







Wydanie 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Podstawową zasadą dotyczącą projektowania, budowania, użytkowania i właściwego utrzymywania obiektów budowlanych jest przestrzeganie przepisów techniczno-budowlanych oraz Polskich Norm (zarówno PN jak i PN-EN) oraz generalnych zasad wiedzy technicznej i sztuki budowlanej.
- Szczegóły
- Kategoria: Wydanie 1/2006
Obecnie na polskim "rynku okien" panuje pewnego rodzaju zamieszanie w związku z zakresem oceny okien, zwłaszcza w odniesieniu do obowiązków, z których powinien wywiązać się każdy producent stolarki okiennej. Brak zharmonizowanej normy wyrobu powoduje, że wielu producentów czuje się zwolnionych od dokonywania jakiejkolwiek oceny swoich wyrobów, bądź ocena ta jest dokonywana niezgodnie z obowiązującymi przepisami.
Natomiast odpowiednie ustalenia formalno-prawne dokonane zostały w dwóch dokumentach:
. Ustawa z dnia 16 kwietnia 2004 r. o wyrobach budowlanych (Dz. U. z 2004 r. Nr 92, poz 881.) [1],
. Rozporządzenie Ministra Infrastruktury z dnia 11 sierpnia 2004 r. w sprawie sposobów deklarowania zgodności wyrobów budowlanych oraz sposobu znakowania ich znakiem budowlanym. [2]
Zgodnie z Ustawą [1] wyrób budowlany (w tym przypadku okno) może być wprowadzony do obrotu, jeżeli nadaje się do stosowania przy wykonywaniu robót budowlanych. Z kolei uznaje się, że wyrób budowlany może zostać zastosowany jeżeli jest oznakowany CE lub znakiem budowlanym (wzór zgodny z załącznikiem nr 1 do Ustawy [1]). Ponieważ dotychczas dla okien nie została jeszcze ustanowiona norma zharmonizowana, znakowanie CE jeszcze ich nie dotyczy. Natomiast wszystkie okna wprowadzane do obrotu powinny być oznakowane znakiem budowlanym.
Tak więc, zgodnie z Ustawą [1], każdy producent (wytwórca) okien, wprowadzając swoje wyroby do obrotu, zobowiązany jest znakować je znakiem budowlanym. W tym celu powinien dokonać oceny zgodności okien oraz wydać, na swoją wyłączną odpowiedzialność, krajową deklarację zgodności z Polską Normą wyrobu albo aprobatą techniczną. Ponieważ Polska Norma wyrobu dotycząca okien nie jest ustanowiona, producent może wydać krajową deklarację wyłącznie na zgodność z aprobatą techniczną.
Sposób postępowania przy wydawaniu krajowej deklaracji zgodności określony jest w Rozporządzeniu [2]. Zgodnie z 99/93/WE Decyzją Komisji z dnia 25 stycznia 1999 r. w sprawie procedury atestowania zgodności wyrobów budowlanych, oraz z art. 20 ust. 2 dyrektywy Rady 89/106/EWG [3] dotyczącym drzwi, okuć, żaluzji, rolet, bram i okuć budowlanych – okna, nie stanowiące oddzielenia przeciwpożarowego, podlegają 3 systemowi oceny zgodności.
Oznacza to, że producent deklaruje zgodność wyrobu na podstawie:
. wstępnego badania typu prowadzonego przez akredytowane laboratorium,
. zakładowej kontroli produkcji.
Rozporządzenie [2] w sposób bardzo ogólny definiuje zakres wstępnego badania typu. Sposób postępowania przy ocenie zgodności okien wraz z zakresami badań określone są precyzyjnie w każdej aprobacie technicznej wydanej dla danego systemu okiennego. Zgodnie z zapisami aprobat technicznych, producent okien powinien legitymować się wynikami wstępnych badań typu (przeprowadzonych w laboratorium akredytowanym), prowadzić zakładową kontrolę produkcji oraz przeprowadzać badania gotowych wyrobów.
Zakres wstępnego badania typu obejmuje:
. dopuszczalne odchyłki wymiarów,
. odporność na obciążenie wiatrem,
. przepuszczalność powietrza,
. wodoszczelność,
. izolacyjność akustyczną,
. izolacyjność cieplną.
Przyjmuje się, że jeżeli w procedurze aprobacyjnej badania te zostały przeprowadzone w laboratorium akredytowanym, to wyniki tych badań obejmują wszystkich producentów okien systemu, którego dotyczy dana aprobata techniczna. Nie zwalnia to jednak producenta okien, zgodnie z ustawą, od obowiązku przeprowadzania badań gotowych wyrobów.
Aby móc zacząć produkować (sprzedawać) okna każdy producent ma obowiązek wykonać badania przepuszczalności powietrza, wodoszczelności, odporności na obciążenie wiatrem, sztywności skrzydeł na obciążenia statyczne, działające w ich płaszczyźnie oraz jakość wykonania i wartości sił operacyjnych. Są to tzw. badania wstępne pełne.
Badania te stanowią odpowiednik wstępnego badania typu w rozumieniu postanowień prEN 14351-1 i w związku z tym powinny być przeprowadzane przez laboratorium akredytowane.
Niezależnie od wykonania tych badań, producent okien powinien na bieżąco kontrolować jakość swoich wyrobów przez prowadzenie badań bieżących (jakość wykonania, odchyłki od wymiarów, sprawność działania skrzydeł) oraz przynajmniej raz na 1,5 roku przeprowadzanie tzw. badań okresowych tj. odporności na obciążenie wiatrem, przepuszczalności powietrza, wodoszczelności.
W ramach zakładowej kontroli produkcji, poza przeprowadzaniem badań, producent powinien dokonywać sprawdzania wyrobów składowych stosowanych w oknach oraz drzwiach balkonowych (przez weryfikację dokumentów potwierdzających ich jakość) oraz prowadzić badania bieżące i okresowe. Ponadto, w przypadku okien z kształtowników z PVC, producent powinien posiadać wyniki badań nośności zgrzewanych naroży ram ościeżnic i skrzydeł dla każdej partii wyrobów.
Sposób postępowania przy wprowadzaniu okien do obrotu opisany został na podstawie trzech dokumentów, z których nadrzędnym jest Ustawa [1], następnie w kolejności Rozporządzenie [2], Ustalenia Aprobacyjne GS III.02/2002 [4] oraz aprobata techniczna. Drogę jaką zobowiązany jest przebyć producent dla wprowadzenia swoich wyrobów do obrotu (tj. sprzedaży) przedstawia poniższy diagram.
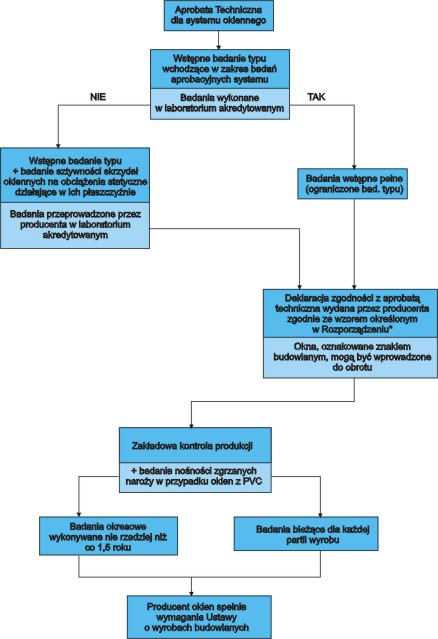
*Rozporządzenie Ministra Infrastruktury z dania 11 sierpnia 2004 r. w sprawie sposobów deklarowania zgodności wyrobów budowlanych oraz sposobu znakowania ich znakiem budowlanym
Z powyższego diagramu wynika, że proces oceny okien i drzwi balkonowych rozpoczyna się od uzyskania aprobaty technicznej. Podstawę wydania aprobaty technicznej stanowią pozytywne wyniki badań. Wymagania stawiane oknom wraz z metodami badań w zakresie zagadnień wytrzymałościowo-funkcjonalnych podaję w tablicy 1.
Należy zwrócić uwagę, że jeżeli w procedurze aprobacyjnej systemu badania obejmujące swoim zakresem wstępne badanie typu były przeprowadzone w laboratorium nieakredytowanym, to każdy producent okien danego systemu zobowiązany jest ponownie te badania przeprowadzić w laboratorium akredytowanym.
Przedstawiony proces oceny okien i drzwi balkonowych dotyczy obecnej sytuacji formalno-prawnej. Po ustanowieniu dla okien zharmonizowanej normy wyrobu oraz po zakończeniu okresu przejściowego sytuacja ulegnie zmianie.
Jeżeli obecny projekt normy prEN 14351-1 Okna i drzwi zewnętrzne – Norma wyrobu – Właściwości eksploatacyjne – Część 1: Wyroby bez właściwości dotyczących ognioodporności i dymoszczelności, nie ulegnie istotnym zmianom, to wówczas na producentów okien zostanie narzucony większy zakres obowiązków niż obecnie. Zgodnie z projektem normy każdy producent okien będzie zobowiązany do przeprowadzenia wstępnego badania typu w jednostce notyfikowanej.
Zakres tych badań będzie obejmował:
. odporność na obciążenie wiatrem,
. wodoszczelność,
. substancje niebezpieczne,
. odporność na uderzenie,
. nośność,
. właściwości akustyczne,
. przenikalność cieplną,
. właściwości związane z promieniowaniem,
. przepuszczalność powietrza.
Należy zaznaczyć, że akredytacja laboratorium nie oznacza automatycznie, że jest to jednostka notyfikowana. Dlatego ważne jest aby producent zwracał uwagę w jakim laboratorium przeprowadza badania. Obecnie wymogiem jest aby badania przeprowadzane były w laboratorium akredytowanym. W przyszłości to nie wystarczy. Jednostka badawcza będzie musiała mieć status jednostki notyfikowanej. Producenci, którzy w tej chwili przeprowadzą badania w jednostce, która nie jest notyfikowana, będą zobligowani do ponownego przeprowadzenia badań w jednostce notyfikowanej.
Tab. 1. Wymagania i metody badań okien i drzwi balkonowych
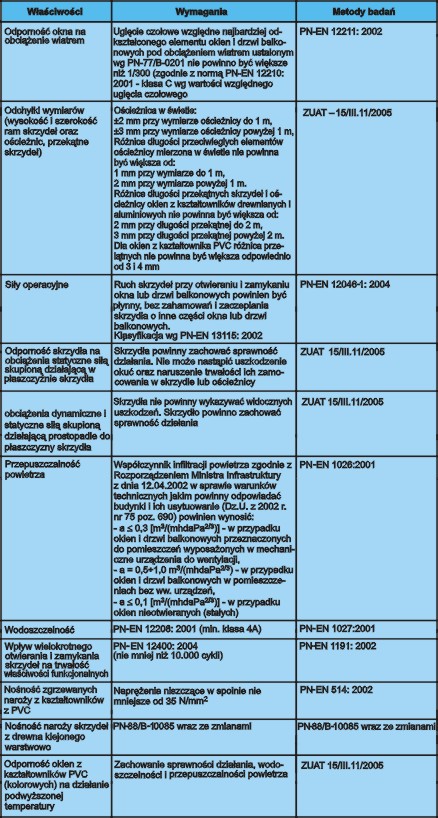
ZUAT – 15/III.11/2005 - Zalecenia Udzielania Aprobat Technicznych Okna i drzwi balkonowe z kształtowników z nieplastyfikowanego PVC, aluminium oraz drewna warstwowo klejonego
Podsumowaniem niniejszego artykułu może być spostrzeżenie, że zmiany prawne, które zaszły w ostatnim czasie spowodowały, narzucenie na producentów okien większej odpowiedzialność za jakość swoich wyrobów, ale też większy zakres obowiązków, wynikający ze spełnienia postanowień Ustawy o wyrobach budowlanych.
Poniżej podaję zestawienie norm przywołanych w niniejszym artykule.
Krzysztof Kuczyński
ITB
Dokumenty i normy przywołane w artykule
[1] Ustawa z dnia 16 kwietnia 2004 r o wyrobach budowlanych (Dz. U. z 2004 r. Nr 92, poz 881.)
[2] Rozporządzenie Ministra Infrastruktury z dnia 11 sierpnia 2004 r. w sprawie sposobów deklarowania zgodności wyrobów budowlanych oraz sposobu znakowania ich znakiem budowlanym.
[3] 99/93/WE Decyzja Komisji z dnia 25 stycznia 1999 r. w sprawie procedury atestowania zgodności wyrobów budowlanych, oraz z art. 20 ust. 2 dyrektywy Rady 89/106/EWG
[4] Ustalenia Aprobacyjne GS III.02/2002 dot. zakresów badań wykonywanych przy ocenie zgodności okien i drzwi balkonowych z kształtowników z PVC, z przekładką termiczną oraz drewna
[5] ZUAT – 15/III.11/2005 – Zalecenia Udzielania Aprobat Technicznych Okna i drzwi balkonowe z kształtowników z nieplastyfikowanego PVC, aluminium oraz drewna warstwowo klejonego
[6] PN-77/B-02011 Obciążenia w obliczeniach statycznych. Obciążenie wiatrem
[7] PN-88/B-10085 Stolarka budowlana. Okna i drzwi. Wymagania i badania. wraz ze zmianami A2 i A3
[8] PN-EN 514:2002 Kształtowniki z niezmiękczonego poli(chlorku winylu) (PVC-U) do produkcji okien i drzwi. Oznaczenie wytrzymałości zgrzewanych naroży i połączeń w kształcie T
[9] PN-EN 1026:2001 Okna i drzwi. Przepuszczalność powietrza. Metoda badania
[10] PN-EN 1191:2002 Okna i drzwi. Odporność na wielokrotne otwieranie i zamykanie. Metoda badań.
[11] PN-EN 1027:2001 Okna i drzwi. Wodoszczelność. Metoda badania
[12] PN-EN 12046-1:2004 Siły operacyjne. Metoda badania. Część 1: Okna.
[13] PN-EN 12210:2001 Okna i drzwi. Odporność na obciążenie wiatrem. Klasyfikacja
[14] PN-EN 12211:2001 Okna i drzwi. Odporność na obciążenie wiatrem. Metoda badania
[15] PN-EN 12400: 2004 Okna i drzwi. Trwałość mechaniczna. Wymagania.
[16] PN-EN 13115:2002 Okna. Klasyfikacja właściwości mechanicznych. Obciążenia pionowe, zwichrowanie i siły operacyjne.
