jednoskładnikowe są to poliuretany zakończone grupami izocyjanianowymi. Utwardzają się poprzez reakcję z wodą lub parą wodną. Wykorzystuje się je m.in. jako reaktywne hot melty.
Poliuretany dwuskładnikowe otrzymuje się przez wymieszanie oligomerolu (oraz katalizatorów) z izocyjanianami. Stwarzają większą możliwość regulacji składu i szybkości sieciowania. [2]
Masy silikonowe - charakteryzują się niższą od polisiarczków i poliuretanów odpornością na przenikanie pary wodnej i zdecydowanie gorszą odpornością na dyfuzje argonu. Silikony posiadają jednak cechę, która wyróżnia je spośród innych mas, są one szczególnie odporne na działanie promieniowania UV. Powoduje to, że w tych zastosowaniach gdzie brzeg szyby zespolonej nie jest schowany w ramie silikon staje się niezastąpiony.
Są trwałe i elastyczne, odporne na zmiany temperatury, mają doskonałą przyczepność zarówno do szkła jak i do ramek metalowych. Zaleca się je do stosowania w oszkleniach strukturalnych. Utwardzanie silikonu polega na reakcji grup metoksylowych oligomeru silikonowego z wodą, z wydzieleniem metanolu i utworzeniem polimeru siloksanowego. Czas utwardzania jest tym krótszy im większa jest wilgotność otaczającego powietrza. [2]
Reaktywne Hot Melty (RHM)
W najnowszych rozwiązaniach uszczelnienia wewnętrzne i zewnętrzne łączą się w postaci jednoskładnikowych, reaktywnych hotmeltów (RHM).
Obecnie wytwarza się uretanowe i silikonowe reaktywne hotmelty. RHM formuje się w stopie o podwyższonej temperaturze rzędu 130°C. Wytrzymałość początkową polimer osiąga natychmiast po ochłodzeniu uszczelniacza do temperatury pokojowej, po ok. 30 s. Umożliwia to skrócenie procesu produkcyjnego.
W temperaturze pokojowej w uformowanym już reaktywnym hotmelcie przebiega dalej reakcja z parą wodną. Szybkość reakcji wzrasta wraz ze wzrostem wilgotności i temperatury otoczenia.
Po ok. 10 min. od naniesienia połączenie RHM jest wytrzymalsze niż typowego Hot Meltu. Szybkość sieciowania RHM jest jednak na ogół powolniejsza niż systemów dwuskładnikowych. [2]
Badania mas klejącouszczelniających stosowanych w szybach zespolonych
Badania mas klejąco-uszczelniających w ramach wstępnych badań typu (nieobowiązkowe)
Norma PN-EN 1279 dotycząca szyb zespolonych składa się z sześciu części. Część czwarta tej normy PN-EN 1279-4:2004 Szkło w budownictwie.
Szyby zespolone izolacyjne. Część 4: Metody badania fizycznych właściwości uszczelnień obrzeży [3]. została poświęcona wyłącznie badaniom mas uszczelniających. Obejmuje ona ocenę odporności uszczelnionego obrzeża, cząstkową ocenę przenikania wilgoci i gazu przez szczeliwo i/lub sprawdzenie na podstawie protokołu badania, czy wyrób wykonano zgodnie z opisem systemu i jego odmianami według PN - EN 1279-1: 2006.
Zgodnie z wprowadzonymi zmianami wg PN-EN 1279-5+A2:2010 Szkło w budownictwie. Szyby zespolone izolacyjne. Część 5: Ocena zgodności [4] w ramach wstępnych badań typu nie jest obowiązkowe wykonywanie badań mas klejąco-uszczelniających wg PN-EN 1279-4: 2004. Jeśli producent szyb zespolonych posiada dokumenty od producenta szczeliwa świadczące o przeprowadzanych badaniach mas klejąco-uszczelniających nie musi wykonywać badań ujętych w normie PN-EN 1279–4:2004 w ramach wstępnych badań typu. Nie mniej jednak badania te, choć nieobowiązkowe, powinny być wykonywane z uwagi na niezwykle ważną rolę jaką spełniają szczeliwa w szybie zespolonej.
Norma PN-EN 1279-4:2004 przedstawia metody badań trzech parametrów charakterystycznych dla uszczelnień obrzeża szyby zespolonej. Są to badania;
1) wytrzymałości uszczelnionego obrzeża - adhezji szczeliwa do szkła,
2) szybkości przepuszczania pary wodnej przez szczeliwo,
3) przepuszczalności gazu przez warstewkę szczeliwa.
W Instytucie Ceramiki i Materiałów Budowlanych Oddział Szkła i Materiałów Budowlanych w Krakowie wykonywane są te badania, a na badanie adhezji Zakład Technologii Szkła posiada akredytację Polskiego Centrum Akredytacji.
Badanie adhezji szczeliwa do szkła wg normy PN-EN 1279-4:2004
Badanie adhezji polega na:
przygotowaniu połączeń szkło-szczeliwo–szkło,
poddaniu części z próbek warunkom starzenia polegającym na wystawieniu na działanie ciepła, wody i promieniowania UV, a następnie
przeprowadzeniu próby rozciągania pod obciążeniem dla próbek poddawanych i nie poddawanych starzeniu.
Norma podaje dokładnie sposób wykonania, kształt i wymiary wymaganych próbek. Dla szczeliw obrzeży na bazie polimerów są one następujące:
wymiary szyby: 75x12x6 mm
wymiary szczeliwa: 50x12x12 mm
Tolerancje wymiarowe szczeliwa wynoszą ±1 mm.
Podczas przygotowywania próbek należy zwrócić szczególną uwagę na zachowanie wymiarów, zwłaszcza szczeliwa zawartego pomiędzy dwoma kawałkami szkła. Ważna jest również ogólna jakość przygotowywanych połączeń, które muszą być pozbawione wszelkich wad wykonania.
Przykładową próbkę do badań adhezji przedstawia fotografia 1.
Badania adhezji obejmujące starzenie próbek oraz badanie wytrzymałości na rozciąganie przeprowadza się z zachowaniem odpowiedniej procedury podanej przez normę.
Kolejność działań w tego typu badaniach jest następująca:
Wykonanie próbek do badań przez producenta
utwardzanie wszystkich próbek w standardowych warunkach pokojowych (temperatura otoczenia 23 (±2)°C i wilgotność względna 50 (±5) % r.h.) przez co najmniej 21 dni:
klimatyzowanie w standardowych warunkach pokojowych wszystkich próbek przez co najmniej 7 dni:
starzenie
wystawienie na działanie ciepła,
zanurzenie w wodzie,
wystawienie na działanie promieniowania UV.
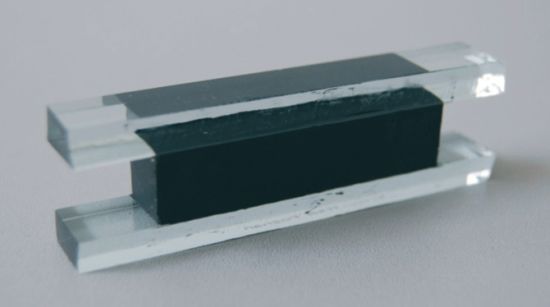
Fot. 1. Próbka do badań adhezji
Każdemu z warunków ekspozycji poddaje się 7 próbek.
klimatyzowanie w standardowych warunkach pokojowych w czasie od 24 h do 48 h,
próba rozciągania próbek poddawanych i nie poddawanych warunkom starzenia,
obliczenie i przedstawienie wyników badań.
Starzenie próbek przeprowadza się w odpowiednich warunkach przez dokładnie podany w normie czas. Utwardzanie początkowe obejmuje utwardzanie wstępne w standardowych warunkach pokojowych przez co najmniej 21 dni oraz klimatyzowanie w tych samych warunkach przez co najmniej 7 dni.
Wystawienie na działanie ciepła odbywa się w zamkniętym piecu w temperaturze 60 (±2)°C przez 168 (±5) h. Próbki przeznaczone do starzenia w wodzie umieszcza się w pojemniku napełnionym wodą destylowaną lub zdejonizowaną (o przewodnictwie równym lub mniejszym niż 30 μS) i przechowuje w standardowych warunkach pokojowych przez okres 168 (±5) h.
Wystawienie próbek na działanie promieniowania UV polega na ich napromieniowaniu przez okres 96 (±4) h, promieniami prostopadle padającymi na szkło, o natężeniu w zakresie UVA równym 40 (±5) W/m2 zgodnie z EN 412.
Badanie wytrzymałości na rozciąganie dla próbek poddawanych i nie poddawanych starzeniu przeprowadza się w maszynie wytrzymałościowej z zastosowaniem odpowiedniej szybkości rozciągania, która w przypadku uszczelnień obrzeży opartych na polimerach wynosi 5 (±0,25) mm/min. Próbkę umieszczoną w maszynie wytrzymałościowej przedstawia fotografia 2.
W trakcie trwania badania, a więc podczas wykonywania próby rozciągania, sygnał dotyczący wydłużenia szczeliwa i działającego w danej chwili naprężenia zostaje przekazany z maszyny wytrzymałościowej do komputera. Na monitorze otrzymuje się wykres zależności naprężenia [MPa] od wydłużenia [%].
Wszystkie uszczelnienia obrzeży powinny mieć odpowiednią wytrzymałość adhezyjną i kohezyjną na rozciąganie, tak żeby wszystkie ewentualne uszkodzenia wystąpiły poza obszarem 0AB, przedstawionym na rysunku 2.
Jeżeli podczas badania wytrzymałości na rozciąganie złącza szkło-szczeliwo-szkło następuje utrata adhezji lub kohezji rozciąganego szczeliwa w obszarze 0AB przedstawionym na rysunku 2, wówczas wynik badania próbki jest negatywny.
Rysunek 3 przedstawia utratę adhezji lub kohezji rozciąganego szczeliwa. Pękanie szkła podczas badania nie stanowi o uszkodzeniu, pod warunkiem pomyślnego przebadania odpowiedniej liczby złączy, tak żeby można było uzyskać wynik średni.
Wartości naprężeń oblicza się ze średniej powierzchni styku szczeliwa ze szkłem w jednej próbce. Wyniki wyraża się w wartościach średnich naprężenia i odkształcenia, gdy krzywe naprężeń/odkształceń przecinają linię AB na rysunku 2. Wartości najniższe i najwyższe są pomijane, więc wartości średnie są obliczane z pozostałych zmierzonych wartości naprężeń i odkształceń.
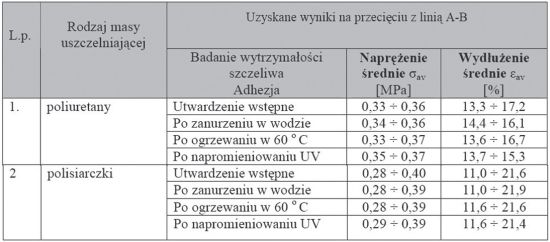
Zakresy wartości naprężeń średnich i odkształceń średnich na przecięciu z linią A-B (rys.2) uzyskane na podstawie kilkunastu wykonanych pomiarów dla dwóch rodzajów mas uszczelniających: poliuretanów i polisiarczków zamieszcza tabela 1.
Jednakże zgodnie z normą, zarówno wielkość naprężenia średniego jak i odkształcenia średniego na przecięciu z linią A-B (rys. 2) nie świadczy o pozytywnym lub negatywnym wyniku całego badania.
Kryterium pozytywnego wyniku badania jest jedynie brak utraty adhezji i kohezji rozciąganego szczeliwa w obszarze 0AB (rys. 2).
Przykładowe wykresy uzyskane po rozciąganiu próbek, dla których badanie zakończyło się wynikiem pozytywnym, a więc szczeliwo nie oderwało się od szkła (nie nastąpiła utrata adhezji) i nie zostało uszkodzone w masie (nie nastąpiła utrata kohezji) w obszarze 0AB przedstawia rys. 4.
Natomiast rysunek 5 przedstawia krzywe naprężeń/odkształceń dla próbek, które uległy rozerwaniu, tzn. szczeliwo oderwało się od szkła lub nastąpiła utrata kohezji w obszarze 0AB. Badanie takie uzyskuje wynik negatywny.
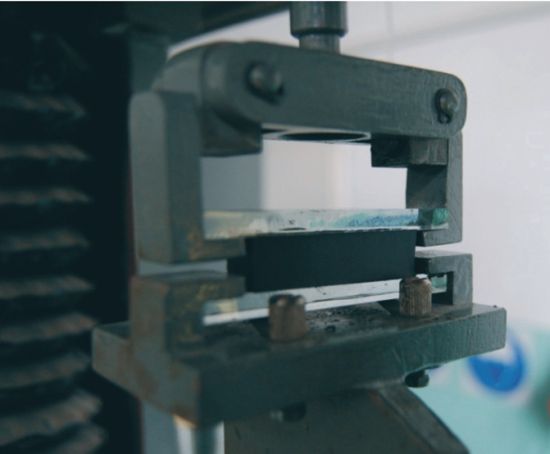
Fot. 2. Próbka w maszynie wytrzymałościowej podczas badań adhezji
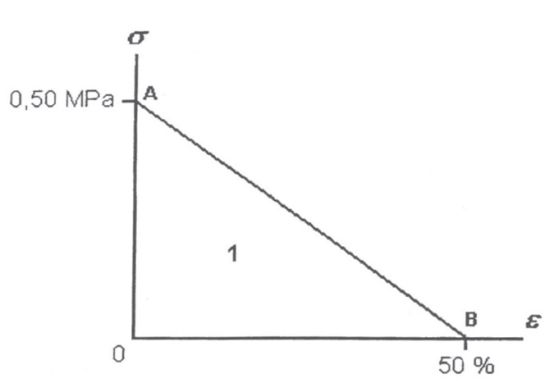
Rys. 2. Trójkąt naprężeń/odkształceń [3]
Opis: 1 - obszar 0AB - w obszarze tym nie dopuszcza się rozerwania przed i po starzeniu
σ - naprężenie w szczeliwie
ε - odkształcenie szczeliwa
Tabela 1. Przykładowe zakresy wartości naprężeń średnich i odkształceń średnich na przecięciu z linią A-B (rys. 2) uzyskane dla dwóch rodzajów mas uszczelniających: poliuretanów i polisiarczków.
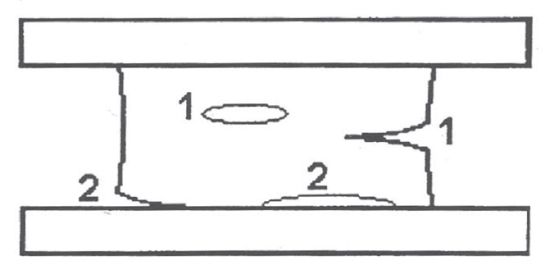
Rys. 3. Przedstawienie utraty adhezji lub kohezji rozciąganego szczeliwa [3]
Opis: 1 - utrata kohezji 2 - utrata adhezji
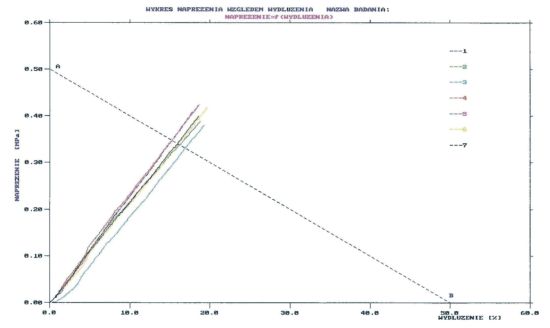
Rys. 4. Krzywe naprężeń/odkształceń dla badanych próbek z wynikiem pozytywnym
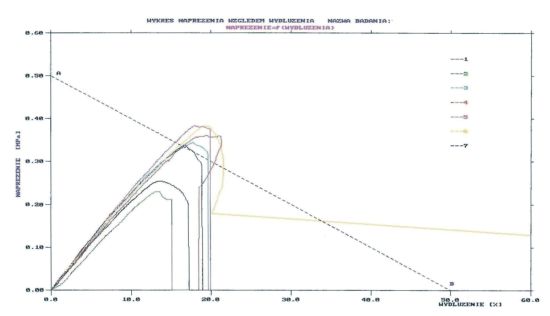
Rys. 5. Krzywe naprężeń/odkształceń dla badanych próbek z wynikiem negatywnym