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
REV to nazwa całkiem nowej rodziny stołów do rozkroju szkła firmy Z. Bavelloni.
Obejmuje 4 nowe modele:
1. REV 372 PR (3 osie sterowane),
2. REV 372 SR (4 osie sterowane),
3. REV 372 SLH (kompaktowa linia do rozkroju szkła).
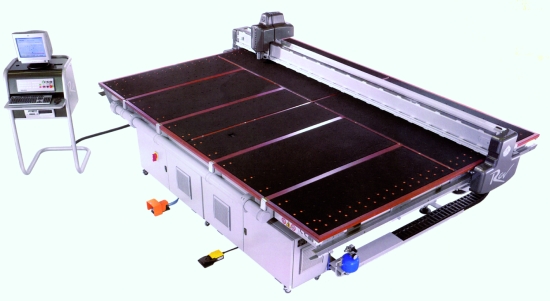 |
| Rys. 1. Stół REV 372 PR/SR |
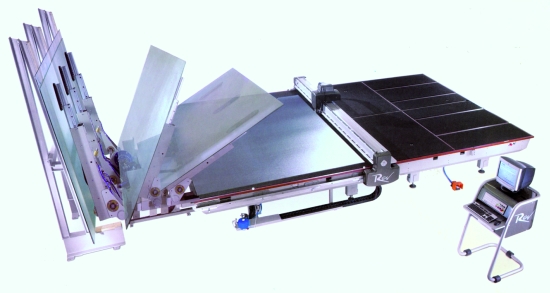 |
| Rys. 2. Linia REV 372 SLH |
Rozwiązania konstrukcyjne zastosowane przez Z. Bavelloni łamią wszystkie znane do tej pory standardy. Tym co na pierwszy rzut oka różni stół typu REV od znanych do tej pory konstrukcji jest usytuowanie mostu tnącego wzdłuż dłuższego boku maszyny. Pozwala to na bardzo wygodny załadunek tafli o rozmiarze 3710x2600 mm. Jednak prawdziwym uzasadnieniem nazwy „REVolucja” jest rozwiązanie napędu (rys. 3).
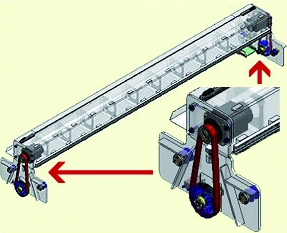 |
| Rys. 3. Schemat napędu mostu |
Bardzo lekki i sztywny most stołu napędzany jest dwoma bezszczotkowymi, zsynchronizowanymi silnikami elektrycznymi. Silniki umieszczono wewnątrz mostu po jego obu stronach. Dzięki temu wyeliminowano wałek przenoszący napęd stosowany we wszystkich znanych do tej pory konstrukcjach. Ugięcie skrętne wałka napędowego było podstawową przyczyną różnic przemieszczenia obu stron mostu, co w konsekwencji wpływało negatywnie na dokładności cięcia.
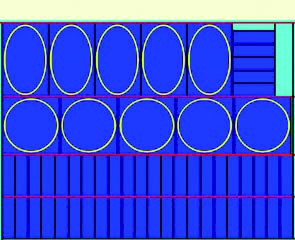 |
| Rys. 4. Testowy plan rozkroju |
Nowy napęd poprawił więc znacząco precyzję rozkroju, a w połączeniu z ogromną sztywnością lekkiego mostu umożliwił rozkrój z przyspieszeniami bliskimi 9,5 m/s2. Przyspieszenie głowicy (a nie jej prędkość!) jest podstawową cechą determinującą czas procesu cięcia. Dlatego cięcie na stołach typu REV jest średnio 30% szybsze niż w przypadku konstrukcji tradycyjnych. Można się o tym przekonać dokonując rozkroju tafli według poniższego, testowego planu na posiadanym aktualnie przez firmę stole. Plan rozkroju można ściągnąć ze strony internetowej www.bavelloni.com. Stoły typu REV kroją taką taflę w ciągu 160 s.
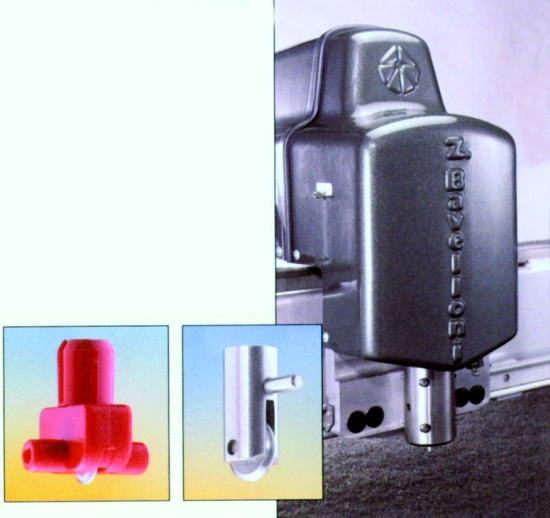 |
| Rys. 5. Głowica stołu typu REV |
Głowica tnąca stołów typu REV automatycznie odczytuje grubość przygotowanej do rozkroju tafli co zabezpiecza przed wykonaniem cięcia poza obszarem szkła lub też uszkodzeniu głowicy na skutek zderzenia z jego brzegiem. Stół doskonale radzi sobie z taflami o grubości od 3 do 19 mm (otwarte cięcie do 10 mm). Można stosować uchwyty do kółek zarówno stalowe jak i wykonane z tworzyw sztucznych.
Producenci szyb zespolonych wiedzą jak ważne jest zminimalizowanie podawania oleju podczas cięcia. W przypadku stołów Z. Bavelloni wydatkiem podawanego oleju steruje komputer, pozwalając na uzyskanie jednorodnej, zoptymalizowanej ścieżki. Ilość oleju jaka pozostaje na tafli po rozkroju jest minimalna i łatwa do zmycia.
Maszyna wyposażona jest w laser do odczytu kształtów ułożonych na stole szablonów, wykonanych z dowolnych materiałów. Można również, dzięki specjalnemu oprogramowaniu, precyzyjnie zlokalizować położenie przeznaczonej do rozkroju tafli. Nie ma więc konieczności precyzyjnego pozycjonowania szkła względem punktu zero.
 |
| Rys. 6. Panel sterowania |
Załadunek tafli odbywa się przy pomocy napędzanych elektrycznie listew. Takie rozwiązanie pozwala na wyeliminowanie awaryjnych i uciążliwych w obsłudze układów pneumatycznych lub hydraulicznych.
Sterowanie maszyny oparto o zblokowany układ przemysłowego NC i komputera osobistego. Dzięki takiemu rozwiązaniu konstruktorzy połączyli niezawodność sterowników przemysłowych z przyjaznym i znanym wszystkim środowiskiem WINDOWS, w którym działa PC. Stół w wersji standardowej dostarczany jest z pełnym oprogramowaniem optymalizującym.
Zbigniew Burda
MAK
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Rynek maszyn do obróbki szkła płaskiego staje się coraz ciekawszy, a równocześnie coraz bardziej wymagający. Popularność form użytkowych wykonanych ze szkła stale rośnie - w szczególności w meblarstwie, gdzie szkło w wielu wypadkach zastępuje tradycyjne drewno. Projektanci częściej sięgają do zastosowania szkła jako materiału na elementy konstrukcyjne w budownictwie. Rosną również oczekiwania rynku co do jakości wykonania i wykończenia krawędzi detali wykonanych ze szkła.
Zwiększająca się grubość szkła wymagającego obróbki, częstsze stosowanie laminatów dwu- lub więcej warstwowych stosowanych w pierwszym rzędzie do konstrukcji schodów lub podestów szklanych wymaga użycia maszyn zdolnych do obróbki tafli o grubości znacznie czasem przekraczającej dotychczasowe 15-19 mm.
Tym wymaganiom starają się sprostać producenci szlifierek do szkła, wydłużając listę dostępnych maszyn, zwiększając ich możliwości, polepszając jakość.
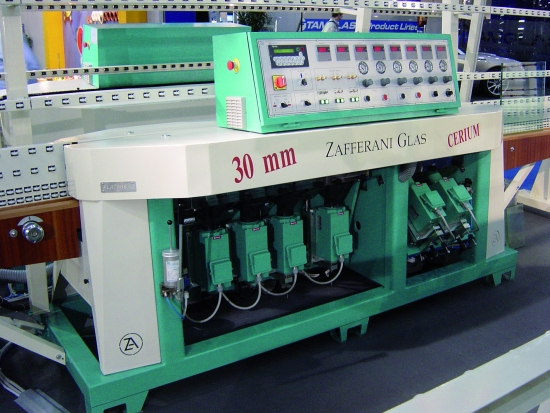
INTech posiada w swojej ofercie nową maszynę produkcji firmy Zafferani Glas, której pokaz odbył się na targach Vitrum w Mediolanie. Premierowa maszyna FLAT 830 jest nowym produktem z bardzo udanej i sprawdzonej serii krawędziarek FLAT, może się pochwalić wieloma dodatkowymi funkcjami i możliwościami dotychczas niedostępnymi w tej grupie.
Szlifierka FLAT 830 produkowana jest w dwóch wersjach: jako tradycyjna krawędziarka do szlifu trapezowego lub jako ukosowarka pozwalająca na wykonywanie jednostronnych ukosowań o kącie od 0o do 60o.
Podstawowe wyposażenie obejmuje możliwość szlifowania i polerowania szkła zwykłego i laminatów do grubości 30 mm, zmienioną konstrukcję pasa głównego, o gwarantowanej nośności do 500 kg/mb oraz zmienioną konstrukcję napędów i przekładni współpracujących.
Zastosowane rozwiązania przyniosły efekt w postaci zwiększonej wydajności maszyny oraz jeszcze dokładniejszej obróbki krawędzi. Inne zmiany, w tym nowy panel zasilający, nowoczesne rozwiązania elektryczne napędów i sterowania pozwoliły na obniżenie poboru prądu przez maszynę, co znacznie zmniejsza koszt jednostkowy wykonania szlifu. Opcjonalnie maszyna może być przystosowana do końcowego polerowania krawędzi roztworem tlenku ceru przy użyciu tarcz filcowych.
Wyposażenie obejmuje wówczas dodatkowy, wydzielony zbiornik wraz z pompą, zapewniające wykorzystanie tlenku ceru w obiegu zamkniętym. Rozwiązanie to jest szczególnie polecane tym producentom, którzy produkują znaczące ilości grubych blatów i elementów laminowanych.

Wszyscy zainteresowani mogą oglądać szlifierkę FLAT 830 w siedzibie firmy INTech, wyłącznego dystrybutora maszyn Zafferani Glas w Polsce. Podczas specjalnejprezentacji można przekonać się o szerokich możliwościach nowej maszyny, można sprawdzić rezultaty pracy i skonfrontować z oczekiwaniami. Na miejscu można też otrzymać pełną informację techniczną oraz uzyskać niezbędne wsparcie ze strony autoryzowanego serwisu.
W ramach prezentacji firma INTech zaprasza do testów innych maszyn firmy Zafferani – w szczególności z fazowarką do szkła BEVEL MAC 5 R, której poprzedni model podczas ubiegłorocznych targów BUDMA cieszył się ogromnym powodzeniem. Obie maszyny są do dyspozycji naszych klientów od początku stycznia.
W ramach stałej wystawy urządzeń w siedzibie firmy INTech można zapoznać się z ofertą takich firm jak HELANTEC, będącej producentem systemów do napełniania szyb zespolonych gazem oraz systemów kontroli napełnienia, jak również znanych dobrze na rynku producentów pozostałych maszyn do produkcji szyb zespolonych firm HDT (Niemcy) czy POLYGLASS (Włochy).
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Jedną z najbardziej nowoczesnych technologii cięcia materiałów, która rozwija się w ostatnim czasie szczególnie prężnie, jest technika cięcia strumieniem wodnym pod wysokim ciśnieniem z dodatkiem ścierniwa. Coraz więcej firm przekonuje się do tej uniwersalnej metody.
Wycinarki wodne wycinają precyzyjnie wyroby o dowolnych kształtach między innymi w metalach, (stal węglowa i stopowa: konstrukcyjna, narzędziowa, nierdzewna, kwasoodporna), żeliwie, tytanie, aluminium, brązach, miedzi i mosiądzu, niemetalach, kamieniu (granit, marmur, piaskowiec), ceramice, szkle, kompozytach, tworzywach sztucznych, włókninach, gumie, filcu, papierze i drewnianej sklejce. Grubość przecinanych materiałów sięga do ponad 200 mm a dokładność cięcia wynosi ±0,1 mm.
 |
| Rys. 1. Maszyna typu NC 3515 B firmy Water Jet Sweden |
Opisywana technologia polega na wykorzystaniu wąskiego strumienia wody sprężonej do maksymalnego ciśnienia roboczego ponad 4000 barów. Dzięki dużej energii kinetycznej, skoncentrowanej na małej powierzchni, strumień wody, wykonując pracę cięcia, usuwa warstwę przecinanego materiału.
W przypadku cięcia szkła urządzenia do cięcia strumieniem wody przewyższają swoimi zaletami inne dotychczas stosowane technologie, w których szyby szklane są cięte lub nacinane na wymiar głowicami diamentowymi na zautomatyzowanych stołach do rozkroju. Po nacinaniu należy odłamać zbędną powierzchnię. W tym przypadku istnieje zawsze niebezpieczeństwo uszkodzenia szyby.
Cięcie wzdłuż linii prostej jest zabiegiem łatwym, ale już wykonanie obrysów, czy skomplikowanych geometrycznie kształtów wymaga od pracownika dużych umiejętności. W tradycyjnej technologii możliwe było wykonywanie w szkle otworów o niewielkich średnicach, nie było możliwe natomiast wykonywanie wewnętrznych otworów o różnych skomplikowanych kształtach. Tę możliwość uzyskano dopiero stosując cięcie strumieniem wody.
Cięcie wodą jest zabiegiem czystym, cichym i łatwym. Operator maszyny, po podniesieniu dużej płyty szklanej za pomocą chwytaka próżniowego z pionowego stojaka umieszczonego obok stanowiska roboczego, obraca ją do płaszczyzny poziomej i pozycjonuje na stole. Zajmuje to tylko kilka sekund i jest jedyną czynnością wykonywaną przez pracownika.
Od tego momentu maszyna do cięcia strumieniem wody działa całkowicie automatycznie, wycinając żądane kształty w szkle. Produkcja szyb tą metodą umożliwiła zwiększenie zdolności produkcyjnych – zarówno wycinanie, jak i wykonywanie otworów można przeprowadzać w jednym zamocowaniu, bez potrzeby przenoszenia obróbki na wiertarkę.
Firma Water Jet Sweden AB od 13 lat jest producentem precyzyjnych maszyn najwyższej technologii do cięcia strumieniem wody pod wysokim ciśnieniem. Mamy ponad 30-letnie doświadczenie w produkcji maszyn CNC do cięcia wodą. Water Jet Sweden AB stale i konsekwentnie dba o rozwój i unowocześnienie swoich maszyn, mając zawsze na względzie satysfakcję naszych klientów. Ponad 300 maszyn zainstalowanych w Europie (a 10 w Polsce), świadczy o tym, że jesteśmy godnym zaufania producentem.
|
|
| Rys. 2. Pięcioosiowa maszyna typu NC 3030A 5 Achs firmy Water Jet Sweden |
Bardzo wysoka dokładność w układzie napędowym jest wynikiem zastosowania precyzyjnych przekładni śrubowych tocznych kulkowych i precyzyjnych prowadnic liniowych. Rozwiązanie to jest naszym patentem. Precyzyjne pozycjonowanie, jak również współpraca z czołowymi dostawcami układów sterowania umożliwiła wyprodukowanie maszyny o szybkiej pracy, cały czas zachowującej dużą dokładność. W porównaniu z konwencjonalnymi maszynami tnącymi wodą, koszty obsługi naszych maszyn są znacznie niższe.
Oferujemy zarówno rozwiązania standardowe, jak i maszyny budowane na zamówienie dla odbiorców na całym świecie, m.in. w USA, Rosja i Chiny. Rozwiązania 2D (rys. 1) oraz 3D (rys. 2), aplikacje jedno- oraz wielogłowicowe na stołach o wym. od 1x1 m do stołów nawet 12-to metrowych – w sumie około 90 różnych modeli. Produkcja maszyn odbywa się w zakładzie w Ronneby (południowa Szwecja), gdzie następuje ostateczny montaż, testowanie i szkolenie klientów przed dostawą maszyny. Instalacja maszyny u klienta jak i serwis i szkolenie są prowadzone przez personel naszej firmy. Water Jet Sweden AB ponosi pełną odpowiedzialność za zainstalowanie swojej maszyny u klienta.
Water Jet Polska Sp. z o.o.
ul. Gniewska 21
81-047 Gdynia
Tel./Fax +48 22 434 56 41
Tel. kom. +48 601 470 514
www.waterjetsweden.pl
Water Jet Sweden AB
Teknikvägen 4
SE-372 38 Ronneby
SWEDEN
Tel. +46 457 45 54 40
Fax +46 457 192 01
www.waterjet.se
W Polsce sprzedażą oraz wsparciem technicznym maszyn Water Jet Sweden zajmuje się przedstawicielstwo Water Jet Polska Sp. z o.o., którego dyrektorem jest Rafał Zawadzki (tel. kom. 601 470 514).
patrz też:
- STAL-MET – waterjet kluczem do rozwoju firmy , Świat Szkła - portal
- Wydajniej, szybciej i taniej , Świat Szkła 2/2013
- Akademia innowacji w Elblągu , Świat Szkła 1/2013
- Wwiercanie pulsacyjne to innowacja AWJ , Świat Szkła - portal
- Olbrzymi waterjet już w Polsce , Świat Szkła - portal
- MEGAJET tnie 30 cm stali , Świat Szkła 9/2012
- Cięcie wodą szkła , Świat Szkła 4/2012
- Kruche piękno i delikatna moc , Świat Szkła 3/2012
- Technologia cięcia wodą w architekturze i designie , Świat Szkła 3/2012
- Szkolenia WATERJET , Świat Szkła - portal
- Dotacje na maszyny waterjet , Świat Szkła - portal
- Nowa koncepcja stołu roboczego w cięciu szkła strumieniem wody , Świat Szkła 3/2011
- Enduro MAX - technologiczny przełom OMAX , Świat Szkła - portal
- Pokaz maszyn waterjet do cięcia szkła , Świat Szkła - portal
- Siła natury w służbie technologii , Świat Szkła 3/2010
- MAXIEM - Cięcie wodą dla każdego , Świat Szkła - portal,
- Podejmij wyzwanie OMAX i wygraj laptopa z oryginalnym oprogramowaniem , Świat Szkła - portal,
- Pompa do urządzenia waterjet , Świat Szkła - portal,
- Waterjet - urządzenie do cięcia kamienia i szkła , Świat Szkła - portal,
- Finezja w obróbce szkła, Dagmara Wynarska, Świat Szkła 12/2008
- Coraz tańsza technologia, Marcin Cegielski, Świat Szkła 12/2008
- Wycinarki wodne w branży szklarskiej , Andrzej Stryjecki, Świat Szkła 12/2007
- WATERJET w SZKŁO SERVICE , Maciej Sztandar, Świat Szkła 12/2007
- IDRO – centrum obróbcze w technologii waterjet , Świat Szkła 6/2007
- Technologia i urządzenia WATERJET dla branży szklarskiej , Andrzej Stryjecki, Świat Szkła 12/2006 Świat Szkła
- Cięcie szkła strumieniem wody pod bardzo wysokim ciśnieniem , Andrzej Stryjecki, Świat Szkła 1/2006,
- Innowacyjna technologia cięcia szkła strumieniem wody , Świat Szkła 1/2006
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
 Technologia hydrodynamicznego przecinania materiałów strumieniem wody pod bardzo wysokim ciśnieniem jest obecnie najnowocześniejszą i najszybciej się rozwijającą metodą obróbki (cięcie i kształtowanie powierzchni) w wielu branżach i dla prawie wszystkich materiałów.
Technologia hydrodynamicznego przecinania materiałów strumieniem wody pod bardzo wysokim ciśnieniem jest obecnie najnowocześniejszą i najszybciej się rozwijającą metodą obróbki (cięcie i kształtowanie powierzchni) w wielu branżach i dla prawie wszystkich materiałów.
Ta nowoczesna technologia jest nie tylko konkurencyjna ale także uzupełniająca inne dotąd stosowane metody cięcia. Niezależnie od rodzaju materiału możliwe jest jego precyzyjne przecinanie do grubości 200 mm. Takich możliwości nie daje żadna inna technologia cięcia.
- Szczegóły
- Kategoria: Wydanie 1/2006
Niniejsze opracowanie omawia najnowsze osiągnięcia w dziedzinie badań powłok nanoszonych na szkle w celu ograniczenia strat energii cieplnej w budynkach mieszkalnych. Standardowa pionowa struktura warstwowa takiej powłoki niskoemisyjnej jest dobrze znana i przedstawia się następująco: pierwsza warstwa dielektryczna, pierwsza warstwa blokująca lub warstwa macierzysta, srebro, druga warstwa blokująca oraz druga warstwa dielektryczna będąca zewnętrzną warstwą wierzchnią. Udało nam się poprawić zdolność emisji takiej powłoki warstwowej w drodze modyfikacji powierzchni warstwy macierzystej. Wszystkie pozostałe strukturalne warstwy powłoki nie uległy zmianie. Dobre przyleganie powłoki srebra i jej jakość jest uzależnione od chropowatości powierzchni warstwy macierzystej. Jednakże należy również wziąć pod uwagę pozostałe czynniki. Przeprowadzone przez nas badania obejmowały obróbkę wstępną powierzchni cienkich warstewek ZnO, ZnOx, ZnO:Al oraz ZnO:Alx. W ostatecznej ocenie wstępnej obróbki powierzchni uwzględniono wszelkie standardowe procedury badawcze, w tym również próby mechanicznej i chemicznej trwałości powłok.
Standardowe powłoki niskoemisyjne pracują w oparciu o wykorzystanie odbijającej promieniowanie podczerwone warstewki srebra, która odbija energię cieplną wypromieniowywaną z wnętrza budynku mieszkalnego. Naszym zadaniem jest zwiększenie współczynnika odbicia promieniowania cieplnego bez jakiegokolwiek pogorszenia się przezroczystości oszklenia. Rzeczą dobrze znaną jest fakt, że poprzez odpowiednie zastosowanie wykonanej z ZnO macierzystej warstwy podłoża [1] można udoskonalić proces formowania się warstewki srebra, na której oparte są powłoki niskoemisyjne, a tym samym poprawić jej współczynnik emisji.
Próbowaliśmy nawet uzyskać niższą wartość współczynnika emisji drogą modyfikacji powierzchni wykonanej z ZnO macierzystej warstwy podłoża poprzez poddanie tej warstwy obróbce jonowej mającej na celu udoskonalenie procesu formowania się powłoki srebra. Próby rozpoczęliśmy od standardowej powłoki niskoemisyjnej zawierającej pojedynczą warstwę srebra. Jedyną rzeczą jaką zmieniliśmy, było wprowadzenie dodatkowego etapu obróbki polegającego na bombardowaniu strumieniem jonów powierzchni warstewki ZnO bezpośrednio po napyleniu tej warstwy i przed napyleniem powłoki srebra. Mieliśmy nadzieję, że w wyniku tej obróbki jonowej uda się nam uzyskać niższą rezystancję warstwy przy jednoczesnym zachowaniu niezmienionej początkowej grubości poszczególnych warstw strukturalnych składających się na całą powłokę niskoemisyjną. Struktura warstwowa objętej badaniami powłoki niskoemisyjnej przedstawia się następująco: szkło – TiO2 – ZnO – Ag – NiCrOx – Si3N4.
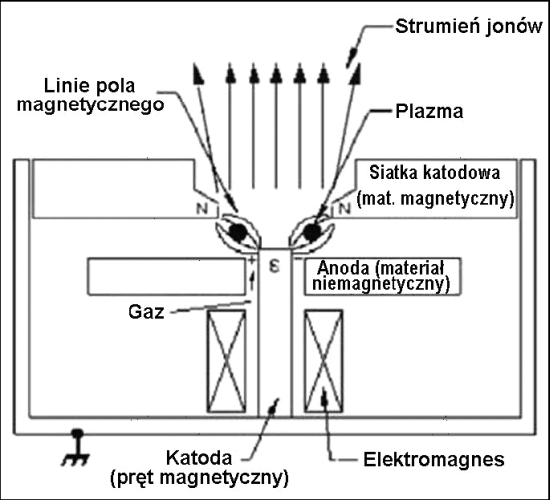 |
| Rys. 1. Schemat działania wyrzutni jonowej |
Wyrzutnia jonowa
Zastosowaliśmy różne wyrzutnie jonowe dostępne w handlu. Wyrzutnia była usytuowana równolegle do powierzchni podłoża w odległości wynoszącej 130 mm od tej powierzchni. Wiązka jonów padała na powierzchnię podłoża pod kątem prostym. W celu uzyskania różnych wartości energii wiązki jonów bombardujących podłoże zmieniano jedynie napięcie wyrzutni jonowej.
Różne wartości gęstości strumienia jonów wyrażonej jako liczba jonów padających na jednostkę powierzchni podłoża oraz różne wartości czasu uzyskaliśmy w drodze odpowiednich zmian natężenia przepływu gazu oraz prędkości podłoża.
Wyrzutnię jonową zainstalowano w laboratoryjnym urządzeniu przeznaczonym do napylania jednostronnego i wbudowanym w linię służącą do wykonania prób oraz wyposażonym w napylacze katodowe umożliwiające nanoszenie powłoki srebra, warstw blokujących oraz warstw dielektrycznych. Szerokość podłoża wykorzystanego w naszych próbach wynosiła 300 mm.
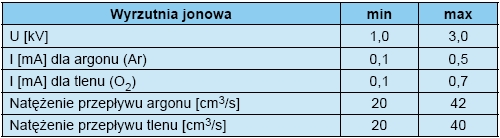
| Tablica 1. Dane techniczne wyrzutni jonowej wykorzystanej w naszych badaniach |
 |
Pojedyncza warstwa ZnO
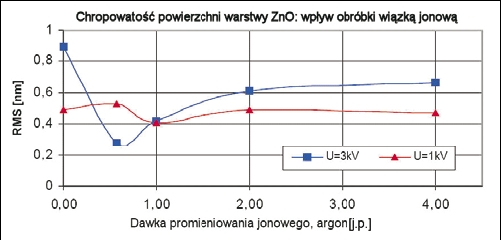
Najpierw sprawdziliśmy własności pojedynczej warstwy ZnO naniesionej na szkle. Po napyleniu powłoki ZnO powierzchnię tej warstwy poddaliśmy bombardowaniu wiązką jonów oraz przeanalizowaliśmy chropowatość tej warstwy i zmiany jej grubości. Okazało się, że chropowatość powierzchni po poddaniu jej obróbce jonowej uzależniona jest od warunków pracy wyrzutni jonów. W celu ustalenia wzajemnych zależności pomiędzy chropowatością powierzchni a gęstością strumienia jonowego bombardującego powierzchnię warstwy ZnO przeprowadziliśmy szereg pomiarów przy stałym napięciu i natężeniu przepływu gazu wyrzutni jonowej, lecz przy różnych wartościach prędkości liniowej podłoża.
Przedstawiony niżej wykres prezentuje dwa cykle pomiarowe przeprowadzone przy różnych wartościach prędkości liniowej; przy czym w wypadku pierwszego cyklu pomiarowego napięcie wyrzutni jonowej było ustawione na wartość maksymalną wynoszącą 3 kV (charakterystyka koloru niebieskiego), zaś w wypadku drugiego cyklu pomiarowego napięcie było ustawione na wartość minimalną wynoszącą 1 kV (charakterystyka koloru czerwonego). Natężenie przepływu argonu wynosiło – w wypadku obydwu cykli pomiarowych – 40 cm3/s. Dzięki zróżnicowaniu wartości prędkości liniowej uzyskano różne dawki strumienia jonowego, jakimi zbombardowano badaną warstwę. Pod pojęciem „dawki strumienia jonowego” rozumiemy w opisywanych tu badaniach wartość natężenia przepływu argonu podzieloną przez wartość prędkości liniowej podłoża oraz współczynnik o stałej wartości.