Fot. 3. Próbka-membrana do badań szybkości przepuszczania pary wodnej

Fot. 4. Naczynie badawcze zawierające sito molekularne

Fot. 5. Zestaw badawczy stanowiący naczynie napełnione sitem molekularnym i szczelnie przymocowaną próbką-membraną, umieszczony na wadze analityczne
Badanie szybkości przepuszczania pary wodnej wg normy PN-EN 1279-4:2004
Informacja o szybkości przepuszczania pary wodnej jest wymagana tylko przy porównywaniu szczeliw w celu dokonania ich zmiany.
Metoda pomiaru szybkości przepuszczania pary wodnej
Szybkość przepuszczania pary wodnej jest to ustalony przepływ pary wodnej w jednostce czasu, przez jednostkę powierzchni, prostopadły do określonych powierzchni równoległych, w określonych warunkach temperatury i wilgotności na każdej powierzchni.
Próbkę reprezentatywną dla badanego materiału do tego typu badań stanowi membrana o grubości 2 (±0,1) mm. Grubość całkowitą każdej próbki mierzy się w środku każdej ćwiartki koła, a wynik uśrednia.
Przykładową próbkę-membranę do badań szybkości przepuszczania pary wodnej – przedstawia fot. 3.
Przygotowaną do badań próbkę-membranę przymocowuje się szczelnie do otwartego wylotu naczynia badawczego, wypełnionego sitem molekularnym (fot. 4) i umieszcza ten zestaw w kontrolowanej atmosferze w następujących warunkach:
temperatura 23 (±1)°C
wilgotność względna 90% r.h,
szybkość przepływu powietrza nad próbką nie mniejsza niż 2,5 m/s.
Przykładowy zestaw badawczy, stanowiący naczynie napełnione sitem molekularnym i szczelnie przymocowaną próbką–membraną, umieszczony na wadze analitycznej przedstawia fotografia 5.
W komorze klimatycznej, w której umieszcza się naczynia badawcze, zapewnione są kontrolowane warunki, a temperatura, wilgotność i przepływ powietrza nad próbkami są rejestrowane w sposób ciągły. Powietrze przepływa przez komorę z szybkością wystarczającą do utrzymania jednolitych warunków we wszystkich badanych miejscach (szybkość przepływu powietrza nad próbką nie jest mniejsza niż 2,5 m/s).
Ważenia zestawu z naczyniem, pozwalające określić szybkość przenikania pary wodnej przez próbkę do osuszacza (sita molekularnego), wykonuje się okresowo, ale dostatecznie często, żeby dostarczyć ośmiu do dziesięciu danych pomiarowych w czasie badania. Początkowo ciężar może się szybko zmieniać, później jednak zostaje osiągnięty stan ustalony, w którym szybkość zmian jest praktycznie stała.
Ukończenie badania następuje zanim wilgoć wchłonięta przez środek osuszający przekroczy 10% jego ciężaru początkowego lub do osiągnięcia stanu ustalonego, w którym szybkość zmian ciężaru jest praktycznie stała.
Norma nie podaje żadnych wartości dopuszczalnych, które pozwoliłby zakwalifikować uzyskane wyniki jako pozytywne lub negatywne. Wartości otrzymane w wyniku przeprowadzenia badań dla poszczególnych mas uszczelniających można jedynie porównywać pomiędzy sobą.
Badania mas klejąco-uszczelniających w trakcie produkcji szyb zespolonych Masy uszczelniające, jako jeden z podstawowych materiałów składowych szyby zespolonej, powinny być poddawane wielokrotnej kontroli przed, podczas i po produkcji.
Badania szczeliw stosowanych w szybach zespolonych obowiązujące w zakładowej kontroli produkcji dokładnie precyzuje norma PN-EN 1279-6:2004 Szkło w budownictwie. Izolacyjne szyby zespolone. Część 6: Zakładowa kontrola produkcji i badania okresowe [5].
Każdy z załączników od A.2 do A.6 normy PN-EN 1279-6 składa się z dodatkowych definicji odnoszących się do określonej konstrukcji szyb zespolonych i tabeli zawierającej trzy części:
część pierwsza: Kontrola materiału;
część druga: Kontrola produkcji;
część trzecia: Kontrola wyrobu.
Przykładowo, załącznik A.2 dotyczy szyb zespolonych wypełnionych powietrzem, z ramką dystansową i uszczelnionych szczeliwem organicznym.
Dla tego typu szyb zespolonych w ramach kontroli materiału w odniesieniu do szczeliwa zewnętrznego należy sprawdzać:
1) opakowanie i etykietę, datę ważności,
2) adhezję do szkła i do ramki (niepotrzebna w przypadku uszczelnień strukturalnych),
3) adhezję do szkła (w przypadku uszczelnień obrzeży do zastosowań strukturalnych)
4) twardość,
5) zawartość składników lotnych (jeżeli brakuje informacji od dostawcy).
Adhezja do szkła i do ramki (niepotrzebna w przypadku uszczelnień strukturalnych) Zalecaną metodą badania adhezji do szkła i do ramki jest badanie opisane w załączniku F. 3 normy PN - EN 1279-6:2004.
Metodę można stosować zarówno do kontroli jakości materiału dostarczonego jak i podczas kontroli produkcji izolacyjnych szyb zespolonych. Do badań przygotowuje się dwa rodzaje próbek: próbkę szkło-szczeliwo-szkło i próbkę ramka-szczeliwo-ramka.
Zasada badania polega na rozciąganiu badanych próbek. Dla uzyskania określonego naprężenia rozciągającego potrzebne jest specjalne urządzenie badawcze, które umożliwia przykładanie różnych sił za pomocą odpowiedniego zestawu odważników (fot. 6).
Można też zastosować inną maszynę do prób rozciągania. Podstawą przy ustaleniu obciążenia jest szerokość wybranej ramki dystansowej i wielkość próbki do badań. W badaniach należy również uwzględnić ciężar własny urządzenia.
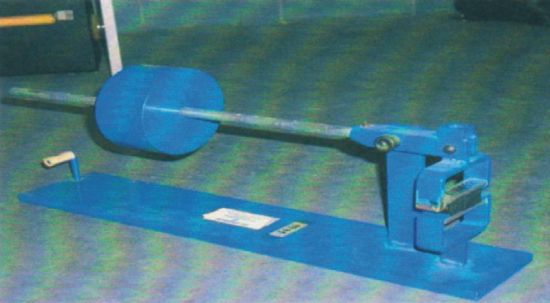
Fot. 6. Przykład urządzenia badawczego, które umożliwia przykładanie różnych sił za pomocą odpowiedniego zestawu odważników
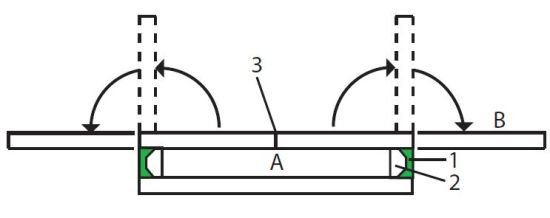
Rys. 6. Przykład próbki do badania motylkowego : 1) szczeliwo, 2) ramka, 3) linia rozkroju, A) pozycja A, B) pozycja B. Długość i szerokość próbki dostosowana do wielkości maszyny myjącej i prasy
Naprężenie rozciągające próbki do badań powinno wynosić 0,30 MPa.
Adhezja do szkła (w przypadku uszczelnień obrzeży do zastosowań strukturalnych).
Z uwagi na rolę, jaką spełniają szczeliwa stosowane w oszkleniach strukturalnych, w zakładowej kontroli jakości materiału zalecaną metodą badania adhezji do szkła jest próba rozciągania wg PN- EN 1279-4:2004 Szkło w budownictwie. Szyby zespolone izolacyjne. Część 4: Metody badania fizycznych właściwości uszczelnień obrzeży.
Twardość (może być badana łącznie z kontrolą produkcji).
Badanie twardości pozwala ocenić jakość szczeliwa po utwardzeniu. Zasada badania polega na przygotowaniu odpowiednich próbek i poddaniu ich próbom twardości z zastosowaniem przyrządu pomiarowego Shore’a w skali A. Twardość wg Shore’a to opór stawiany przy wciskaniu wgłębnika określonego kształtu pod zdefiniowaną siłą nacisku.
Zawartość składników lotnych (jeżeli brakuje informacji od dostawcy)
Zalecaną metodą przy określaniu zawartości składników lotnych wg załącznika G normy PN-EN 1279-6 jest metoda ubytku masy.
Kontrola zakładowa w trakcie produkcji w odniesieniu do szczeliwa zewnętrznego obejmuje sprawdzanie:
1) adhezji - w przypadku uszczelnień obrzeży do zastosowań strukturalnych należy wykonać próbę rozciągania wg PN-EN 1279-4: 2004, dla pozostałych zastosowań o ile to możliwe należy przeprowadzić badanie motylkowe
2) proporcji mieszaniny
3) dokładności wymieszania
4) twardości