Oceniając uzyskane wyniki z punktu widzenia jakościowego można stwierdzić, że chropowatość powierzchni warstwy ZnO początkowo maleje do pewnej wartości minimalnej, a następnie – po zwiększeniu dawki promieniowania jonowego (w tym wypadku po zmniejszeniu prędkości liniowej) – chropowatość ta wzrasta do pewnej większej bądź mniejszej wartości stałej. Jeżeli natomiast chodzi o końcową grubość warstwy macierzystej – w celu jej określenia należy koniecznie przeanalizować stopień wytrawienia powierzchni na skutek bombardowania strumieniem jonów. Jednakże jeśli grubość macierzystej warstwy ZnO stanowi wielkość rzędu 15 nm – a taka właśnie była grubość napylonej warstwy tlenku cynku – to jej spadek na skutek wytrawienia wiązką jonów – jeśli nawet osiągnie wartość maksymalną wynoszącą 4 nm – będzie miał pomijalnie małe znaczenie i nie wywrze wpływu na końcową rezystancję napylonej powłoki.
 |
| Rys. 2. Wpływ obróbki strumieniem jonów na chropowatość podłoża macierzystej warstwy ZnO * Skrót j.p. oznacza jednostkę powierzchni |
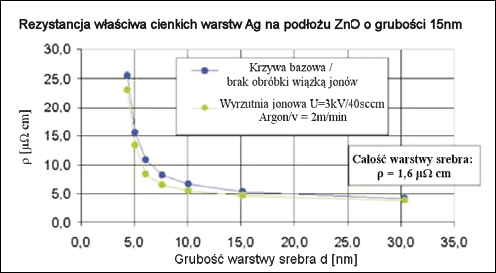 |
| Rys. 3. Wzajemna zależność rezystancji właściwej oraz grubości warstwy srebra powłoki nie poddanej bombardowaniu strumieniem jonów w porównaniu do poddanej bombardowaniu macierzystej warstwy ZnO |
Napylanie dwuwarstwowej powłoki ZnO-Ag
Następnie przebadaliśmy powłokę dwuwarstwową, której struktura pionowa warstw przedstawiała się następująco: szkło – ZnO – Ag.
Wybiórczą obróbkę strumieniem jonów przeprowadzono po nałożeniu warstwy ZnO i przed napyleniem warstwy czystego srebra. Gwoli zachowania spójności wyników parametry obróbki jonowej wykonywanej w ramach jednego cyklu pomiarów obejmujących różne grubości warstwy srebra utrzymywane były na stałym poziomie. Napięcie wyrzutni wynosiło 3 kV, zaś natężenie przepływu argonu wynosiło 40 cm3/s.
Prędkość liniowa podłoża we wszystkich przypadkach bombardowania jonami wynosiła 2 m/min. Grubość warstw ZnO przed poddaniem ich bombardowaniem jonami wynosiła 15 nm. Przeprowadziliśmy pomiary rezystancji składającej się z tych dwóch warstw powłoki w zależności od grubości warstwy napylonego srebra. Przedstawiony niżej diagram obrazuje rezystancję właściwą warstw srebra przedstawioną na wydruku w funkcji grubości warstwy dla danego przypadku obróbki jonowej; dla celów porównawczych zamieszczono tu również krzywą przedstawiającą charakterystykę macierzystej warstwy ZnO, która nie została poddana bombardowaniu jonami.
W wypadku bardzo małej grubości warstwy rezystancja powłoki jest bardzo wysoka i w związku z tym trudno ją dokładnie zmierzyć. W wypadku warstw srebra o bardzo wysokiej grubości zanika różnica pomiędzy powierzchnią warstwy ZnO poddanej bombardowaniu jonami a powierzchnią analogicznej warstwy, która nie została poddana obróbce jonowej. W takim wypadku o rezystancji powłoki decyduje charakterystyka całości warstwy srebra. Istotne różnice występują w zakresie grubości powłoki srebra od 5 do 15 nm. Jest to typowy zakres grubości, w którym zachodzi tworzenie się ciągłej i jednorodnej warstewki srebra.
Do dalszych badań wybraliśmy warstwę srebra o grubości wynoszącej 7,6 nm, grubość taka jest typowa dla powłok srebra występujących w warstwowej strukturze powłoki niskoemisyjnej. Powłoki badane na tym etapie miały stałą grubość warstwy ZnO oraz Ag, zmieniano natomiast parametry obróbki strumieniem jonów, jakiej poddawano powierzchnię ZnO. Na tym etapie badań próbowaliśmy stwierdzić, jaki rodzaj bombardowania jonami da w efekcie największe zmiany własności wynikających z rezystancji tej, stanowiącej element składowy całej powłoki, warstwy. Uzyskane wyniki badań przedstawiono w tabeli zamieszczonej niżej.
| Tablica 2. Poprawa rezystancji warstwy w wyniku bombardowania wiązką jonów warstwy macierzystej. |
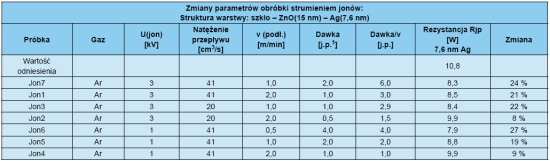 |
W wyniku bombardowania wiązką jonów uzyskaliśmy poprawę rezystancji warstwy srebra sięgającą do 27%. Przeprowadzone badania powtórzyliśmy dla warstwy srebra o grubości wynoszącej 12 nm. Badania wykazały, że im grubsza jest warstwa srebra tym słabszy jest efekt, jaki można uzyskać w konsekwencji bombardowania wiązką jonów powierzchni ZnO. W wypadku warstwy srebra o grubości wynoszącej 12 nm udało nam się uzyskać maksymalną poprawę rezystancji warstwy wynoszącą około 12%. Ów spadek uzyskanych efektów w powiązaniu z grubością warstwy srebra można również zaobserwować na rysunku 2. Przyczyna poprawy własności warstwy srebra tkwi najprawdopodobniej w przebiegu procesu tworzenia się tej warstwy na różnych powierzchniach. Napięcie powierzchniowe panujące na powierzchni formującej się właśnie wysepki powłoki srebrnej ulega przypuszczalnie zmniejszeniu. A zatem do zaistnienia stanu, w którym poszczególne wysepki zaczynają formować ciągłą powłokę srebra dochodzi wcześniej. Dzięki zastosowaniu obróbki w formie bombardowania strumieniem jonów powierzchni warstwy macierzystej można zmniejszyć minimalną grubość tej warstwy wymaganą do tego, by formująca się na niej warstwa srebra miała charakter ciągłej i jednorodnej powłoki. Na skutek zastosowania obróbki jonowej ogólna, całościowa charakterystyka warstwy srebra nie ulegnie oczywiście zmianom.
Struktura warstwowa powłoki niskoemisyjnej
Na tym etapie podjęliśmy próbę wykonania pełnej powłoki niskoemisyjnej o określonej strukturze warstwowej. Wykonaliśmy powłokę o następującej kolejności warstw: szkło – TiO2 (23 nm) – ZnO (15 nm) – AgNiCrOx (5 nm) – Si3N4 (40 nm). Ponownie poddaliśmy warstwę macierzystą ZnO przed napyleniem warstwy srebra bombardowaniu strumieniem jonów. Wykonaliśmy dwie serie pomiarów dla powłok o dwóch różnych grubościach warstwy srebra; grubości tych warstw wynosiły – odpowiednio – ok. 9,6 nm oraz 12 nm. Wykonywanie pomiarów rozpoczęliśmy przy wysokim napięciu wyrzutni jonowej i przy wysokim natężeniu przepływu argonu; następnie zmienialiśmy prędkość liniową podłoża w celu ustalenia wzajemnych zależności pomiędzy dawką promieniowania jonowego oraz rezystancją warstwy. W toku tych pomiarów przy małej prędkości podłoża stosowano dużą dawkę promieniowania jonowego, natomiast przy wysokiej prędkości podłoża stosowano małą dawkę promieniowania. Wyniki te obrazuje poniższy rysunek.
Zgodnie z danymi przedstawionymi wyżej zmiana rezystancji warstwy jest mniejsza w wypadku grubej warstwy Ag. W wypadku powłoki dwuwarstwowej zawierającej warstwę srebra o grubości wynoszącej 7,6 nm nie udało nam się uzyskać 27%-wej poprawy rezystancji właściwej warstwy srebra w porównaniu do powłoki próbki nie poddanej hartowaniu. W wypadku próbek nie poddanych hartowaniu efekt był znikomy, jednakże próbki zahartowane nadal wykazywały znaczne zmniejszenie rezystancji właściwej sięgające 15%. Pomiary, które objęły warstwę srebra o grubości wynoszącej 12 nm w ogóle nie wykazały jakiegokolwiek spadku rezystancji warstwy przed poddaniem jej hartowaniu. Próbki poddane hartowaniu wykazywały niewielką poprawę, bliską jednakże wielkościom pomijalnie małym. W wypadku warstwy srebra o tej grubości uzyskano niewielkie zmiany o wartościach zbliżonych do dopuszczalnego błędu pomiaru rezystancji warstwy. To wskazuje ponownie na fakt, że duże znaczenie w całym procesie ma etap wczesnego formowania się napylanej warstwy srebra. Zróżnicowane zachowanie się zaobserwowane pomiędzy próbkami zahartowanymi i nie poddanymi hartowaniu nie jest do końca jasne.
Powyższe wyniki połączyliśmy z wynikami pomiarów chropowatości warstwy macierzystej, pomiarami chropowatości objęto pojedynczą warstwę ZnO zgodnie z opisem przedstawionym wyżej. Wynikitych pomiarów obrazuje poniższy wykres.
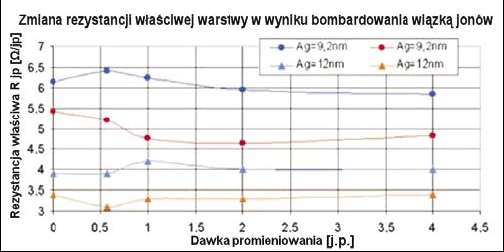 |
| Rys. 4. Wpływ prędkości podłoża i dawki promieniowania jonowego na dwie różne powłoki niskoemisyjne |
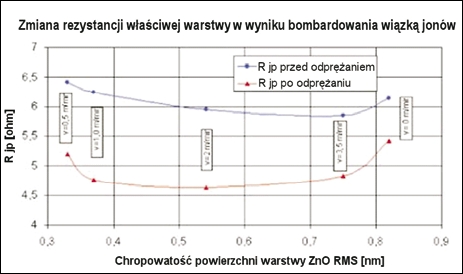 |
| Rys. 5. Zmiany rezystancji właściwej warstwy wywołane temperaturą i obróbką jonową |
Rezystancja warstwy jest wyraźnie uzależniona od chropowatości powierzchni warstwy ZnO. W miarę osłabiania intensywności bombardowania jonowego dochodzi do spadku zarówno chropowatości powierzchni warstwy, jak i rezystancji właściwej warstwy. Przy wysokich dawkach promieniowania jonowego zarówno chropowatość powierzchni jak i rezystancja warstwy ponownie wzrasta. Z jakościowego punktu widzenia wzajemna zależność występująca pomiędzy obróbką jonową, chropowatością powierzchni warstwy i jej rezystancją jest faktem oczywistym. Istnieje jednakże również szereg innych czynników (warunki napylania, temperatura, ciśnienie, rodzaj podłoża, itp.), które według wszelkiego prawdopodobieństwa wywierają wpływ na wartość rezystancji warstwy, jednakże w świetle treści niniejszego opracowania należy stwierdzić, że ich wpływ nie został jeszcze gruntownie zbadany.
Dlatego też nie jesteśmy w stanie sformułować ścisłej zależności. Istnieje cały szereg parametrów, które mogą ulegać zmianom: grubość warstwy macierzystej oraz grubość warstwy srebra, warunki przebiegu procesu hartowania, ciśnienie, nadmiarowy przepływ gazu pochodzącego z innych katod, itp. Optymalne ustawienia linii służącej do nanoszenia powłoki niskoemisyjnej gwarantujące uzyskanie minimalnej wartości rezystancji warstwy muszą być ustalane indywidualnie dla każdego rodzaju powłoki z osobna i dla każdej z osobna linii powlekania.
W wypadku powłoki niskoemisyjnej znaczenie ma nie tylko przepuszczalność i rezystancja warstwy. Ważna jest również mechaniczna odporność i stabilność powłoki. Przygotowane przez nas próbki poddaliśmy standardowej próbie szczotkowania przeprowadzonej zgodnie z wymaganiami normy ISO 11998. W wyniku badań okazało się, że mechaniczna stabilność i odporność powłoki ulega pogorszeniu w miarę wzrostu intensywności bombardowania warstwy ZnO jonami argonu.
Okazuje się, że im wyższa jest dawka promieniowania jonowego, tym gorsza jest mechaniczna stabilność i odporność powłoki niskoemisyjnej po hartowaniu. Jak jednak wykazują dane uzyskane w wypadku próbki nr 3 i przestawione w tablicy 3, istnieje możliwość skonfigurowania takiej powłoki niskoemisyjnej, która będzie łączyła w sobie możliwą do przyjęcia stabilność i odporność mechaniczną oraz niską rezystancję warstwy stanowiącej element całej powłoki.
W oparciu o analizę przeprowadzoną metodą rentgenowskiej spektroskopii fotoelektronowej stwierdziliśmy, że w trakcie bombardowania wiązką jonów doszło do implantacji niektórych jonów argonu w powierzchni warstwy ZnO. Ilość argonu była mniejsza niż 1% wag., jednakże nadal stwierdzano występowanie wpływu na siły adhezji występujące pomiędzy warstwą ZnO i warstwą srebra.
| Tablica 3. Stabilność mechaniczna powłoki niskoemisyjnej po obróbce jonowej |
 |
Podsumowanie
Bombardowanie macierzystej warstwy ZnO wiązką jonów powoduje spadek rezystancji cienkiej warstwy srebra, przy czym spadek ten może sięgać do 27%. Wyniki badań obejmujących powłokę dwuwarstwową wykazały potencjalne możliwości zastosowania obróbki powierzchni w postaci bombardowania wiązką jonów w procesie napylania.
Bombardowanie wiązką jonów warstwy ZnO spowodowało spadek rezystancji kompletnej powłoki niskoemisyjnej o wartość sięgającą 15%. Spadek ten może być wyższy w wypadku cieńszych warstw Ag. Grubość warstwy srebra wynosząca 9 nm lub mniej jest zbyt mała w wypadku powłok o strukturze warstwowej obejmującej pojedynczą warstwę srebra. W wypadku wchodzących w skład struktury powłoki niskoemisyjnej warstw srebra napylanych dwukrotnie bądź wielokrotnie i łączących w sobie niską rezystancję warstwy z wysoką przepuszczalnością, możliwość poprawy własności cienkich warstw srebra może być interesująca z punktu widzenia przemysłu.