5) zanieczyszczeń.
Badanie adhezji metodą motylkową
Badanie motylkowe dostarcza informacji o adhezji do szkła, do powłok oraz do szkła, w przypadku którego wymagane jest usunięcie powłok. To badanie nie daje żadnych informacji na temat wytrzymałości kohezyjnej szczeliwa.
W celu wykonania badania montuje się zestaw jak na rys. 6 [5] stosując czyste szkło pobrane z linii produkcyjnej. Przygotowaną szybę zespoloną przechowuje się w temperaturze 23°C lub wyższej przez czas określony przez dostawcę szczeliwa.
Następnie należy rozkroić szkło w środku (rys. 6) i przemieścić w ciągu 10 sekund obie tafle z położenia A do położenia B rękami w rękawicach lub za pomocą odpowiedniego przyrządu. Wynik pozytywny uzyskuje się wówczas kiedy nie następuje uszkodzenie przyczepności szczeliwa do szkła lub powłoki.
Należy podkreślić, że metodą tą bada się jedynie adhezję do szkła i do powłok. Oderwanie się szczeliwa od ramki dystansowej wskutek wywołania dużych naprężeń nie stanowi wady systemu.
Badanie dokładności wymieszania dla szczeliw dwuskładnikowych
W przypadku szczeliw dwuskładnikowych o ich jakości decyduje między innymi dokładność wymieszania.
Celem badania jest upewnienie się, że oba składniki szczeliwa, przeważnie określone jako składnik podstawowy i składnik utwardzający, są ze sobą dokładnie wymieszane. Badanie to zostało dokładnie opisane w zał. D normy PN-EN 1279-6:2004.
W celu wykonania badania przygotowuje się dwa kawałki czystego szkła float o grubości 4 mm i wymiarach około 250x150 mm. Potrzebne jest też ok. 10 g wymieszanego szczeliwa, świeżo pobranego z linii produkcyjnej. Badanie zaleca się przeprowadzić w ciągu pięciu minut od przygotowania próbki, licząc łącznie z badaniem wzrokowym.
Najpierw trzymając dwa kawałki szkła za obrzeża należy zbadać je wzrokowo, aby upewnić się, czy są czyste i pozbawione plam, śladów tłuszczu, odcisków palców czy innych zanieczyszczeń. Następnie w środku jednego kawałka szkła położonego płasko na czystej powierzchni umieszcza się około 10 g świeżo zmieszanego szczeliwa. Najlepiej jeśli szczeliwo tworzy stożek, a ilość powietrza uwięzionego jest minimalna.
Tam gdzie stosuje się maszyny dozujące/mieszające, zarówno automatycznie jak i ręcznie, szczeliwo powinno się nanosić bezpośrednio z dyszy.
Potem na szczeliwie umieszcza się drugi kawałek szkła, aby powstało połączenie szkło-szczeliwo-szkło i lekko naciskając palcem przyciska się do siebie dwa kawałki szkła, aż szczeliwo będzie miało grubość około l mm.
Następnie niemal natychmiast dokonuje się oględzin dwóch stron połączenia, badając, czy nie ma na nich oznak prążkowania (marmurkowości lub bruzd), które wskazywałyby na złe wymieszanie. Szczeliwo powinno być równomiernie zabarwione na obu powierzchniach, nie może wykazywać marmurkowatości ani wtrąceń powietrza.
Podsumowanie
Badania adhezji oraz badania szybkości przepuszczania pary wodnej przez szczeliwo wg normy PN-EN 1279-4:2004 są badaniami bardzo ważnymi dla producentów szyb zespolonych. Technologia produkcji tych szyb jest procesem składającym się z wielu etapów. Ogólna jakość szyby zespolonej zależy więc zarówno od techniki i dokładności wykonania tych wyrobów jak i używanych surowców.
Masy uszczelniające są w tym wypadku elementem zasadniczo wpływającym na szczelność i trwałość szyb, dlatego też szczegółowe ich badania są głęboko uzasadnione.
Wprowadzenie do zespołu szybowego trzeciej tafli szklanej (okno dwukomorowe) nie powoduje obowiązku wykonywania żadnych dodatkowych badań dotyczących mas klejąco-uszczelniających. Zestawy takie zyskują na popularności coraz bardziej z uwagi na dążenie do zwiększenia izolacyjności okien. Ocenia się, że izolacyjność okien z szybami zespolonymi dwukomorowymi wzrasta o 30-35% w porównaniu z oknem zawierającym szybę zespoloną jednokomorową.
Agnieszka Marczewska
ICiMB
Odział w Krakowie
Literatura:
[1] Technologia Szkła. Właściwości fizykochemiczne. Metody Badań. Część 1. „Ceramika” vol.73, 2002.
[2] Zygmunt Wirpsza, Masy uszczelniające do szyb zespolonych. „Świat Szkła” 4/2010
[3] PN-EN 1279-4:2004 Szkło w budownictwie. Szyby zespolone izolacyjne. Część 4: Metody badania fizycznych właściwości uszczelnień obrzeży.
[4] PN-EN 1279-5 + A2: 2010 Szkło w budownictwie. Szyby zespolone izolacyjne. Część 5: Ocena zgodności
[5] PN-EN 1279-6: 2004 Szkło w budownictwie. Izolacyjne szyby zespolone. Część 6: Zakładowa kontrola produkcji i badania okresowe
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 7-8/2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Współczesne szyby mogą być czymś znacznie więcej niż tylko przezroczystym wypełnieniem ramy okiennej. Powłoki niskoemisyjne zastosowane w szybach dwukomorowych sprawiają, że okna stają się bardziej wydajne energetycznie niż ściany. Izolacja termiczna, to „gorący” termin w słowniku producentów szkła budowlanego oraz okien.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Wciąż rosnące ceny energii potęgują potrzebę planowania budynków energooszczędnych, co przy nowoczesnych architektonicznych rozwiązaniach niejednokrotnie jest ogromnym wyzwaniem inżynierskim.
W Europie ok. 40% energii pierwotnej zużywana jest na cele ogrzewania, klimatyzowania i oświetlenia budynków. W sektorze budowlanym możliwa jest wyraźna redukcja zapotrzebowania i zużycia energii poprzez stosowanie właściwych i nowoczesnychtechnik w nowo budowanych inwestycjach, jak i modernizowanych budynkach bez obniżania komfortu użytkownika.
Pamiętać jednak wciąż trzeba, że nadrzędna jest funkcyjność budynku oraz stworzeniewarunków komfortu termicznego. Dopiero po zdefiniowaniu tych kryteriów możliwa jest analiza energooszczędnościowa, która nie powinna być wprowadzana kosztem obniżania komfortu ludzi.
Ok. 40% energii pierwotnej zużywanej jest na cele ogrzewania, klimatyzowania i oświetlenia budynków.
Elewacje szklane
Duże i wielokondygnacyjne elewacje szklane są nowoczesnym rozwiązaniem architektonicznym dla wszelkiego rodzaju kompleksów budynków. Jednakże projektanci i architekci nieustannie mierzą się z wyzwaniem, jakim jest ich ogrzewanie.
Nawet, jeśli kwestię zapotrzebowania na ciepło w pomieszczeniu można rozwiązać w stosunkowo prosty sposób, w przypadku fasad szklanych pojawia się problem intensywnych ruchów konwekcyjnych zimnego powietrza w kierunku podłogi. Opadanie powietrza wywołane jest lokalnym jego ochłodzeniem od zimnych powierzchni przeszklonych (zwykle o mniejszym współczynniku izolacyjności, niż klasyczna przegroda budowlana).
Montaż tradycyjnych systemów grzewczych jest często kosztowny i niepożądany ze względów estetycznych.
Należy zatem znaleźć system grzewczy, który nie tylko jest dyskretny, ale także skutecznie chroni przed zimnym powietrzem i w znacznym stopniu zapobiega zaparowywaniu szyb (rys. 1). Jednocześnie ochrona musi działać tak, by mimo bezpośredniej bliskości fasady zewnętrznej straty energii były możliwe niewielkie.
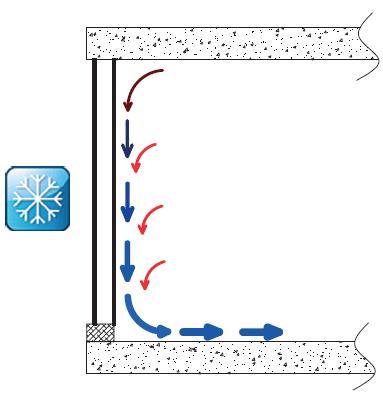

Rys. 1. Problem kondensacji pary wodnej na przegrodach szklanych oraz intensywnego opadania zimnego powietrza
Dla powierzchni przeszklonych o wysokości do 3,5 m systemem ekranującym zimne powietrze jest system grzejników podłogowych.
Dla powierzchni przeszklonych o wysokości przekraczającej 3,5 m system podłogowy jest niewystarczający, aby zapewnić pełne ekranowanie zimnych powierzchni.
Systemy podpodłogowe
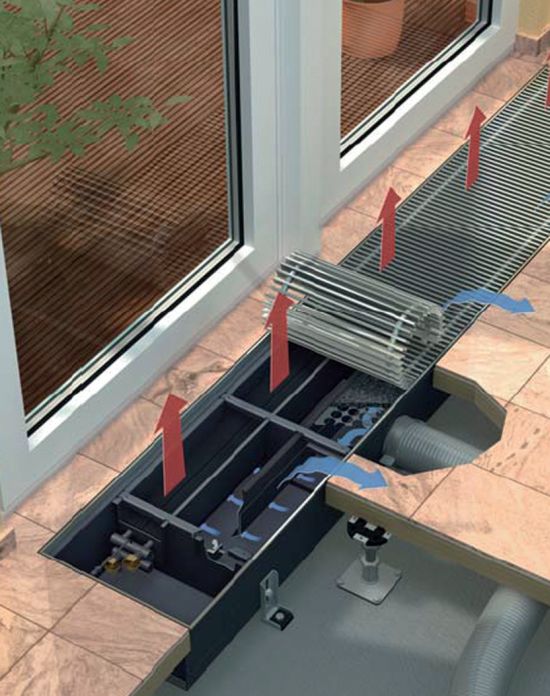
Dla powierzchni przeszklonych o wysokości do 3,5 m systemem ekranującym zimne powietrze jest system grzejników podłogowych. Podłogowe kanały grzewcze montowane są w miejscu optymalnym z punktu widzenia techniki grzewczej, bezpośrednio przed zimnymi powierzchniami okien i pełnią zarówno funkcję ekranowania zimnego powietrza, jak i pokrycia zapotrzebowania na ciepło resztkowe (rys. 2).
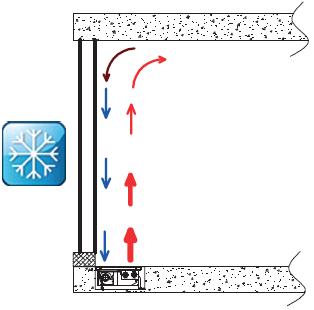

Rys. 2. Katherm QK – ekranowanie zimnego powietrza, uzupełniające i podstawowe ogrzewanie pomieszczenia
Po dopasowaniu mocy do zapotrzebowania na ciepło (długością, szerokością i wysokością kanału oraz wyborem między konwekcją naturalną lub wymuszoną pracą wentylatora poprzecznego) mogą być użyte również do ogrzewania całego pomieszczenia.
Zimne powietrze przy oknie lub wnikające przez szczeliny opada do kanału podłogowego, gdzie jest ogrzewane i unosi się do góry. Siłę wyporu zwiększa kształt szybu kanału podłogowego. Im więcej powietrza przepływa przez konwektor, tym większa jest jego wydajność cieplna. Decydujące znaczenie ma przy tym wysokość szybu powyżej konwektora.
Wraz ze zwiększeniem wysokości wzrasta również oddawana moc cieplna. W przypadku zwiększonego zapotrzebowania na moc cieplną stosuje się kanały grzewcze z konwekcją wymuszoną. Jego pracą steruje termostat regulujący obroty wentylatora, co skutkuje modulacją mocy grzewczej.
Możliwe są rozwiązania łączące funkcję grzewczą (kaloryczną) z funkcją podwyższania komfortu latem (chłodzenie). W tym wypadku możliwe jest rozwiązanie oparte jedynie na konwekcji wymuszonej w systemie dwu- lub czterorurowym.
Można również obok funkcji grzewczej lub chłodniczej wykorzystać kanał podpodłogowy do doprowadzenia świeżego powietrza, by pełnił funkcję higieniczną (rys. 3). Rozwiązanie to jest wyjątkowo korzystne pod względem ergonomiczności.
Uzdatnione chłodne powietrze uchodzi z kanału podłogowego do pomieszczenia, rozkładając się w postaci stabilnej warstwy w strefie podłogowej. Poprzez naturalny wypór termiczny z dolnej strefy zimne i świeże powietrze unosi się do góry, głównie u źródeł ciepła, takich jak ludzie czy urządzenia elektryczne.
Powstające przy tym ruchy mas powietrza w pomieszczeniu mają niewielką prędkość (wartość graniczna odczucia przeciągu ok. 2 m/s), zapewniającą przyjemne, chłodne powietrze w pomieszczeniu. Jednocześnie powietrze w pomieszczeniu jest prowadzone i podgrzewane przez konwektor. Doprowadzane ciepłe powietrze miesza się z zimnym, występującym na powierzchni okien. Zapobiega to obniżaniu się temperatury przy oknach.
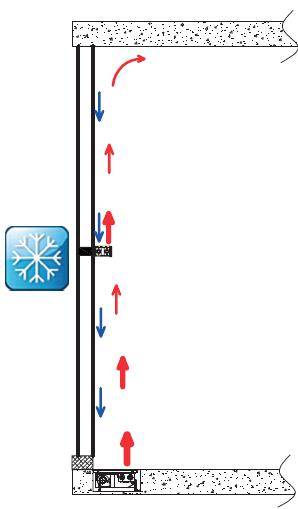


Rys. 3. SlimKon - fasadfowy system grzewczy, zapewniający większy komfort przy elewacjach szklanych
Systemy fasadowe
Dla powierzchni przeszklonych o wysokości przekraczającej 3,5 m system podłogowy jest niewystarczający, aby zapewnić pełne ekranowanie zimnych powierzchni. Systemem uzupełniającym wówczas jest fasadowy system grzewczy, który zapobiega opadaniu zimnego powietrza przy fasadach szklanych (rys. 4). Zasada jest prosta i skuteczna: opadający strumień zimnego powietrza napotyka na unoszący się pionowo w górę strumień ciepłego powietrza.
Miesza się on z zimnym powietrzem i zapobiega jego opadnięciu do pomieszczenia. Pomieszczenie jest ciepłe i przytulne, a obszar, w którym przebywają osoby, można rozszerzyć niemal do samej powierzchni przeszklonej.
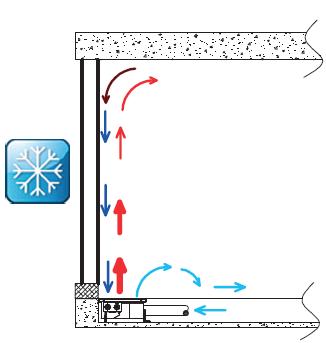
Rys. 4. Katherm QL – komfortowe ogrzewanie i wentylacja przez system kanałów podłogowych
Dzięki zastosowaniu systemu fasadowego ciepły konwekcyjny strumień kompensuje opadający zimny strumień powietrza przy szybie. Kompensacja ta zmniejsza konwekcyjną wymianę ciepła z otoczeniem, czyli działa energooszczędnie.
System SlimKon składa się z estetycznej obudowy z aluminiowych profili w kształcie litery U z konwektorem Cu/Al i może być montowany w prosty sposób, także w późniejszym czasie, do rozpory poprzecznej fasady. Szerokość wynosząca zaledwie 85 mm (wersja z możliwością zintegrowania w obudowie rur zasilających: 110 mm) i wysokość 60 mm sprawiają, że system SlimKon jest niemal niezauważalny, także w filigranowych konstrukcjach.
Elementy systemu można lakierować proszkowo w kolorze fasady. Elastyczne możliwości montażu oraz bogate wzornictwo blach perforowanych pozwalają na realizację wszelkiego rodzaju pomysłów aranżacyjnych.
Spełnia zadania:
- skutecznej ochrony przed zimnym powietrzem, także dla okien wielokondygnacyjnych zapewniając komfort nawet bezpośrednio przy fasadzie szklanej,
- dyskretne, wkomponowane w całość pomieszczenia,
- wyłącznie ogrzewanie konwekcyjne (promieniowanie wiązałoby się z dużymi stratami przy oknie),
- montaż neutralny dla systemu, możliwość dopasowania na wymiar,
- możliwie skuteczny przepływ ciepła w kierunku pionowym wzdłuż szyby okiennej,
- prosty montaż i konserwacja, możliwość wbudowania w późniejszym czasie,
- integracja optyczna dzięki szerokiej ofercie kolorów i kształtów.
Moc grzewcza, jaka oddawana jest tym systemem do pomieszczenia pozwala częściowo zastąpić i zredukować inne systemy grzewcze w pomieszczeniu.
Tabela 1. Moc grzewcza systemu fasadowego SlimKon

Maciej Danielak
fot. KAMPMANN
Literatura:
[1] Materiały techniczne Katherm QK, NK, QL oraz SlimKon, www.kampmann.pl
[2] M. Danielak: Raumströmungsvisualisierung und Leistungsmessung für Lüftungsgeräte; 13. Hermann-Rietschel-Colloquium, Hirschegg 2008
[3] O. Zeidler, M. Danielak, et. all: Experimental study of different air distribution systems for aircraft cabins; Indoorair 2008
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 7-8/2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Stosowanie w budownictwie lądowym nowoczesnych konstrukcji szklanych nakłada na projektantów i wykonawców szereg wymagań oraz postępowań zgodnych z aktualną wiedzą techniczną i z przyjętymi wcześniej założeniami. W przeciwnym przypadku prowadzi to do sytuacji grożących awariami, katastrofami budowlanymi bądź sytuacjami trudnymi do opanowania, a jednocześnie psującymi estetykę danego obiektu.
Szklana kurtyna wodna
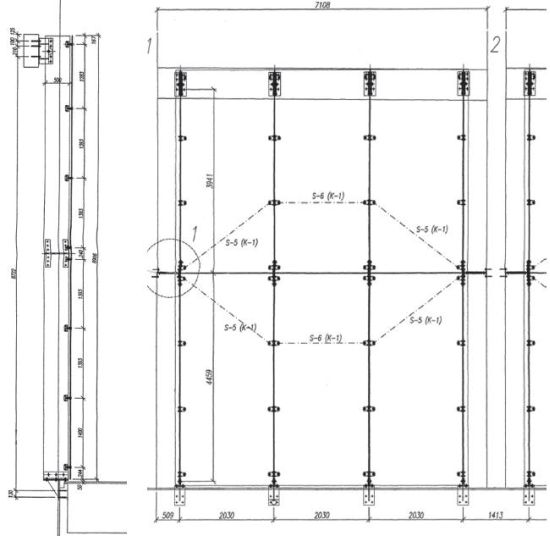
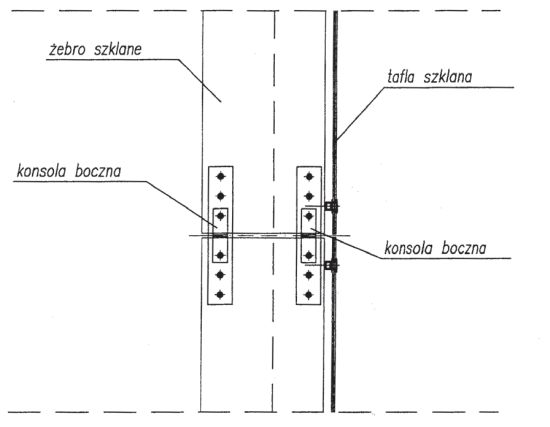
Przedmiotem opracowania są kurtyny wodne oraz szklane ściany fasadowe na ruszcie stalowym, wykonane z bezbarwnego i bezpiecznego szkła mocowanego punktowo za pomocą systemu SPINIG do konstrukcji na parkingu wielopoziomowym. Na rysunku 1 pokazano widok obiektu z zamontowanymi kurtynami wodnymi.
Pojedyncza tafla szklana kurtyny wodnej zamocowana jest do konstrukcji w ośmiu punktach. Pokazano to na rysunkach 2 do 10. Mocowanie tafli szklanej do żeber szklanych przy użyciu elementów stalowych typu SPINIG, zwanych rotulami przedstawiono na rysunku 5.
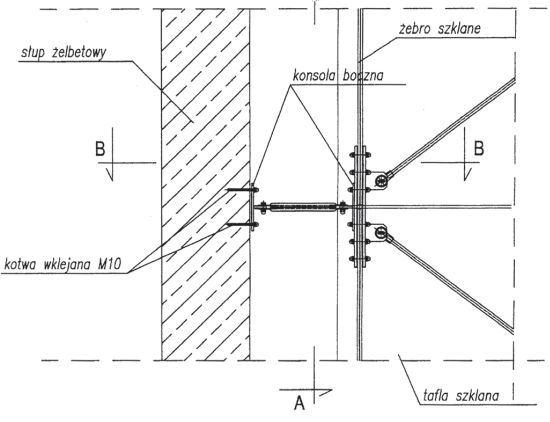
Opisywany obiekt parkingu wielopoziomowego z kurtyną wodną oddano do użytku na początku 2010 r. Zamontowano na nim dwie ściany z kurtyną wodną i pięć ścian fasadowych. Kurtyny wodne składają się z żeber szklanych i tafli szklanych. Żebra szklane o konstrukcji ESG 1010.6 podwieszono przegubowo do żelbetowej belki za pomocą konsoli wykonanej ze stali nierdzewnej. Konsole, z kolei mocowano do konstrukcji żelbetowych parkingu za pomocą kotew wklejanych HILTI M16.
Tafle szklane wykonano z bezpiecznego, bezbarwnego i hartowanego szkła o konstrukcji ESG 66.2, które mocowano w ośmiu punktach przez przykręcenie za pośrednictwem elementów typy SPINIG ze stali nierdzewnej AISI 304. Zastosowano rotule przegubowe o średnicy φ 55 mm wykonane ze stali AISI 304. Tafle szklane wykonano w dwóch warstwach po 6 mm każda.
Pomiędzy taflami zastosowano folię PVB grubości 0,76 mm, dając łączną grubość tafli szklanej 12,76 mm. Uszczelnienie między taflami szkła wykonano przy użyciu silikonu LAKMA. Konsole górne i dolne wykonano ze stali nierdzewnej A2. Konsole górne mocowano do żelbetowej belki za pomocą kotew HILTI HVU+HAS M16.
Konsole dolne mocowano do żelbetowej konstrukcji parkingu za pomocą takich samych kotew jak górne. Połączenie żeber wykonano z blach płaskich grubości 10 mm ze stali nierdzewnej A2. Zaprojektowane cięgna montażowe wykonane z rur nierdzewnych o średnicy φ 20 mm ze stali nierdzewnej A2. W chwili obecnej nie występują na przedmiotowej kurtynie.