Wpływ bombardowania strumieniem jonów próbek powłoki niskoemisyjnej jest inny wówczas, gdy bombardowanie to jest przeprowadzane przed hartowaniem powłoki i inny wówczas, gdy przeprowadzi się je po jej hartowaniu. Jednakże słabym punktem powłok niskoemisyjnych poddanych obróbce strumieniem jonów może być mechaniczna stabilność i odporność powłoki; stabilność tę badano w oparciu o wykorzystanie typowej próby szczotkowania.
dr Gerd Kleideiter, dr Michael Geisler, Anton Zmelty,
Applied Films GmbH Co KG
Podziękowania:
Adelbert Dorotik; Veeco Instruments GmbH,
Denis Shaw, Detlef Theis, Joachim Müller; AE Advanced Energy
Bilbiografia
[1] Zmelty, Szczyrbowski, Braatz: Patent Stanów Zjednoczonych nr 5.962.115;
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Utrzymanie w czystości wszelkich przegród budowlanych wykonanych ze szkła, zarówno w zastosowaniach wewnętrznych jak i zewnętrznych stanowi znaczący składnik kosztów utrzymania budynku.
Od lat problem ten próbowano rozwiązywać różnymi metodami. Pierwotnie, naśladując rynek samochodowy, pomyślano o pokrywaniu powierzchni szkła substancjami hydrofobowymi(lata 70.). Pokrycie hydrofobowe powoduje, że powierzchnia nie ulega zwilżaniu wodą. Woda na powierzchni tworzy krople, które można łatwo usunąć mechanicznie.
Wprowadzenie
Znane pokrycia hydrofobowe dla szkła znalazły zastosowania przy produkcji kabin przysznicowych, w zastosowaniach zewnętrznych głównie w przemyśle samochodowym (X-rain i inne), a dla fasad szklanych znany jest preparat Clear-Shield.
Wszystkie te preparaty muszą być okresowo odnawiane, w miarę zużycia. Ponadto, jeżeli pozwoli się wyschnąć kroplom wody (zawierającym wszystkie „brudy”) na powierzchni szkła, pozostają trudne do usunięcia plamki.
Kolejnym rozwiązaniem są pokrycia hydrofilowe (początek lat 90.), powodujące, że powierzchnia szkła jest równomiernie zwilżana wodą a utworzona warstwa spływa pozostawiając suchą powierzchnię. Z uwagi na bardzo niskie siły powierzchniowe nie powstają krople. Tym samym znika problem plam po wysychających kroplach wody.
Nadal pozostaje problem zabrudzeń tzw. „organicznych”, czyli pochodzących z substancji nie zwilżanych wodą, np. tłuszczy, smarów czy sadzy. Ponadto pokrycia te również wymagają czasowego odnawiania.
Najnowszym rozwiązaniem (2002 r.) jest szkło samooczyszczające się z efektem katalitycznego utleniania związków organicznych. Oferowane przez większość producentów szkła pod różnymi nazwami handlowymi, zawsze stanowi szkło pokryte tlenkiem tytanu (TiO2) naniesionego w procesie pyrolitycznym.
Proces ten, prowadzony w wysokich temperaturach (ok. 600oC) powoduje „wtopienie” warstwy TiO2 w powierzchnię szkła i, podobnie jak dla szkła typu K-glass, jest ona nieusuwalna mechanicznie. Stanowi tzw. „twarte pokrycie” odporne na warunki atmosferyczne.
Szkła te, oprócz własności hydrofilowych, posiadają również umiejętność utleniania (efekt foto-katalityczny pod wpływem promieniowanie UV) związków organicznych, co powoduje utratę przyczepności (adhezji) do szkła. W rezultacie zanieczyszczenia organiczne spływają wraz z warstewką wody.
 |
 |
| Rys. 1. Powierzchnia hydrofobowa nie jest zwilżana wodą | Rys. 2. Powierzchnia hydrofilowa jest zwilżana wodą |
Z uwagi na aktywację pokrycia promieniowaniem UV zastosowanie tych szkieł możliwe jest wyłącznie w zastosowaniach zewnętrznych, na elewacjach eksponowanych na światło słoneczne. Na północnych elewacjach jak również w pochmurne dni efekt jest mniej widoczny.
Do zastosowań wewnętrznych w fazie testów są nowe pokrycia hydrofilowe wykorzystujące nano-technologie (samoorganizujące się cząsteczki) oparte na właściwościach pewnych związków krzemu.
Szklenie – czyli sztuka osadzania szkieł samooczyszczających
Pojawienie się na rynku szkieł z pokryciem hydrofilowym wymusza zmianę przyzwyczajeń producentów okien, fasad i szklanych dachów. Stosowane dotychczas materiały: uszczelki, silikony i inne, zazwyczaj mają własności hydrofobowe. Czy to naturalnie, jak silikony lub poliuretany, czy to nadane specjalnie, jak uszczelki (EPDM, kauczuki itp.) pokryte olejem silikonowym.
We wszystkich tych przypadkach materiał z uszczelnienia może migrować na powierzchnię szkła powodując zanik efektu hydrofilowego, a tym samym utratę własności samooczyszczania.
Aby uniknąć związanych z tym reklamacji należy stosować się do poniżej przedstawionych zasad.
 |
| Rys. 3. Szklenie „suche” z zastosowaniem uszczelek |
 |
| Rys. 4. Szklenie „mokre”z zastosowaniem MS polimeru |
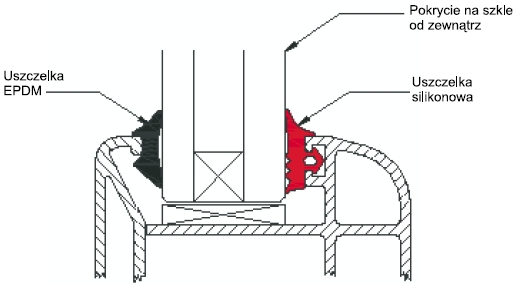
Szklenie okien
W przypadku okien drewnianych i plastilowych należy stosować uszczelki wykonane z gumy siliknowej o wysokiej gęstości. Takie uszczelki powstają z termicznego utwardzania długich łańcuchów polimerowych (PDMS) w obecności bezpostaciowego SiO2. W trakcie normalnej eksploatacji żadne substancje nie wydzielają się z materiału uszczelki, a tym samym powierzchnia szkła nie ulega degradacji.
W przypadku stosowania uszczelek wykonanych z EPDM należy zamawiać uszczelki nie silikonowane lub dokładnie je umyć mieszaniną izo-propanolu i acetonu w proporcji 1:1.
Kolejnym rozwiązaniem jest zastosowanie tzw. „mokrego szklenia” (dotyczy przede wszystkim okien drewnianych) z użyciem polieterów silikonowch znanych na rynku jako MS polimery lub MS silikony. Wyklucza się stosowanie klasycznych silikonów do szklenia okien w bezpośrednim kontakcie z powłoką samooczyszczajacą.
Każdorazowo należy uzyskać akceptację dostawcy szkła aktywnego.
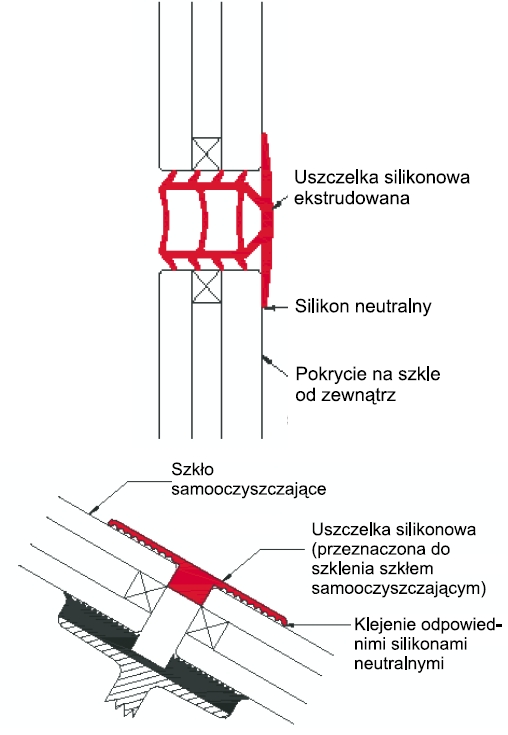 |
| Rys. 5. Uszczelka w systemie fasadowym i dachowym |
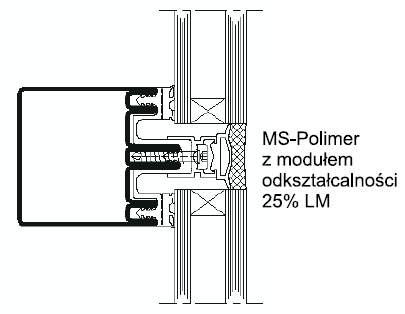 |
| Rys. 6. Klasyczne „mokre” uszczelnienie z zastosowaniem MS-Polimeru |
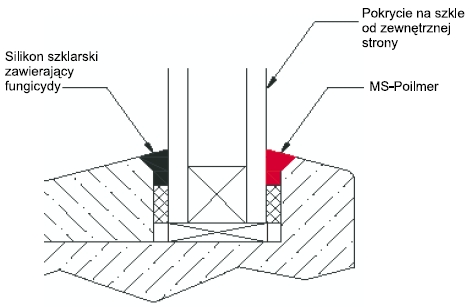
Szklenie fasad i dachów
Wykluczone jest zastosowanie klasycznych silikonów pogodowych. Przyczyną jest zawartość (również w utwardzonym szczeliwie) niewielkich ilości niezwiązanch poli-di-metylo-siloksanów (PDMS), które mogą się wydzielać na uszczelniane powierzchnie niszcząc efekt samooczyszczania się szkła.
Podobnie jak w przypadku szklenia okien, należy stosować odpowiednie uszczelki z zaznaczeniem, że uszczelki z termicznie utwardzanej gumy silikonowej wykazują większą żywotność niż z EPDM.
Dopuszcza się przyklejanie uszczelek odpowiednimi silikonami neutralnymi, kompatybilnymi z materiałem uszczelki i dopuszczonym przez producenta szkła samooczyszczającego.
Podobnie zastosowanie MS-poilmeru do „mokrego” uszczelniania jest rekomendowane przez niektórych dostawców szkła aktywnego.
W tym przypadku niezwykle istotnym jest uzyskanie od dostawcy MS-polimeru danych na temat przyczepności szczeliwa do powłoki oraz odkształcalności (powinien być klasyfikowany minimum 25% LM), nie mówiąc już o kompatybilności. Występujące na rynku MS-polimery mają zazwyczaj wysoki moduł (HM) co ogranicza ich stosowanie.
Należy podkreślić, że gwarancją poprawnego wykonania szklenia z zastosowaniem szkieł samooczyszczających jest właściwy dobór materiałów (uzgodniony z dostawcą szkła) oraz wykonanie zgodne z zaleceniami dostawcy uszczelnienia.
W każdym przypadku należy unikać stosowania oleju silikonowego (szczególnie w spraju) podczas montażu i uszczelniania.
Tomasz Wierzchowski
Doradca techniczny Dow Corning i ICD
Przygotowano na podstawie:
1. Self-cleaning Glass in Windows and Curtain Walling. Published by: Verband der Fenster- und Fassadenhersteller e.V. Walter-Kolb-Str. 1-7, D-60594 Frankfurt © VFF, Frankfurt 2005
2. Design Guidelines for Using Dow Corning Silicone Sealants with „Easy to Clean or Self-Cleaning” Glasses, August 2003
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Od dawna szkło było niezbędnym uzupełnieniem dla wyposażenia wnętrz. Od pewnego czasu stało się pełnoprawnym i częstokroć niezbędnym komponentem stosowanym we współczesnym budownictwie i meblarstwie.
- Szczegóły
- Kategoria: Wydanie 1/2006
Od z górą dwóch lat firma Lemuth z Meiningen oferuje rozwiązania przemysłowego wklejenia szyb w ramy okienne i drzwiowe. Obecnie producent okien może wybrać spośród bogatej oferty urządzeń do wklejania szyb urządzenie najbardziej odpowiadające jego potrzebom: czy to przyrząd do ręcznego nanoszenia kleju, czy też w pełni zautomatyzowane urządzenie do klejenia.
Temat wklejenia szkła w ramy okienne jest powszechnie dyskutowany, począwszy od twórców systemów okiennych aż po ich producentów. Grupa producentów profili zajęła się intensywnie techniką wklejania szyb i opracowała odpowiednie systemy. Renomowani producenci okien, tacy jak Internorm czy Ideal , mają dobre wyniki we wklejaniu szyb w elementach.
Fakt, że nowa technologia daje korzyści ekonomiczne, można zaobserwować nie tylko po zmniejszonych kosztach produkcji.
Oszczędność materiału stosowanego na listwy przyszybowe oraz używanego do wzmacniania profili z PVC oraz podkładek (klocków) i śrub – świadczy sama za siebie. Zmniejszyły się również koszty pracy. Czynności takie, jak wprowadzanie elementu stalowego, czy też dotychczas stosowane pracochłonne stabilizowanie klockami podszybowymi, nie muszą już być wykonywane. Pracownicy mogą być zatem wykorzystani do wykonywania innych czynności.
Oprócz producentów okien również i przemysł maszynowy pracuje intensywnie nad tematem wklejania szyb. Przykładem jest tu firma Lemuth . Ten producent maszyn opracował urządzenia uwzględniające różne zastosowania. Tak więc producent okien może wybierać między sterowanymi ręcznie urządzeniami do wklejania szyb w ramy okienne a automatami do klejenia z wykorzystaniem jedno- lub dwuskładnikowych substancji klejących.