Rys. 1. Widok kurtyny wodnej

Rys. 2. Widok pojedynczej tafli szklanej kurtyny wodnej mocowanej w ośmiu punktach

Rys. 3. Widok mocowania żeber szklanych i tafli kurtyny wodnej

Rys. 4. Widok mocowania żeber szklanych i tafli kurtyny wodnej

Rys. 5. Widok zastosowanej nierdzewnej rotuli do mocowania tafli szklanych kurtyny wodnej
Rys. 6. Przyjęte rozwiązanie kurtyny szklanej parkingu wielopoziomowego
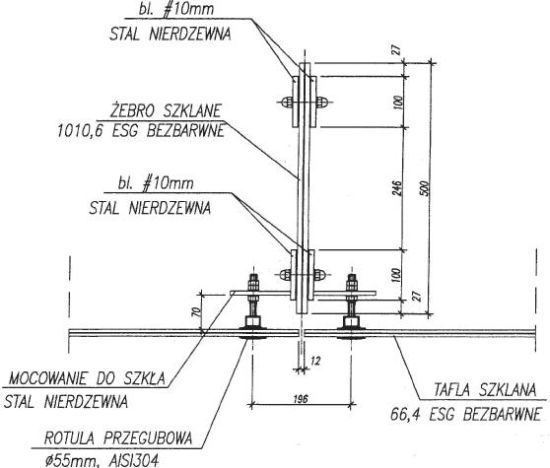
Rys. 7. Zastosowane rozwiązanie mocowania tafli szklanych do żeber szklanych w przekroju
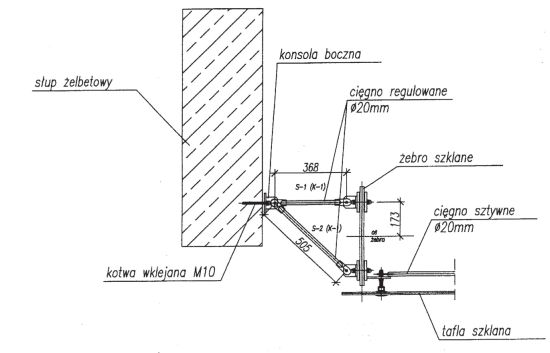
Rys. 8. Zastosowane rozwiązanie mocowania żeber szklanych do słupów żelbetowych oraz tafli do żeber w przekroju
Rys. 9. Rozwiązanie mocowania tafli szklanych do żeber w widoku
Rys. 10. Rozwiązanie mocowania sąsiednich tafli szklanych do żeber w widoku

Rys. 11a. Widok charakterystycznego i powtarzanego układu spękań na uszkodzonych szybach

Rys. 11b. Widok charakterystycznego i powtarzanego układu spękań na uszkodzonych szybach
Uszkodzenia laminowanych szyb kurtyny wodnej
Po upływie około pięciu miesięcy od zamontowania kurtyny wodnej, doszło do uszkodzenia szyb laminowanych. Szyby pękały: 30.04.2010, 26.06.2010, 30.06.2010, 13.07.2010, 14.07.2010 oraz około 11.09.2010 i 4.10.2010. Uszkodzeniu ulegała zawsze jedna strona w szybie laminowanej. Uszkodzone szyby wymieniano stosując już szyby z folią 1,52 mm.
Do chwili obecnej uległo uszkodzeniu 7 szyb. Charakterystyczną cechą powstałych uszkodzeń była postać zniszczenia, którą pokazano na rysunku 11. Każdorazowo powstawał regularny układ spękań z centralnym dużym kryształem wokół powstałego promienistego układu spękań. Nie było miejscowego zmiażdżenia wskazującego na uderzenie z zewnątrz.

Rys. 12. Widok teodolitu na stanowisku pomiarowym

Rys. 13. Widoczne odchyłki geometryczne zamocowanych tafli szklanych

Rys. 14. Widoczne odchyłki geometryczne zamocowanych tafli szklanych

Rys. 15. Widoczne odchyłki geometryczne zamocowanych tafli szklanych

Rys. 16. Widok zróżnicowanej długości stosowanych wkładek kontaktowych, determinujących montaż wymuszony

Rys. 17. Widok imperfekcji geometrycznych w otworach szyb laminowanych
Wyniki badań
Przeprowadzono badania wizualne, pomiary geodezyjne, a także obserwacje wymiany uszkodzonych szyb. Na rysunku 12 pokazano mierzone odchyłki geometryczne wymienianych szyb szklanych, a na rysunkach 13 i 14 pokazano widoczne odchyłki geometryczne w montażu tafli szklanych.
W wykonanych pomiarach uzyskano następujące wyniki. Maksymalne odchyłki geometryczne od płaszczyzny pionowej wyniosły 17 mm. W rotulach zastosowano rurowe wkładki kompensacyjne o długości przekraczającej grubość łączonych szyb wynoszącą 12,76 mm.
Rurowe wkładki na stalowe trzpienie rotul miały różne długości np. 10,3 mm, 15,4 mm, 15,2 mm (rys.16), przy czym długość przekraczająca 12,76 mm powodowała brak przylegania pierścieni rotuli do płaszczyzny tafli szklanych. Poza tym poszczególne wkładki nie miały dwóch płaszczyzn. Pojedyncza wkładka była cięta skośnie, a na pojedynczej wkładce o średnicy φ 25 mm różnica długości wynosiła nawet 1,5 mm, co daje możliwość wymuszenia kątowego o 0,06 rad lub około 4 stopni i co kwalifikuje montaż jako wymuszony.
Opisaną sytuację pokazano na rysunku 15. Badania wykazały również, że zastosowano szyby o otworach z istotnymi imperfekcjami w geometrii. Przesunięcie otworów dochodziło nawet do 3 mm (rys. 17), wobec dopuszczalnych tolerancji wynoszących 1 mm. Przesunięcia otworów o więcej niż 1 mm powodują brak możliwości wsunięcia wkładki kontaktowej w przygotowane otwory.
Przy wymianie uszkodzone tafle szyb poddano badaniom udarnościowym: na uderzenie kamieniem i oddziaływaniem strzałów z wiatrówki. Na rysunku 18 pokazano kamień, którym uszkodzono pozostałą drugą stronę szyby laminowanej.
W wyniku przeprowadzonego testu otrzymywano obraz zniszczenia ze zmiażdżonym miejscem po uderzeniu (rys. 19, 20), odmiennym od samoistnego zniszczenia hartowanych laminowanych szyb w pokazanych na rysunku 11.

Rys. 18. Widok kamienia użytego w teście udarnościowym

Rys. 19. Widok zniszczonych tafli laminowanych, z miejscowym śladem po uderzeniu kamieniem

Rys. 20. Widok zniszczonych tafli laminowanych, z miejscowym śladem po uderzeniu pocisku z wiatrówki
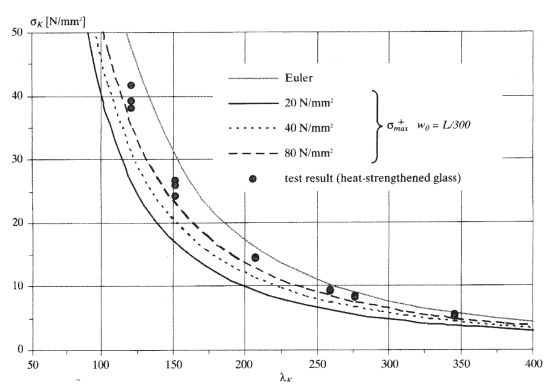
Rys. 21. Krzywe wyboczeniowe dla szkła hartowanego ,wg [1,2,8]
Analiza zebranych materiałów
Przeprowadzono analizę archiwalnych obliczeń statycznych za pomocą programu Autodesk Robot Structural Analysis Professional 2010, z której wynika, że obliczenia przeprowadzono w zakresie sprężystym. Przyjęto, najprostsze punktowe warunki podparcia, generowane przez system. Szybę laminowaną potraktowano jako litą płytę o grubości 12 mm, bez uwzględnienia foli PVB o grubości 0,76 mm. Przyjęto gęstość szkła 25 kN/m3.
Wymiarowanie tafli szklanych wykonano w oparciu o metodę naprężeń dopuszczalnych, których wartość przyjęto równą 50 MPa. Obciążenia wiatrem przyjęto z I strefy wiatrowej. Przyjęto rodzaj terenu B, Ce=0.8, CP=1.2, β=2,2. Z analizy archiwalnych materiałów projektowych wynika, że nie uwzględniono możliwego wyboczenia szkła laminowanego [1,2] biorąc pod uwagę ośmiopunktowe mocowanie płyt szklanych. Nie korzystano z krzywych wyboczeniowych dla szkła hartowanego. Krzywe wyboczeniowe dla szkła hartowanego [1, 2, 8] pokazano na rysunku 21.
W obliczeniach przyjęto zbyt dużą wartość naprężeń dopuszczalnych równą 50 MPa. Z przeprowadzonych badań w różnych laboratoriach wynika, że szkło hartowane cechuje duży rozrzut wartości sił niszczących. Powoduje to także duży rozrzut wartości naprężeń niszczących. Najmniejsza wartość naprężenia, przy której następowało zniszczenie otrzymano na poziomie 35,85 MPa, a największa wartość naprężenia wyniosła 79,92 Mpa [7].
Zatem przy określaniu kryterium zniszczenia szkła hartowanego w postaci największego naprężenia rozciągającego wartość 50 MPa, przyjęta jako wartość naprężeń dopuszczalnych jest za wysoka. Ponadto wiadomo, że szkło hartowane posiada inne wartości naprężeń niszczących przy ściskaniu, a inne przy zginaniu. Przy ściskaniu w odróżnieniu od zginania trójpunktowego lub czteropunktowego wartości naprężeń niszczących są mniejsze.
Obliczenia przeprowadzono dla jednolitej płyty szklanej 12 mm zamiast pojedynczej szyby 6 mm. Standardem, po stronie bezpiecznej jest projektowanie jednej szyby zewnętrznej. Natomiast precyzyjniejsze obliczania wytrzymałościowe dla szyb laminowanych można otrzymać przyjmując nieliniowość fizyczną i geometryczną, uwzględniając reologiczne właściwości foli PVB (folia poliwinylobutyralowa, np. metoda wiskozosprężysta [1, 2, 4, 5], modelując rzeczywiste warunki brzegowe, maksymalnie zbliżając się do rzeczywistych warunków pracy laminowanych, hartowanych fasad szklanych [3].
Uszkodzenia szyb w okresie letnim należy wiązać z tym, że zamontowano szyby nie wysezonowane oraz nie poddane testom HST (dodatkowy test temperaturowy). Po stronie nasłonecznionej uszkodzeniom uległo 6 szyb. Natomiast po stronie mniej nasłonecznionej tylko 1 szyba.
W rachubę wchodzi zawartość siarczku niklu (NiS). Uszkodzenia powstałe w okresie letnim wskazują jednak na pewną słabość szkła float. Tkwi ona w malutkich cząstkach siarczku niklu (NiS), które sporadycznie mogą dostać się do masy szklanej w procesie produkcji szkła float.
Pod wpływem ogrzania szkła w procesie hartowania cząstka siarczku niklu zawarta w tafli szkła zmienia swoją objętość. Nagłe schłodzenie po nagrzaniu tafli, które powoduje jej zahartowanie sprawia, iż cząstka siarczku niklu, która potrzebuje określonej ilości czasu aby powrócić do pierwotnej objętości, nie ma takiej możliwości. Zostaje ona „zamrożona” w tym stanie, co powoduje wytworzenie dodatkowych naprężeń w szkle.
Mechanizm ten działa jak bomba z opóźnionym zapłonem. W zamontowanej w fasadzie hartowanej tafli szklanej z wtrąceniem cząstki siarczku niklu, która zostaje nagrzana pod wpływem promieniowania słonecznego, następuję uwolnienie wzrostu objętości cząstki, co powoduje dodatkowy wzrost naprężeń wewnętrznych. Jeżeli taka cząstka umieszczona jest w strefie naprężeń rozciągających, istnieje bardzo duże prawdopodobieństwo, iż zostanie przekroczony poziom naprężeń dopuszczalnych i nastąpi spontaniczne pęknięcie tafli szklanej. Ten efekt jest wielce prawdopodobny, biorąc również inne zaniedbania na etapie projektowym i istotne niedbalstwo w czasie wykonywania kurtyn szklanych, które powinno być bardzo precyzyjne.
Przyjęcie jednolitej grubości szkła laminowanego, która w omawianym przypadku wynosiła 12 mm, nie jest rozwiązaniem poprawnym. Pracę szyb ze szkła hartowanego z folią laminowaną PVB pokazano na rysunku 22 [2].
Aktualnie prowadzone badania w ośrodkach zagranicznych pozwalają stwierdzić ponadto wpływ temperatury na stopień zespolenia hartowanego szkła laminowanego. Powyżej temperatury 23oC występuje zmniejszenie zespolenia, a zatem pogorszenie pracy kurtyn szklanych i wystąpienie dodatkowego wpływu temperatury na możliwość pękania szkła laminowanego.
Dla stosunkowo małych wartości modułu sprężystości postaciowej ugięcie płyty zmniejsza się znacząco. Dla większych wartości modułu sprężystości postaciowej folii możemy mówić o pełnym zespoleniu. W badaniach laboratoryjnych przeprowadzonych w ośrodkach zagranicznych stwierdzono, że nawet mała sztywność postaciowa folii ma istotny wpływ na deformację tafli warstwowych i rozkładu naprężeń. Przytaczane badania wykazują istotny wpływ temperatury na nośność szyb laminowanych, warstwowych. Przy niskich temperaturach następuje pełne zespolenie szyb. Przy wyższych temperaturach, powyżej 23oC, wraz ze wzrostem temperatury maleje wartość naprężeń ścinających przenoszonych przez folie [8, 9].
W opisywanym przypadku szereg nakładających się zjawisk i zaniedbań miał wpływ na powstałe uszkodzenia kurtyn szklanych parkingu. Z przedstawionych analiz wynika potrzeba ingerencji, poprawiającej pracę kurtyn szklanych, jednakże z uwagi na złożoność zachodzących zjawisk nie będzie to sprawa prosta.
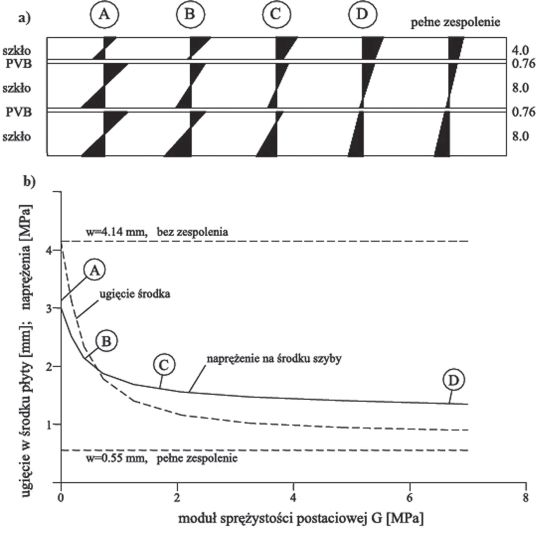
Rys. 22. Wpływ zespolenia laminowanych szyb na przemieszczania, a tym samym na wytężenie szklanych kurtyn [2]
a) – rozkład naprężeń w płycie warstwowej, w zależności od współpracy folii PVB,
b) – ugięcie i naprężenia w płycie warstwowej, w zależności od modułu sprężystości postaciowej folii PVB
Wnioski
Na podstawie przeprowadzonej analizy zebranych materiałów jednoznacznie można stwierdzić, że przyczyną powstałych i mogących jeszcze powstawać uszkodzeń kurtyn szklanych na elewacji parkingu nie są działania osób postronnych. Przyczyna uszkodzeń tkwi w następujących błędach popełnionych na etapie projektowania i wykonawstwa:
Błędy powstałe na etapie projektowania:
zastosowanie uproszczonej metody wymiarowania kurtyn szklanych,
przyjęcie za dużej wartości naprężeń dopuszczalnych (50 MPa), jako kryterium zniszczenia,
obliczanie płyty szklanej jako całkowicie zespolonej,
nieuwzględnienie w wymiarowaniu wyboczenia (wobec istnienia sił normalnych),
przyjęcie punktowych, uproszczonych warunków brzegowych, odbiegających od rzeczywiście zrealizowanych,
niedostatecznie odwzorowanie przyjętych obciążeń (obciążenia krawędziowe wiatrem, obciążenie spływającą wodą ).
Błędy powstałe na etapie wykonawstwa:
montaż szyb laminowanych bez instrukcji montażu (m.in. procedura dokręcania śrub),
montowanie szyn na konstrukcji nie zrektyfikowanej geodezyjnie,
zastosowanie wkładek kompensacyjnych o nieprawidłowych wymiarach,
dopuszczenie do montażu szyb poza wymaganiami (imperfekcje w geometrii otworów, nieoszlifowane krawędzie otworów ),
dopuszczenie do montażu wymuszonego (odchyłki kątowe w punktach zamocowania rotul, czy odchylenia pod płaszczyzny pionowej o 17 mm).
dr inż. Jerzy Sendkowski
mgr inż. Łukasz Tkaczyk
mgr inż. Anna Tkaczyk
Biuro Budowlane ANKRA Sp. z o.o.
Kielce
Literatura
[1] Cywiński Z.: Miejsce nauki w inżynierii szkła i konstrukcji szklanych, „Świat Szkła” 12/2010, 1/2011, 2/2011.
[2] Gierczak J.: Konstrukcje wsporcze fasad szklanych, „Świat Szkła” 2/2009.
[3] Czajka Z.: Okucia do drzwi i ścianek działowych całoszklanych, „Świat Szkła” 5/2008.
[4] Kozłowski M.: Właściwości i odmiany szkła konstrukcyjnego, „Świat Szkła” 5/2010.
[5] Kozłowski M.: Szklane ściany nośne, „Świat Szkła” 1/2011.
[6] Sienkiewicz R.: Szkło mocowane mechanicznie, „Świat Szkła” 4/2010, 5/2010.
[7] Jaśkowska D.: Warunki pękania i zniszczenia szkła. Praca magisterska. Politechnika Poznańska, Poznań
2006 r.
[8] Korzynow W.: Mocowanie szkła w konstrukcjach budowlanych okiem praktyka, „Świat Szkła” 2/2011.
[9] PN-EN 572-2 Szkło w budownictwie. Podstawowe wyroby ze szkła sodowo-wapniowo-krzemianowego. Szkło float; PN-B-13079 Szkło budowlane. Szyby zespolone.
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 7-8/2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
 Przekształcić coś użytecznego, praktycznego, funkcjonalnego w coś pięknego – oto powinność architektury (Karl Friedrich Schinkel)
Przekształcić coś użytecznego, praktycznego, funkcjonalnego w coś pięknego – oto powinność architektury (Karl Friedrich Schinkel)
Z końcem lat 70. XX wieku amerykański Departament Energii (DOE) rozpoczął w Massachusetts Institute of Technology (MIT) program mający na celu rozwój fotowoltaiki, który objął projektowanie i demonstracje sposobów zastosowania tej technologii w budownictwie. Firma projektowa Solar Design Associates skupiła się wówczas na „artystycznej integracji energii solarnej” w budynkach [8].
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Zapraszamy przedsiębiorców i pracowników firm zajmujących się obróbką szkła płaskiego na warsztaty szkoleniowe organizowane przez Stowarzyszenie Producentów Szyb Zespolonych oraz firmę Bohle.
Program warsztatów obejmuje zarówno część praktyczną jak i teoretyczną z zagadnień dotyczących cięcia i łamania szkła oraz klejenia szkła UV.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Modernizacja elewacji budynku bez wpływu na jego funkcjonowanie to marzenie niejednego inwestora, właściciela i zarządcy budynku.
Wprowadzenie systemu SCHÜCO ERC 50 pozwala na kompleksową termomodernizację elewacji istniejącego budynku bez jakichkolwiek zakłóceń w standardowym użytkowaniu pomieszczeń. Nowy system przejmuje wszystkie funkcje nowoczesnej powłoki budynku.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Niniejszy artykuł opisuje bardzo interesującą, charakterystyczną konstrukcję szklanej kładki dla pieszych. Wykorzystano tu pracę pt. Leicht und transparent – eine Glasbrücke in Lissabon [1].
Między dwoma budynkami oddanego niedawno do użytku tzw. „Centrum Nieznanego” w Lizbonie (nazwa nawiązuje do portugalskich wypraw morskich w nieznane) wykonano nadziemne, transparentne przejście. Jest nim unosząca się w powietrzu szklana rura o długości 21 m – nienatrętna, delikatna i elegancka w swej architektonicznej wymowie.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Koniunktura w produkcji przemysłowej poprawia się. Oceniając zmiany PKB widać tendencję rosnącą. Porównując rok 2011 z 2010 wzrost wynosi ok. 1,2%, a prognozuje się dalszy wzrost PKB. Na podstawie danych z kwietnia tego roku widać ożywienie handlu wewnętrznego i handlu zagranicznego.
Powodem tych zmian jest poprawa sytuacji na rynku pracy oraz wzrost dochodów w firmach produkcyjnych i usługowych. Stabilizacja na rynku zatrudnienia oraz wzrost płac zachęca do zakupów. Firmy dzięki wzrostom cen w handlu oraz poprzez utrzymanie poziomu kosztów notują wzrost dochodów.
W firmach notuje się wzrost nakładów na produkcję, co przekłada się na wartość produkcji i sprzedaż. Trudna sytuacja na rynku finansowym nadal hamuje rozwój kosztownych inwestycji.
DANE MAKROEKONOMICZNE
(rok poprzedni = 100)
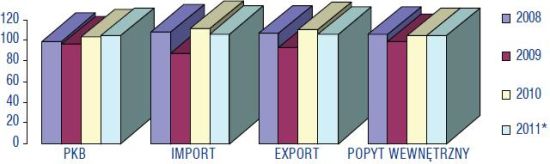
(Źródło: GUS, Roczne wskaźniki makroekonomiczne, Miesięczne wskaźniki makroekonomiczne)
* wartość szacowana na 2011
Produkcja sprzedana przemysłu
średnia dla roku