Różne wersje urządzeń:
Firma Lemuth oferuje opcjonalnie różne wersje urządzeń:
- do różnych cyklów pracy
- o różnych poziomach automatyzacji
- do obróbki poziomej lub pionowej, względnie
- jako przyrządy ręcznie obsługiwane, jako urządzenia ręcznie sterowane – z głowicą obsługującą na suwaku
- lub jako całkowicie zautomatyzowane urządzenia.
 |
|
Fot.1. „GVM 114” – ręczne klejenie szkła
|
 |
| Fot. 2. Od roku 2003 firma Lemuth zaczęła specjalizować się w przemysłowym wklejaniu szkła w ramy okienne. |
Dostarczenie elementu na maszynę jest również opcjonalne. Jeśli ma być klejone szkło we wpuście skrzydła, wówczas na maszynę dostarczana jest szyba montowana w skrzydle. Opcjonalnie można dostarczyć na maszynę samo skrzydło z wstępnie zamontowanym szkłem lub też skrzydło zamontowane w ramie.
Materiał klejący jest aplikowany cienkowarstwowo jako klej o temperaturze ok. 90°C między szybę a profil. Przeznaczony do obróbki profil z tworzywa sztucznego musi być w tym przypadku konstrukcyjnie odpowiednio do tego przygotowany.
Oznacza to, że szczelina między szybą i profilem skrzydła ma być zmniejszona do 3-4 mm, aby ograniczyć ilość aplikowanego kleju. Zmniejszenie szczeliny będzie możliwe, gdyż w tej koncepcji klejenia można zrezygnować z umieszczania klocków podszybowych.
 |
| Fot. 3. Widok ogólny urządzenia „GVA 115” |
W ten sposób dopasowane profile okienne oferują obecnie firmy Internorm , Thyssen Polymer , Aluplast, a od 2006 roku również Veka i Salamander. W przypadku tej koncepcji klejenia dla skrzydeł wielkości 1000x2000 mm można zrezygnować ze stalowego wzmocnienia ramy skrzydła.
Do przemysłowego wklejania szyb w profile okienne firma Lem uth oferuje urządzenia serii „GVA 115” w wersji „speed”, „speed-plus” i „highspeed”. Wersja „speed” może być stosowana bezpośrednio w linii produkcyjnej skrzydła i wkleja szybę bezpośrednio w każdym skrzydle. Automaty wersji „speed-plus” i „highspeed” umieszczane są poza linią produkcyjną i wklejają szyby w całkowicie zmontowane już okna.
We wszystkich wersjach urządzeń cykl aplikacji kleju w miejsce wielkości 1x1,2 m trwa 60 sekund. Czasy wykonywania wszystkich pozostałych czynności są różne dla poszczególnych wersji urządzeń.
Dokładny schemat wyliczenia oszczędności związanych z zastosowaniem tego systemu klejenia można otrzymać od producenta.
Koncepcja klejenia szkła wewnątrz ramy okiennej pozwala stosować bardzo wąskie lica profili skrzydeł, gdyż szkło usztywnia profil. Stosuje się przy tym normalne szyby bezpieczne (hartowane), a warstwowe szyby bezpieczne nie są konieczne.
Wklejanie szyb w ramy okienne może odbywać się z zastosowaniem różnych typów środka klejącego. Od tego zależy, na jaki czas szkło będzie musiało być dociśnięte lub pozostawione w stanie spoczynku.
Cały proces dostarczania skrzydła na maszynę, naniesienia środka klejącego i obsadzenia szkła jest w pełni automatyczny. Możliwe jest automatyczne obsadzenie szkła dzięki dokładnemu ustawieniu skrzydeł na stołach mocujących – ramiona skrzydeł ustawiane są dokładnie przez automaty mocujące.
Po utwardzeniu środka klejącego skrzydła są automatycznie zdejmowane. Skrzydło okna jest już gotowe i może być poddawane dalszej obróbce. Nie montuje się jednak klocków podszybowych ani listew przyszybowych.
W celu realizacji tej metody producent oferuje w pełni automatyczne urządzenia do klejenia szkła z automatycznym montażem szyb o taktach pracy od jednej do sześciu minut dla każdego klejonego skrzydła.
www.lemuth.com
Glaswelt 10/2005
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Duża wydajność linii produkujących powszechnie stosowane szkło płaskie float, w połączeniu z coraz większym na niego zapotrzebowaniem ze strony rozwijającego się budownictwa, stanowiły bodziec do rozwoju jego przetwórstwa. Duży udział wśród wyrobów powstałych w wyniku przetwórstwa szkła płaskiego stanowi szkło hartowane. Ostatnio coraz częściej słyszy się o stosowaniu w budownictwie szkła termicznie wzmocnionego zwanego potocznie "szkłem półhartowanym".
WprowadzenieSzkło hartowane jest szkłem bezpiecznym. Przy przekroczeniu jego wytrzymałości pęka z wytworzeniem drobnych nieostrych kawałków nie zagrażających zdrowiu użytkowników (fot. 1). Charakterystyczny dla szkła hartowanego sposób pękania jest wynikiem powstawania w jego przekroju trwałych naprężeń: ściskających na powierzchni i rozciągających w środku. Uzyskuje się to w kontrolowanym procesie polegającym na ogrzaniu szkła do temperatury około 650oC i gwałtownym jego schłodzeniu strumieniami sprężonego powietrza.
 |
| Fot. 1. Siatka spękań szkła termicznie hartowanego |
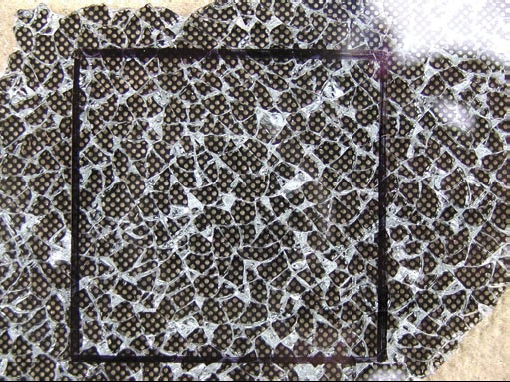
W analogicznym procesie, poprzez wydłużenie czasu chłodzenia, uzyskuje się szkło termicznie wzmocnione. Szkło takie rozbite, pęka z powstawaniem dużych odłamków, których chociaż jedna krawędź dochodzi do obszaru brzegowego odległego 25 mm od krawędzi lub obszaru o promieniu 100 mm wokół punktu uderzenia (fot. 2).
 |
| Fot. 2. Siatka spękań szkła termicznie wzmocnionego |
Mogą również powstać odłamki o obrzeżach nie sięgających obydwu tych obszarów. Odłamki te o powierzchni mniejszej od 100 mm2 nazywa się „cząstkami” a o powierzchni większej od tej wielkości „wysepkami”.
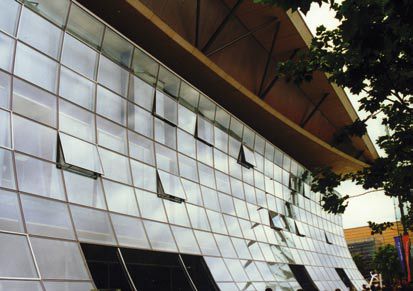
Ze względu na taki sposób pękania, szkła termicznie wzmocnionego nie można zaliczyć do szkieł bezpiecznych. Jego właściwości fizyczne ustępują szkłu hartowanemu, są natomiast lepsze od tych parametrów dla szkła odprężonego. Osiąga ono dwukrotnie większą wytrzymałość mechaniczną i pół raza większą odporność termiczną niż szkła odprężone, a rozbite pozostaje w ramie, co ma szczególne znaczenie przy oszkleniach na dużej wysokości.
Ze względu na brak dostrzegalnych przy obserwacji szkła w świetle spolaryzowanym pod pewnym kątem plam, jego jakość optyczna przewyższa znacznie jakość optyczną szkła hartowanego. Zarówno szkło termicznie hartowane jak i szkło termicznie wzmacniane powinno spełniać wymagania jakościowe w zakresie swojego wyglądu, a przede wszystkim parametrów użytkowych.
Wymagania te zostały opisane w normach:
. PN-EN 12150-1 Szkło w budownictwie. Termicznie hartowane bezpieczne szkło sodowo-wapniowo-krzemianowe. Część 1: Definicje i opis
. PN-EN 1863-1 Szkło w budownictwie. Termicznie wzmocnione szkło sodowo-wapniowo-krzemianowe. Część 1: Definicje i opis.
Dla zapewnienia komfortu stosowania szkła hartowanego pod kątem jego bezpieczeństwa, wszyscy producenci tego szkła zostali zobligowani do uzyskiwania certyfikatów zgodności jakości produkowanego szkła z wymogami w/w normy i rzeprowadzania w tym celu stosownych badań.
Uzyskiwanie certyfikatów jakości dla szkła termicznie wzmocnionego jest dobrowolne.
Badania szkła termicznie hartowanego i termicznie wzmocnionego
O jakości szkła termicznie hartowanego i termicznie wzmocnionego decyduje jego wygląd, tj.:
. kształt i wymiary, oraz
. sposób jego obróbki: wykończenia obrzeży, otworów, nacięć
i wycięć.
Większe znaczenie dla jakości tych szkieł mają ich parametry użytkowe, które w przypadku szkła hartowanego są odzwierciedleniem stopnia zahartowania.
Są to:
. charakter siatki spękań, czyli sposób jego pękania po rozbiciu,
. wytrzymałość na zginanie, oraz
. wytrzymałość na uderzenie wahadłem z oponami – tylko dla szkła hartowanego.
Kształt i wymiary
Określenia kształtu i wymiarów szyby dokonuje się przez umieszczenie jej na szablonie stanowiącym układ dwu współśrodkowych prostokątów o bokach wzajemnie do siebie równoległych, z których większy powstał przez powiększenie, a mniejszy przez pomniejszenie wymiarów nominalnych szyby o dopuszczalną tolerancję. Wielkość dopuszczalnej odchyłki zależy od wymiarów nominalnych boków szyby, jej grubości (w przypadku szkła hartowanego) oraz sposobu obróbki szkła (poziomy lub pionowy). Dopuszczalne tolerancje wymiarowe zestawiono w tabeli 1.
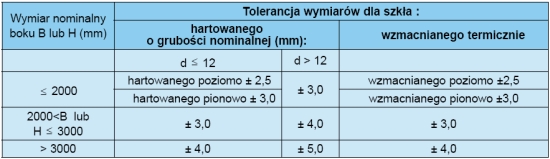 |
| Tabela 1. Tolerancje wymiarów |
Uznaje się, że szyba mieszcząca się wewnątrz obszaru zawartego między zarysami tych dwu prostokątów posiada właściwy kształt i wymiary. Grubość szyb sprawdza się mikrometrem w czterech punktach położonych na środku każdego boku i za każdym razem odnosi do dopuszczalnej, zależnej od grubości nominalnej i od rodzaju szkła tolerancji. Zestawiono je w tabeli 2.
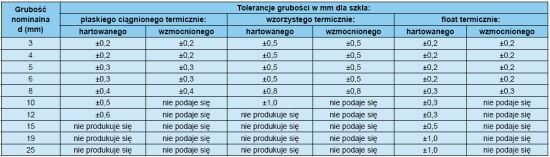 |
| Tabela 2. Tolerancje grubości |
Wypukłość szkła ocenia się ustawiając szybę na dłuższym boku w pozycji pionowej na dwu podporach o przekroju kwadratowym, w ten sposób by na nich znalazły się punkty odpowiadające ¼ i ¾ długości szyby. Norma definiuje dwa rodzaje wypukłości: całkowitą i lokalną.
Wypukłość całkowitą sprawdza się wzdłuż wszystkich obrzeży i przekątnych, natomiast wypukłość lokalną równolegle do każdego obrzeża w odległości 25 mm od niego. W obydwu przypadkach przykłada się do szyby prosty metalowy liniał, o długości co najmniej równej długości przekątnej szyby w przypadku wypukłości całkowitej, lub długości 300 mm, przy określaniu wypukłości lokalnej. Mierzy się szczelinomierzem maksymalną odległość liniału od wklęsłej powierzchni szkła. Miarą wypukłości całkowitej jest wartość tej odległości podzielona przez długość przekątnej lub długość boku (w zależności od tego gdzie występuje), natomiast wypukłości lokalnej – wartość odchyłki na odcinku 300 mm. Maksymalne dopuszczalne wartości wypukłości całkowitej i lokalnej zestawiono
w tabeli 3.
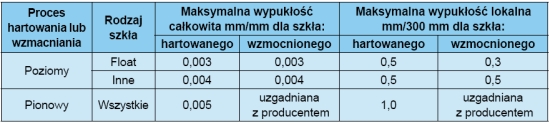 |
| Tabela 3 Maksymalne wartości wypukłości całkowitej i lokalnej |
Jakość wykonania szkła hartowanego lub wzmocnionego, związana z poziomem jego wcześniejszej obróbki, oceniana jest wizualnie. Obrzeża kwalifikuje się do jednego z rodzajów obróbki uznając go za: obrzeże zebrane lub zeszlifowane (z błyszczącymi obszarami), albo zeszlifowane i wygładzone lub wypolerowane (bez obszarów błyszczących). W przypadku występowania otworów określa się ich wymiary, usytuowanie względem siebie, oraz względem naroży i krawędzi. Tolerancje średnicy otworów zestawiono w tabeli 4.
 |
| Tabela 4. Tolerancje średnicy otworów |
Zaleca się by odległość obrzeża otworu od krawędzi szkła i odległość między obrzeżami dwu otworów była większa od podwójnej grubości szkła, a odległość obrzeża od naroża od sześciokrotnej grubości szkła.
Charakter siatki spękań szkła termicznie hartowanego i termicznie wzmocnionego
Badanie to przeprowadza się zgodnie z punktem 8 normy
PN-EN 12150-1 dla szkła hartowanego i normy PN-EN 1863-1 dla szkła wzmocnionego. Badaniu poddaje się 5 próbek szkła o wymiarze 360x1100 mm. Każdą z próbek szkła skleja się z drugą taką samą za pomocą taśmy klejącej. Rozbija się ją uderzając w punkcie znajdującym się na środku dłuższego boku, w odległości 13 mm lub 20 mm od krawędzi szyby, odpowiednio dla szkła hartowanego i wzmocnionego. Używa się do tego celu młotka o masie 75 g, punktaka uruchamianego siłą sprężyny, lub innego urządzenia o utwardzanym ostrzu. Zaleca się by promień krzywizny ostrza wynosił w przybliżeniu 0,2 mm. Przy ocenie siatki spękań nie uwzględnia się pasa brzegowego o szerokości 25 mm i obszaru wewnątrz okręgu o promieniu 100 mm wokół punktu uderzenia. Ze względu na różnice w uzyskiwanym obrazie siatki spękań wynik badania interpretowany jest odmiennie. Dla szkła hartowanego ocenia się go zliczając wolne od pęknięć (nie zawierające żadnych pęknięć łączących jedno obrzeże z pozostałymi) odłamki w dowolnie wybranym kwadracie o boku 50 mm, oraz mierząc długość odłamków wydłużonych. Kwadrat ten rysuje się na szkle przy pomocy szablonu w miejscu największych odłamków (fot. 1) i określa się ich liczbę w wyznaczonym przez niego obszarze. Przy zliczaniu przyjmuje się zasadę, że odłamki znajdujące się wewnątrz kwadratu liczy się jako całe , natomiast przecięte przez boki kwadratu jako pół. Uzyskane wyniki odnosi się do wymagań, zależnych od rodzaju szkła i jego grubości. Zamieszczono je w tabeli 5.
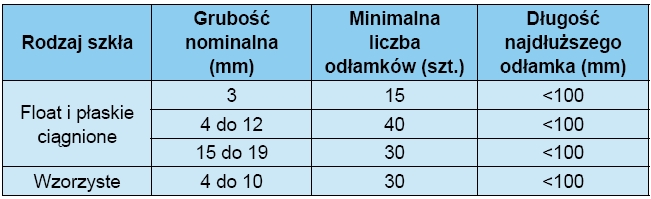 |
| Tabela 5. Minimalna wymagana liczba odłamków i maksymalna długość odłamków wydłużonych |
W przypadku szkła wzmocnionego zlicza się i waży każdy z odłamków dużych – „wysepek”, oraz określa całkowitą wagę odłamków małych – „cząstek”. Wagę przelicza się na powierzchnię. Każda badana próbka szkła powinna mieć nie więcej niż 2 „wysepki” i powierzchnia każdej z nich nie może przekraczać 1000 mm2. Łączna powierzchnia wszystkich „cząstek” nie powinna być większa niż 5000 mm2.
Wytrzymałość na zginanie szkła termicznie hartowanego i termicznie wzmocnionego
Badanie to przeprowadza się w oparciu o metodykę opisaną w punkcie 7 PN-EN 1288-3, na urządzeniu wytrzymałościowym – prasie (fot. 3), poddając 10 próbek o wymiarach 360x1100 mm czteropunktowemu zginaniu. Wcześniej dokonuje się pomiarów długości, szerokości oraz grubości próbki.
|
| Fot. 3. Prasa do badania wytrzymałości szkła na czteropunktowe zginanie |

Próbkę umieszcza się na podporze z dwoma wyłożonymi gumą metalowymi wałkami o średnicy 50 mm, położonymi w odległości 1000 mm względem siebie. Szkło emaliowane układa się stroną emaliowaną do góry. Takimi samymi dwoma wałkami odległymi od siebie o 200 mm, próbka naciskana jest od góry. Próbka zginana jest z szybkością 2 ±0,4 N/mm2. Zginanie prowadzi się aż do jej zniszczenia. Odczytuje się wartość siły niszczącej. Z jej wartości oblicza się wytrzymałość szkła na zginanie korzystając z wzoru:
gdzie:
k – współczynnik wymiarowy, przy określaniu wytrzymałości całkowitej =1
Fmax – maksymalna siła niszcząca [N]
Ls – odległość między liniami środkowymi wałków podpierających [mm]
Lb – odległość między liniami środkowymi wałków zginających [mm]
B – szerokość średnia próbki [mm]
h – średnia (z 4 pomiarów wykonywanych na środku każdego
boku) grubość próbki [mm]
sbG – naprężenie zginające próbki wywołane przez ciężar własny próbki [N/mm2]
r – gęstość szkła: 25x10-7 [kg/mm3]
g – przyśpieszenie ziemskie: 9,81x103 [mm/s2]
Notuje się ponadto wielkość strzałki ugięcia i czasu trwania zginania aż do pęknięcia próbki. Uzyskane wartości porównuje się z wymaganiami, zawartymi w normie PN-EN 12150-1 dla szkła hartowanego i normie PN-EN 1863-1 dla szkła wzmocnionego, różnymi dla szkieł w zależności od technologii ich wytwarzania. Zestawiono
je w tabeli 6.
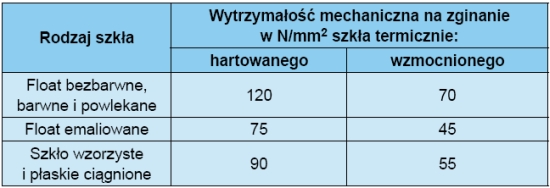 |
| Tabela 6. Wymagana wytrzymałość szkła na zginanie |
Wytrzymałość na uderzenie wahadłem z oponami szkła termicznie hartowanego
Badanie wahadłem z oponami odtwarza sytuację przypadkowego zderzenia człowieka z szybą. Przeprowadza się go zgodnie z punktem 9.5 normy PN-EN 12150-1, przy zastosowaniu metodyki opisanej w punkcie 5.3 normy PN-EN-12600, na stanowisku badawczym (fot. 4), którego zasadniczą część stanowi rama metalowa i zawieszone na linie dwie opony, napełnione powietrzem o ciśnieniu 0,35 MPa. Zamocowane są one na metalowym trzpieniu tworząc końcówkę wahadła o masie 50 kg. Badaną próbkę o wymiarach 876x1938 mm mocuje się w ramie metalowej wyścielanej gumą o odpowiedniej twardości. Po zamocowaniu próbki opony podciąga się na wysokość 190 mm, zwalnia zaczep liny odciągającej tak by opony spadając swobodnie uderzyły w środek geometryczny próbki.
 |
| Fot. 4. Stanowisko do badania wytrzymałości szkła na uderzenie wahadłem z oponami |
Dokonuje się oględzin próbki i w wypadku jej pęknięcia wybiera 10 największych pozostałych w ramie odłamków, waży je i przelicza na powierzchnię, którą odnosi się do wymagań. Jeżeli wszystkie 4 badane próbki nie pękną albo pękną bezpiecznie tzn.10 największych wolnych od pęknięć, uwięzionych w ramie odłamków, posiada łączną masę nie większą niż masa odpowiadająca 65 cm2 badanej próbki, badane szkło uzyskuje klasę 3 wytrzymałości na uderzenie wahadłem z oponami. Tak samo postępuje się w celu określenia klas 2 i 1 zrzucając opony z wysokości odpowiednio: 450 i 1200 mm. Dopuszcza się stosowanie próbek które nie pękły przy uderzaniu ich wcześniej, oponami spadającymi z niższej wysokości.
Podsumowanie
W świetle coraz większych wymagań stawianych szkłu jako materiałowi budowlanemu, powstałemu w wyniku przetwórstwa szkła płaskiego, uwzględniając rosnącą liczbę jego producentów, niezwykle istotną stała się ich dbałość o uzyskiwanie jak najlepszych parametrów jakościowych swoich wyrobów.
Jednym z elementów kontroli jakości wyrobów jest przeprowadzanie ich badań, których wyniki pomagają w ustaleniu nieprawidłowości w procesie produkcyjnym jako przyczyn nie osiągania przez szkło cech wymaganych do zastosowania go w budownictwie.
Zofia Pollak
ISIC OZ Kraków
inne artykuły tego autora:
- Wstępne badania typu szkieł bezpiecznych i szkła termicznie wzmocnionego , Zofia Pollak, Świat Szkła 3/2010
- Badanie jakości szkła termicznie hartowanego i termicznie wzmocnionego , Zofia Pollak, Świat Szkła 6/2008
- Ocena jakości szkła chemicznie wzmocnionego , Zofia Pollak, Świat Szkła 3/2008
- Oszklenie w kabinach prysznicowych , Zofia Pollak, Świat Szkła 10/2007
- Wymagania i badania szkła klejonego-warstwowego , Zofia Pollak, Świat Szkła 4/2006
- Szkło klejone - technologia, właściwości, zastosowanie , Zofia Pollak, Świat Szkła 3/2006
- Ocena jakości szkła termicznie hartowanego i termicznie wzmocnionego , Zofia Pollak, Świat Szkła 1/2006
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
 Okna lamelowe łącząc w sobie estetykę wykonania z funkcjonalnością, pozwalają na realizację śmiałych wizji architektonicznych.
Okna lamelowe łącząc w sobie estetykę wykonania z funkcjonalnością, pozwalają na realizację śmiałych wizji architektonicznych.
Konstrukcja okien
Okna lamelowe (żaluzjowe) są specjalną wersją okien obrotowych. Stanowią one ciąg umieszczonych poziomo wydłużonych skrzydeł okiennych obracających się wokół poziomej osi obrotu.
- Szczegóły
- Kategoria: Wydanie 1/2006
W świetle przepisów i norm, montaż systemów oddymiania, w których jeden z najistotniejszych elementów to napęd, jest koniecznością m.in. w średniowysokich budynkach mieszkalnych, centrach i pasażach handlowych, niektórych budynkach użyteczności publicznej. Elektryczne napędy dostarczają, oprócz bezpieczeństwa, również komfort sterowania oknem oraz nowe możliwości jego wykorzystania. Elektryczny siłownik to dziś jeden z najczęściej oferowanych osprzętów dla wymagających odbiorców okien.
 |
| System wentylacji na pilota przy wykorzystaniu napędu łańcuchowego ACI |
Nowe możliwości dzięki napędom elektrycznym
Zastosowanie elektrycznego siłownika do otwierania okna umożliwia wykorzystanie tego okna w systemie oddymiania lub w systemie naturalnej wentylacji.
Wspólne podłączenie w/w napędów elektrycznych, regulatorów temperatury Variostat, elektrycznych osłon przeciwsłonecznych (markiz lub żaluzji), jak również opcjonalnie automatyki pogodowej (m.in. czujników pogodowych, regulatorów temperatury), do centrali sterującej umożliwia stworzenie komfortowego systemu sterowania oraz kompleksowe zarządzanie całą siecią. Dzięki zaplanowaniu funkcji i działań systemu, takie rozwiązanie umożliwia kontrolę i obniżenie kosztów zużycia energii całego budynku.
Nowa technologia napędów
Firma D+H Mechatronic oferuje siłowniki do prawie wszystkich typów okien. Małe rozmiary napędów nie burzą koncepcji wnętrza. Napędy D+H zastosować można do okien fasadowych, dachowych, świetlików dachowych, a różnorodność konsol mocujących umożliwia szerokie zastosowanie bez względu na rodzaj okna i sposób jego otwierania.
Okna otwierane napędami elektrycznymi mogą być wykorzystywane w kompleksowym systemie wentylacji firmy D+H, dla budynków każdego rodzaju, sterującym pojedynczymi oknami lub też kompleksowo: ogrodami zimowymi, oszklonymi pasażami, budynkami biurowymi, centrami handlowymi, salami konferencyjnymi itp.
 |
| Centrum Targowe EXPO, Hannover – system naturalnej wentylacji D+H |
 |
| Okna wyposażone w siłowniki D+H |
Okna w systemie oddymiania
Wykorzystanie nowoczesnych technologii umożliwia spełnienie funkcji oddymiania poprzez wykorzystanie otworów w dachu i zastosowanie klap dymowych lub poprzez okna oddymiające – okna wyposażone w odpowiednie siłowniki.
Najczęściej dostawcą okien/fasad na budowę jest ich producent lub dystrybutor. Aby utrzymać gwarancję, dostawca montuje okna wraz z siłownikami. Należy jednak pamiętać, że napędy służące do oddymiania powinny spełniać odpowiednie normy i posiadać odpowiednie aprobaty i certyfikaty.
Zasada działania okiennego systemu oddymiania
Podczas powstawania pożaru i rozprzestrzeniania się dymu w budynku natychmiast, za pomocą siłowników, otwierają się okna oddymiające. Zadziałanie siłowników spowodowane jest otrzymaniem sygnału z czujki dymowej, bądź z przycisku oddymiającego, a całością systemu zarządza centrala.
W celu polepszenia naturalnego ciągu, stosuje się w dolnych częściach budynku dodatkowe otwierane elementy, doprowadzające świeże powietrze. Funkcję tę można uzyskać wykorzystując otwierane na zewnętrz okna lub drzwi elektrycznym siłownikiem drzwiowym DDS.
Dodatkowo elektrycznie sterowane urządzenia do odprowadzenia dymu i gorąca mogą służyć do codziennej, naturalnej wentylacji pomieszczeń.
 |
| Okno oddymiające z siłownikiem łańcuchowym KA-TW, otwarte podczas pożaru |
 |
| Napęd łańcuchowy KA 21 umożliwiający otwieranie okna dachowego przy współpracy z żaluzjami zewnętrznymi |
Napędy do okien jako element systemu oddymiania
Ogromne znaczenie dla rozpoczęcia skutecznej ewakuacji ludzi ma czas otwarcia klap i okien w górnej części budynku oraz urządzeń doprowadzających powietrze z zewnątrz.
Dodatkowo przepisy nakładają konkretne wymogi, które powinny spełniać okna oddymiające. Ma to decydujący wpływ na dobór napędów do okien w systemie oddymiania.
Pomoc w doborze siłowników przy wszystkich niezbędnych warunkach dotyczących wymiarów okien i klap, ich ciężaru, obliczeniowych obciążeń wynikających z norm, sposobu otwierania czy czasu otwarcia, umożliwia specjalny program ServiceTool firmy D+H.
Koncepcja systemu naturalnej wentylacji
W swoim otoczeniu ludzie odczuwają niezbędną potrzebę naturalnego oświetlenia, świeżego powietrza, sprzyjających temperatur i odpowiedniej wilgotności. W bardzo wielu przypadkach te parametry nie są w dostatecznym stopniu spełnione. Przyczyną są najczęściej te miejsca, które uniemożliwiają swobodną wymianę powietrza. Dodatkowo na temperaturę oraz wilgotność powietrza w pomieszczeniach mają wpływ urządzenia biurowe oraz inne instalacje budynku jak np. ogrzewanie i oświetlenie.
Zamknięte i klimatyzowane budynki odchodzą do przeszłości. Sterowanie naturalną wentylacją stanowi optymalne uzupełnienie lub jest alternatywą dla konwencjonalnych urządzeń klimatyzacyjnych. Kreatywne wykorzystanie światła naturalnego i świeżego powietrza staje się jednym z podstawowych planów koncepcyjnych budynku.