(źródło: GUS: Roczne wskaźniki makroekonomiczne,
Miesięczne wskaźniki makroekonomiczne),
*- wartość na IV 2011
BUDOWNICTWO
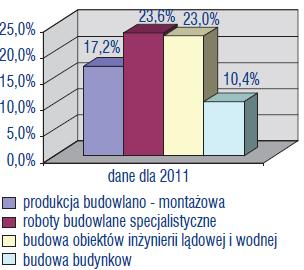
(źródło: GUS: Miesięczne wskaźniki makroekonomiczne)
Analogiczny okres roku poprzedniego =100
Ocena produkcji w latach 2008-2011
Produkcja ogólnie
Pierwszy kwartał 2011 roku jest oceniany pozytywnie. Firmy produkcyjne i handlowe odnotowują wzrost sprzedaży o 6,6% w porównaniu do 2010 roku.
Okres 2008-2011 jest okresem zmian w działaniu firm na rynku. Wprowadzano politykę racjonalizacji produkcji oraz optymalizacji procesów produkcyjnych. Firmy wprowadzały nowe programy finansowe, przy znacznym ograniczeniu kosztownych inwestycji (np. budynki, nowe technologie czy innowacje). Efekt tych działań jest widoczny.
Koszty w firmie w roku bieżącym utrzymują się na poziomie 94,7% przychodu. Wynik finansowy netto dla przemysłu osiągnął wartość 22 mld zł. Przy sprzedaży produktów, materiałów i usług wskaźnik rentowności wynosi 5,3%. Na rynku wewnętrznym i zagranicznym widać wahania wartości zamówień. W kwietniu 2011 wskaźnik zamówień wzrósł o 8,0%, w maju o 3,0%.
Produkcja sektorowa
Aby przedstawić rynek szkła, obok danych makroekonomicznych i danych dotyczących przemysłu ogółem trzeba opisać sytuację w sektorze budownictwa.
Od dłuższego czasu sektor ten jest w recesji. Znacznie ograniczono nakłady na budynki i budowle, znacznie obniżono ceny za m2. W roku 2011 zmiana cen dla budownictwa wynosi 0,6%, co jest poniżej wartości inflacji. Obecnie wzrosła ilość inwestycji budowlanych z powodu poprawy warunków pogodowych, lecz są to wahania sezonowe. Koniunktura gospodarcza w budownictwie od trzech lat jest słaba, zyskowność z roku na rok spada o około 5%.
Widać jednak poprawę w porównaniu z 2009 (najgłębsza recesja). Początek roku 2011 nie był korzystny: zła sytuacja finansowa, spadki cen oraz problemy z zamówieniami były barierą dla działań firm z branży budowlano-montażowej. Sytuacja finansowa firm budowlanych i montażowych od III-V 2011 poprawiała się. Wynika to ze wzrostu ilości zamówień (głownie sezonowych) oraz ze zmian cen.
PRODUKCJA WYROBÓW PRZEMYSŁOWYCH
(wartość w tys m2)
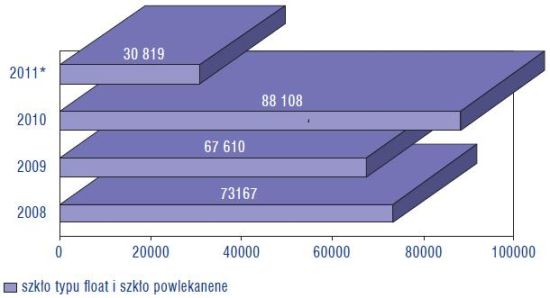
(źródło: GUS: Produkcja ważniejszych wyrobów przemysłowych 2008 – 2011)
PRODUKCJA WYROBÓW PRZEMYSŁOWYCH
(rok poprzedni = 100)
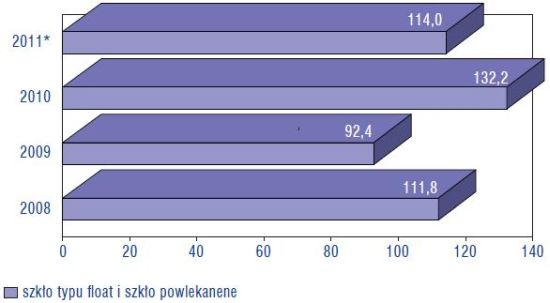
(źródło: GUS: Produkcja ważniejszych wyrobów przemysłowych 2008 – 2011)
Produkcja szkła płaskiego
Ostatnie cztery lata w produkcji szkła płaskiego float i szkła powlekanego to wzrost o 5,4 % z roku na rok. Zgodnie z danymi dotyczącymi gospodarki i produkcji przemysłowej najtrudniejszym okresem był rok 2009.
Sektor produkcji szkła bardzo mocno ograniczył sprzedaż w okresie kryzysu. Największy spadek dotyczył handlu detalicznego, najlepiej utrzymała się sprzedaż szyb zespolonych wielokomorowych (stały wzrost sprzedaży o ok. 5,69% w okresie 2009-2011).
Rok 2011 zapowiada lepsze wyniki sprzedaży, powodem jest wzrost zakupów w kraju, wzrost PKB oraz wzmocnienie handlu zagranicznego. Najważniejszym czynnikiem dla produkcji i sprzedaży szkła płaskiego jest wzrost w budownictwie – infrastruktura specjalistyczna i inżynieryjna oraz wzrost inwestycji prywatnych na remonty i aranżacje mieszkania.
Problemy sektora szkła
Inflacja obecnie utrzymuje się na poziomie 4,1%, co negatywnie wpływa na gospodarkę, a szczególnie na rynek finansowy. Zbyt wysoka inflacja będzie zniechęcać do akcji kredytowych i inwestycji. Zbyt wysoka inflacja to także wzrost realny kosztów działania oraz spadek realny dochodów.
Barierą dla przemysłu jest słaba sytuacja rynku finansowego, co znacznie ogranicza duże i kosztowne inwestycje na rynku oraz inwestycje prorozwojowe. Rosną obroty na rynku handlu międzynarodowego, lecz niestabilna waluta hamuje rozwój w tej dziedzinie. Firmy eksportowe jednak uzyskują lepsze wyniki finansowe niż firmy działające na rynku wewnętrznym.
Przyczyną tego zjawiska jest wykorzystywanie przez firmy o zasięgu międzynarodowym instrumentów finansowych ograniczających ryzyko kursu walut. Rynek instrumentów finansowych jest obecnie rozbudowywany i dostosowywany do obecnych warunków, dotyczy głównie handlu międzynarodowego i przepływów finansowych.
Wydatki państwowe są ograniczane, wpływa to na inwestycje infranstukturalne i rynek budownictwa. W sektorze budownictwa obecnie najszybciej rosną wydatki związane z zatrudnieniem, skok jest wynikiem dużego spadku kosztów zatrudnienia w roku 2009. W firmach tego sektora maleją wydatki związane z obsługą kredytów i trudnościami kredytowymi (spadek o 4,1 % w ciągu 2 lat). Równocześnie rosną wydatki na materiały (wzrost o 4,7% w ciągu dwóch lat) oraz koszty finansowej obsługi działalności, które wahają się od 25 do 29% przez ostatnie dwa lata.
Trendy w produkcji szkła i produkcja sprzedana
Ceny w roku 2011 wzrosły zarówno w produkcji przemysłowej, jak w sprzedaży towarów i usług konsumpcyjnych. Był to bardzo mocny wzrost o 20%, lecz w kwietniu i maju widać spadek i dostosowania cen.
Produkcja w sektorze szkła jest powiązana z branżą budowlano-montażową. Sytuacja w gospodarce bardzo osłabiła sektor budowlany – ograniczano i odkładano inwestycje, pojawiły się problemy finansowe firm oraz problemy związane z akcjami kredytowymi. Obecnie sytuacja zmienia się. Nakłady w sektorze budowlano-montażowym wzrosły, wzrasta ilość zamówień, wzrasta zapotrzebowanie na materiały budowlane.
Ważną zmianą jest rozwój sektora budowlanego w kierunku prac remontowych. W okresie dekoniunktury wydatki na mieszkanie wzrastały. Inwestycje o charakterze remontowym były rentowne, a obecnie wzrost inwestycji remontowych osiągnął poziom 18,8% (przy porównaniach pierwszych kwartałów lat 2011 i 2010).
Ostatnie miesiące pokazują wzrost wydatków na mieszkanie, szczególnie wydatków na meble. Najwyższą sprzedaż odnotowano przy meblach drewnianych do salonu lub pokoju jadalnego. Wysoki spadek sprzedaży dotyczy mebli kuchennych. Równocześnie ceny towarów i usług konsumpcyjnych związanych z mieszkaniem wzrosły o 5,0% (przy porównaniu kwietnia IV 20011 z 2010). Ceny mebli są wyższe o 16,8% na kwiecień 2011, wobec IV 2010.
MIESZKANIA ODDANE DO UŻYTKOWANIA
(okres I - IV 2011/2010)
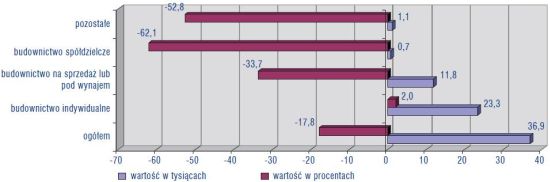
(źródło: GUS: Nakłady i wyniki przemysłu na IV 2011)
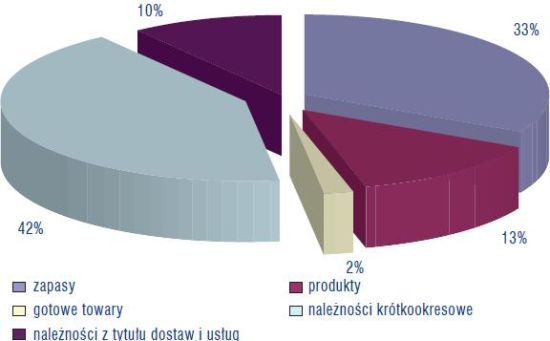
AKTYWA OBROTOWE
przy produkcji wyrobów z pozostałych mineralnych surowców niemetalicznych
(źródło: GUS: Nakłady i wyniki przemysłu na IV 2011)
Wzrasta liczba pozwoleń na budowę oraz liczba mieszkań, których budowę rozpoczęto, jednak ilość mieszkań oddanych do użytkowania z roku na rok maleje. W roku 2009 ilość mieszkań oddanych do użytkowania osiągnęła poziom 160 tys., w roku 2010 – 135 tys., w okresie I-IV 2011 oddano 38 tys. mieszkań. Powodem tych zmian są problemy kredytowe oraz przedłużanie okresu na inwestycje.
Zmiany cen, ożywienie na rynku wewnętrznym i zewnętrznym pozwala producentom z branży budowlano-montażowej rozwijać produkcję oraz działalność inwestycyjną (inwestycje odtworzeniowe oraz zakup maszyn i urządzeń). Produkcję i inwestycje hamują problemy finansowe w zakresie rozliczeń, należności i zobowiązań, kursu walut oraz trudności kredytowych.
W sektorze budowlanym widać trend rosnący w przypadku budownictwa indywidualnego oraz wzrost wydatków na remont mieszkań.
Program „Infrastruktura i Środowisko” (PO IiŚ)
W ramach programu Unii Europejskiej „Infrastruktura i Środowisko” – Pomoc Techniczna, do marca 2011 roku złożono wnioski o dofinansowanie w kwocie 770 mln zł. Przyjęte i zakontraktowane projekty to około 52,7% wartości złożonych wniosków (17,6% alokacji dla Pomocy Technicznej IiŚ). Wydatki poniesione w ramach tego programu wynoszą 264 mln zł (224,5 mln zł to środki z UE).
Kwota przyznana Polsce na realizację programu Pomocy Technicznej IiŚ określono na poziomie 2,3 mld zł. Obecnie przyznano dofinansowanie o wysokości 406 tys. zł, co stanowi 18,0% dostępnego kapitału. Jednostkami rozdzielającymi środki są: Instytucje Zarządzające PO IiŚ, instytucje pośredniczące oraz instytucje wdrażające.
Największe kwoty dofinansowania są przyznawane dziedzinie transportu (39 643 tys. zł) oraz środowiska (13 487 tys. zł). W tych dziedzinach środki nadal dostępne są wyższe o 49,0% oraz 30,0%. Najwyższy poziom wykorzystania środków UE (około 100%) jest w sektorze szkolnictwa wyższego i kultury.
W ramach programu stale są rozwijane projekty dotyczące ekologii, efektywnego wykorzystania materiałów do produkcji oraz projekty ograniczania zanieczyszczeń środowiska. Celem nadrzędnym jest stworzenie produkcji ekologicznej oraz wprowadzanie na rynek produktów bezpiecznych dla środowiska (przy zachowanie norm jakości oraz trwałości).
Eksport i import w przemyśle przetwórczym
W okresie I-III tego roku eksport wzrósł o 200 mln euro. Porównując z analogicznym miesiącem ubiegłego roku eksport wzrósł o 12,0%, import zaś o 7,6%. W tym roku wartość handlu eksportowego z krajami Europy Środkowo-Wschodniej zwiększyła się o 19,9% (porównując z tym samym okresem roku 2010), eksport do krajów UE zwiększył się o 10,7%. Import z krajów Europy Środkowo-Wschodniej zwiększył się o 5,3%, a z krajów rozwijających się o około 3,1%. Wzrosły jednak ceny transakcyjne w przypadku handlu z krajami Europy Środkowo-Wschodniej (problemy kursów walut), lecz poprawiły się relacje cenowe przy handlu z UE i krajami rozwijającymi się (wzrost cen towarów eksportowych – 3,7% oraz 3,2%).
Dane dotyczące produkcji w branży budowlanej

(źródło: GUS: Sytuacja społeczno – gospodarcza kraju na kwiecień 2011
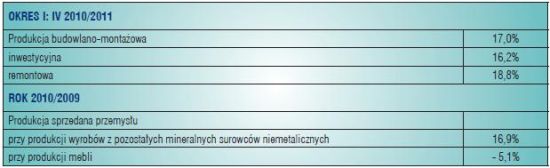
(źródło: GUS: Sytuacja społeczno – gospodarcza kraju na kwiecień 2011)
Dane dotyczące produkcji wyrobów z pozostalych mineralnych surowców niemetalicznych
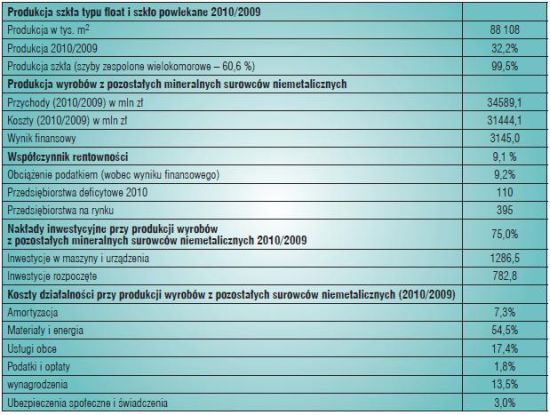
(Źródło: GUS: Nakłady i wyniki przemysłu 2010)
W handlu eksportowym sprzedaż towarów przemysłowych oraz wyrobów przemysłowych utrzymuje się na poziomie 32,9% eksportu (rok 2010, okres I-III) oraz 33,6% eksportu (rok 2011, okres I-III). Import towarów i wyrobów przemysłowych utrzymuje się na poziomie 27,6% importu (rok 2010, okres I-III) oraz 28% importu (rok 2011, okres I-III).
Produkcja sektora budowlanego – import
Od kilku lat wzrasta import towarów przemysłowych z surowca. Największym importerem są Niemcy (37,1 mln zł) oraz Włochy i Francja (ok 10,5 % oraz 7,6 mln zł).
Import artykułów z kamienia, ceramiki i szkła wzrasta średnio 1,5% z roku na rok (100 tys. z roku na rok). Import artykułów przemysłowych, tj meble, półfabrykaty budynków, rozwija się. W roku 2009 import osiągnął poziom 1,5 mln zł, w roku 2009 sprzedaż akcesoriów dla budownictwa wzrosła do poziomu 8,2 mln zł.
Wartość importu szkła i wyrobów ze szkła wzrósł o 7,2% od 2008 do 2009 i zgodnie z prognozami trend ten utrzyma się. W przypadku akcesoriów dla budownictwa (półfabrykaty, elementy budowlane, meble) import od 2008 do 2009 wzrósł o 0,2 mln zł (8,7 mln do 8,9 mln zł). Największe obroty przy imporcie towarów przemysłowych z surowca mają Chiny (5,7 mln zł), Czechy (5,7 mln zł), Rosja (4,5 mln zł) oraz Ukraina (4,3 mln zł). Ogólnie wartość importu szkła i wyrobów ze szkła osiągnął 3,4 mln zł.
Produkcja sektora budowlanego – eksport
Eksport towarów przemysłowych, tj. artykuły z kamienia, ceramiki i szkła, stanowi 2% exportu Polski (1719 tys. zł w 2008 roku), eksport artykułów budowlanych (półfabrykaty, meble) stanowi 1,7% eksportu o wartości 2,5 mln zł. Sprzedaż tych towarów przemysłowych wzrosła o 2,4% w okresie 2008-2009.
Największy spadek odnotowano w przypadku wyrobów ze szkła (-5,1% wartości) i mebli kuchennych. Rozwija się jednak eksport częściami meblowymi i meblami do salonów i jadalni oraz artykułami dla budownictwa (półfabrykaty).
Głównymi partnerami przy eksporcie produktów przemysłowych jest Francja (3,4 mln sprzedaży), Włochy (1,9 mln sprzedaży), Belgia (1,7 mln) oraz Niemcy (1,6 mln). Największe obroty przy handlu eksportowym produktami z surowca odnotowano z Francją, Belgią oraz Czechami (5,7 mln zł), Rosją (4,6 mln) i Ukrainą (4,3 mln zł).
Wartość eksportu w przypadku towarów przemysłowych z surowca wzrasta (9,9 % z 2008/2009), sprzedaż eksportowa wyrobów przemysłowych również (18,5% w okresie 2008/2009).
Wzrastają obroty handlowe, eksport i import w przypadku artykułów przemysłowych. Wartość importu jest wysoka i stabilna. Sprzedaż eksportowa dynamicznie rozwija się i zmienia.
Dorota Smoleńska
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 7-8/2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
196 fotografii, 89 uczestników, 4 zwycięzców oraz 9 wyróżnionych – taki jest bilans konkursu fotograficznego „Wiosna z mojego okna” zorganizowanego przez firmę Stolbud Włoszczowa na portalu www.facebook.pl.
Każdy pełnoletni uczestnik – fan profilu firmy Stolbud Włoszczowa na portalu facebook.com – mógł zgłosić do konkursu do 3 zdjęć. Jako temat fotografii dozwolony był obiekt, człowiek, ulotna chwila czy nietypowa sytuacja uchwycona w scenerii wiosennego krajobrazu. Organizator wyznaczył dla zwycięzców atrakcyjne nagrody – aparat fotograficzny, ramki cyfrowe oraz pendrive.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Wobec zaistnienia w ostatnich latach stałego i coraz powszechniejszego trendu stosowania w budownictwie szkła, powstała potrzeba odpowiedniego rozwoju nie tylko nauki i techniki, ale również zaplecza organizacyjnego i logistycznego w tej dziedzinie.
W wielu krajach rozwiniętych takie inicjatywy podjęto. I tak np., już 9 maja 1996 r. utworzono w Niemczech związek branżowy (Fachverband) pn. „Szkło w konstrukcjach budowlanych” („Konstruktiver Glasbau”).
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Za nami prawdziwe święto motoryzacji – druga edycja Verva Street Racing. W samym centrum Warszawy, na oczach blisko 85 tysięcy jej mieszkańców, zgromadziło się wiele światowych i polskich gwiazd sportów motorowych. Kibice mogli podziwiać m.in. popularne serie wyścigowe: Porsche Supercup, Formułę 3, Formułę 1, NASCAR, GT3 i Le Mans oraz zmagania kierowców rajdowych.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
W dniu 3 czerwca 2011 r. odbyło się uroczyste otwarcie najnowszej inwestycji ALUPROF S.A, wartej 21 mln zł., jaką jest nowo powstała hala produkcyjnomagazynowa w opolskim zakładzie produkcji systemów roletowych.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Podczas konstrukcji i kalkulacji okien, drzwi i fasad firmy sięgają m.in. po oprogramowanie LogiKal firmy ORGADATA. Aktualnie na rynku dostępna jest jego nowa wersja: LogiKal 7.1. Dzięki niej użytkownicy zyskują większą przejrzystość procesów i większą pewność eliminacji błędów. Główne usprawnienia wprowadzone w tej wersji to optymalizacja procesu projektowania, sprzężenie z parkiem maszynowym klienta oraz LogiKal-CAD.
- Szczegóły
- Kategoria: Wydanie 07-08//2011
- Szczegóły
- Kategoria: Wydanie 07-08//2011
Poprzez włączenie źródła prądu folia staje się przezroczysta, dzięki czemu można zaprojektować niepowtarzalne wnętrza, a jednocześnie zapewnia prywatność i bezpieczeństwo.






