Systemy przewietrzania, opracowane przez firmę D+H Mechatronic, wykorzystują naturalne źródła energii oraz podstawowe prawa z zakresu fizyki budowli dla zapewnienia zdrowego i przyjaznego klimatu wewnątrz budynku. Umożliwiają również kontrolowaną wymianę powietrza w ściśle określonych pomieszczeniach, dzięki precyzyjnemu sterowaniu otwarcia okien oraz innych urządzeń wentylacyjnych.
 |
| Centrala VCM 1004 umożliwiająca sterowanie wieloma urządzeniami |
 |
| Ogród zimowy z klapami wentylacyjnymi otwieranymi siłownikami elektrycznymi |
Zalety systemu naturalnego przewietrzania
. Zapewnienie w pomieszczeniach naturalnego, zdrowego klimatu dla lepszego samopoczucia przebywających w nich ludzi.
. Zapobieganie powstawaniu grzybów i pleśni na elementach budynku dzięki odprowadzaniu nadmiaru pary wodnej.
. Oczywiste oszczędności przy realizacji eksploatacji budynku poprzez całkowitą rezygnację lub ograniczenie do niezbędnego minimum urządzeń klimatyzacyjnych.
. Ograniczenie zużycia energii.
. Niskie koszty eksploatacji i konserwacji systemu.
. Wzrost atrakcyjności i wartości rynkowej obiektu.
. Doskonały image projektanta i inwestora dzięki stosowaniu rozwiązań chroniących środowisko naturalne.
Magdalena Mazur
D+H Polska Sp. z o.o., Wrocław
patrz też:
- Specjalność: oddymianie , Robert Sienkiewicz, Świat Szkła 4/2010
- Okna żaluzjowe - idealna wentylacja i oddymianie , Tadeusz Michałowski, Świat Szkła 4/2008
- Automatyka do okien żaluzjowych, D+H, Świat Szkła 4/2008
- Okna lamelowe , Tadeusz Michałowski, Świat Szkła 1/2006
- Elektryczne napędy - nowe możliwości , Magdalena Mazur D+H, Świat Szkła 1/2006
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Wysoka adsorpcja względnie desorpcja gazu oraz niska higroskopijność mogą znacznie skrócić czas użytkowania szyby zespolonej. Ponadto niewłaściwa wielkość cząsteczek środka osuszającego może prowadzić do niezamierzonego przestoju zautomatyzowanego urządzenia napełniającego, co spowoduje zmniejszenie jego wydajności.
Ilość powietrza desorbowaną przez sito molekularne w wysokiej temperaturze można łatwo wyznaczyć. Dla sita molekularnego 3A przyjęta w branży wartość porównawcza wynosi maksymalnie 25 ml powietrza na 250 ml środka osuszającego przy temperaturze 70°C. W przypadku sita molekularnego 4A wartość ta może wzrosnąć do 600 ml powietrza, a więc 24-krotnie w tych samych warunkach badawczych.
Jeżeli użyjemy takiego środka adsorpcyjnego w elemencie szkła zespolonego, powstaną znaczne wybrzuszenia, które doprowadzą do znacznych naprężeń szkła. Skutkiem tego jest powstanie nieklarownej przejrzystości szkła i jego krótszy okres użytkowania. W przypadkach ekstremalnych może dojść do pęknięć szkła. Następujące wyliczenia przedstawiają skutki adsorpcji/desorpcji na szkle w przypadku dwóch różnych elementów szkła zespolonego, przy czym jeden jest wypełniony sitem molekularnym 3A a drugi sitem molekularnym 4A.
Wyliczenie opiera się na następujących danych:
- wielkość szyby (dł.x szer.): 50x35cm
- rozstaw szyb: 16 mm
- grubość szyb: 4 mm
Warunki produkcji:
- temperatura: 25°C;
- względna wilgotność powietrza: 50%;
- ciśnienie powietrza: 1013 mbar;
Warunki w miejscu eksploatacji:
- temperatura: 25°C
- względna wilgotność powietrza: 50%;
. ciśnienie powietrza: 1013 mbar;
Rodzaj środka osuszającego:
- sito molekularne 3A, względnie 4A
Ilość środka osuszającego: 80g
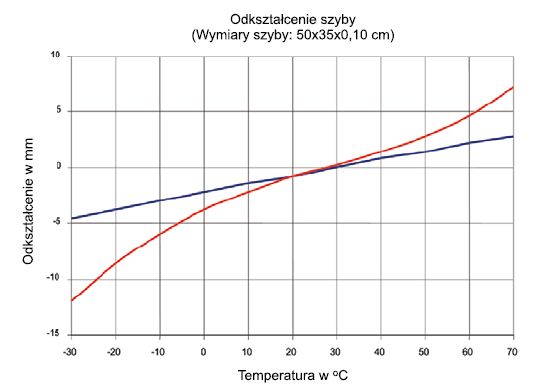
Wykr. 1. Zależne od temperatury wklęśnięcie i wybrzuszenie w dwóch identycznych elementach ze szkła zespolonego, przy czym jeden z nich jest wypełniony sitem molekularnym 3A (linia niebieska) a drugi sitem 4A (linia czerwona)
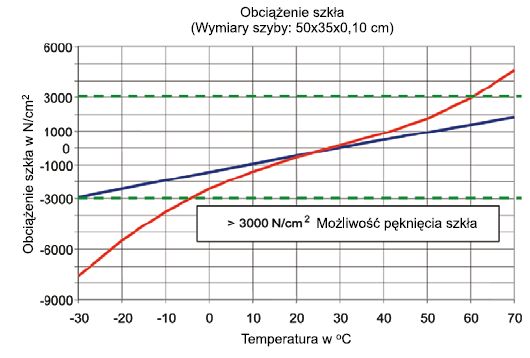
Wykr. 2. Zależne od temperatury mechaniczne obciążenie w dwóch identycznych elementach ze szkła zespolonego, przy czym jeden z nich jest wypełniony sitem molekularnym 3A (linia niebieska) a drugi sitem 4A (linia czerwona). Obszar między obu zakreskowanymi liniami pokazuje zakres, w którym obciążenie szyby niesie z sobą małe ryzyko.
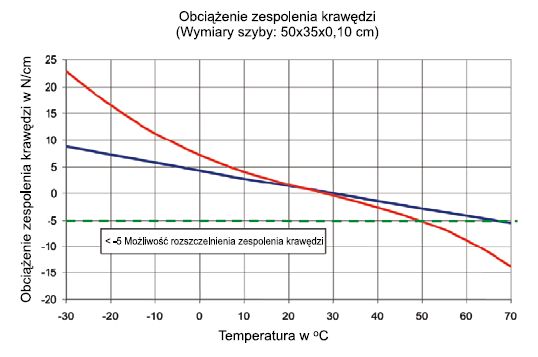
Wykr. 3. Zależne od temperatury obciążenie zespolenia krawędzi w dwóch identycznych elementach ze szkła zespolonego, przy czym jeden z nich jest wypełniony sitem molekularnym 3A (linia niebieska) a drugi sitem 4A (linia czerwona). Obszar powyżej zakreskowanej linii pokazuje zakres, w którym obciążenie zespolenia krawędzi niesie z sobą małe ryzyko
Z wykresów wynika, że im większa różnica temperatury między miejscem produkcji a miejscem eksploatacji elementów szkła zespolonego, tym bardziej pogłębiają się wklęśnięcia i wybrzuszenia. W przypadku zastosowania sita molekularnego 4A ryzyko pęknięcia szkła i obciążenia zespoleń krawędziowych jest wyraźnie większe niż w przypadku zastosowania sita 3A. W przypadku elementów szkła zespolonego wysokiej jakości długość eksploatacji ocenia się na ok. 25 lat. Okres ten ulega znacznemu skróceniu, jeżeli element taki jest poddawany zwiększonym obciążeniom. Wynika z tego, że użycie wysokiej jakości sita molekularnego 3A jest nieodzowne do wyprodukowania elementu ze szkła zespolonego wysokiej jakości.
Aby zoptymalizować długość eksploatacji elementu ze szkła zespolonego, konieczne jest zwiększenie własności pochłaniania wilgoci przez sito molekularne. Zależy ona od początkowej – produkcyjnej zawartości wilgoci oraz od równomiernego jej wchłaniania przez środek odwadniający. Wstępna, możliwie niska zawartość wilgoci w sicie molekularnym uwaunkowana jest poprawnym procesem wyprażania, chłodzenia, odpowiedniego opakownia i przechowywania. Z kolei w czasie procesu produkcyjnego koniecznym jest skracanie do minimum czasu pomiędzy napełnieniem ramki sitem, a oczekiwaniem na pełne zespolenie szyb.
Równomierne wchłanianie wilgoci jest uzależnione od chemiczo-fizycznych właściwości syntetycznie otrzymanego zeolitu (sita molekularnego) oraz sposobu jego łączenia z odpowiednim lepiszczem tak, aby uzykac końcową postać kulki o zadanej średnicy. Złe proporcje substancji aktywnej (sita) i lepiszcza, a także ich słaba homogenizacja mogą powodowac nadmierne pylenie finalnego produktu lub jego zwiększoną, niekorzystną twardość a także zmniejszoną pojemność adsorpcyjną.
Opracowany w latach 70. poprzedniego stulecia, przy współudziale firmy Grace oraz wprowadzony do produkcji szkła zespolonego test Delta-T jest stosunkowo łatwą do przeprowadzenia metodą sprawdzania sprawności działania sita molekularnego w celu określenia jego zdolności funkcjonowania. Mierzony jest wzrost temperatury w danej mieszaninie wodnej sita molekularnego, przy czym wzrost ten jest miarą wyzwalanego podczas adsorpcji ciepła.
Badanie to jest wprawdzie akceptowane w przemyśle, jednak jest uznawane jedynie za wystarczający wskaźnik poziomu aktywności, a nie za bezwzględną miarę potencjału adsorpcyjnego sita molekularnego. Badania wykazują, że potencjał adsorpcyjności sit molekularnych z różnych źródeł, dostępnych w sprzedaży na rynku europejskim, może różnić się jakością nawet do 40%. Wszystkie wykazują jednak określony minimalny wzrost temperatury.
Podawane w kartach charakterystyki produktu różnice temperatur Delta-T powinny być poparte samym opisem pomiaru, wskazówkami dotyczącymi zestawu do wykonania badania oraz graniczna różnica temperatur, poniżej której producent nie zaleca zasypywania ramki sitem.
Brak tych danych przy jednoczesnym wykonywaniu pomiarów na przypadkowym zestawie prowadzi do wielu błędów i wyciągania złych wniosków co do lepszej lub gorszej Delta-T.
Dobór i ilość lepiszcza ma także wpływ na końcowy wynik pomiaru a tym samym na pojemność adsoprcyjną wyrobu. Dlatego też to producent, dostarczając metodykę pomiaru, warunki brzegowe testów i zestaw pomiarowy, decyduje jednoznacznie o parametrach oferowanego adsorbentu.
Ramka dystansowa
Sita molekularne o odpowiedniej wielkości kuleczek umożliwiają wygodne i szybkie napełnianie ramek dystansowych.
Proces napełniania niesie ze sobą potencjalne niebezpieczeństwo tworzenia pyłu, który działa w następujący sposób:
1. Badanie wzrokowe – pył na powierzchniach szkła i ramek jest wyraźnie widoczny.
2. Obecność pyłu wpływa ujemnie na przyczepność środka uszczelniającego i prowadzi do skrócenia okresu eksploatacji.
3. Automatyczne systemy napełniające mają tendencję do zaburzeń funkcjonowania w przypadku intensywnego występowania pyłu.
4. Intensywne występowanie pyłu w przypadku zaistnienia niekorzystnych okoliczności może prowadzić nawet do wystąpienia warunków szkodliwych dla załogi producenta szkła zespolonego.
Poprzez dobór odpowiednich środków wiążących oraz wprowadzenie nowoczesnych technologii np. granulacji producenci sit molekularnych mogą minimalizować powstawanie pyłu. Należy przy tym uwzględnić, że spoiwa są z reguły naturalnymi materiałami nieorganicznymi, wydobywanymi metodami górniczymi. W przypadku takich materiałów istnieje niebezpieczeństwo, że zawierają szkodliwe stężenia włókien i kwarcu oraz ich skład mineralny jest zmienny. Stąd też spoiwa używane w Europie do produkcji sit molekularnych są poddawane stałej kontroli jakości.
Wielkości kuleczek sit molekularnych muszą ściśle odpowiadać ostrym wymaganiom specyfikacji, aby zapewnić bezawaryjną pracę urządzeń napełniających.
Wiadomo, że kuleczki nieodpowiedniej wielkości blokują urządzenia napełniające i powodują ich przestój. Następnym punktem krytycznym jest ciężar nasypywanego środka odwadniającego. Producent szkła zespolonego kupuje go według wagi, natomiast przetwarza według objętości.
Stąd też przy ocenie ekonomicznej należy bardzo dokładnie przeanalizować wzajemną relację ciężaru materiału nasypywanego i zdolności pochłaniania wilgoci.
W obliczu wszystkich tu wymienionych wątpliwości niektórym użytkownikom może wydawać się bardzo dziwne, że produkty, których zdolność adsorpcyjna wynosi tylko 60% zdolności sita molekularnego dobrej jakości i których naturalne właściwości adsorpcyjne mogą prowadzić do powstawania wybrzuszeń i pęknięć szkła, w ogóle są akceptowane na rynku europejskim.
Możliwe, iż wychodzi się z założenia, że produkty te spełniają wymagania Normy Europejskiej prEN 1279. Gdyby tak było, należy wziąć pod uwagę, że norma ta reguluje jedynie wymagania dotyczące możliwości adsorpcyjnych środka osuszającego. Inne ważne właściwości produktu, takie jak adsorpcja i desorpcja gazu, trwałość mechaniczna i wytwarzanie pyłu przez środek odwadniający, kinetyka pochłaniania wody i możliwie jednolity rozkład wielkości kuleczek nie są regulowane w normie prEN 1279.
| Wybór środka osuszającego:
Odpowiedzialność za użycie środka osuszającego z nieznanego źródła pochodzenia spoczywa wyłącznie na producencie szkła zespolonego. Dla własnego bezpieczeństwa powinien on żądać dostarczenia świadectwa pochodzenia towaru, który otrzymuje. Poza tym dostawca ma obowiązek w każdej chwili udowodnić na podstawie dokumentacji technicznej, że jego produkty spełniają wszystkie wymagania europejskich standardów przemysłowych. Jest to konieczne, aby utrzymać wysoki poziom jakości europejskich wyrobów ze szkła zespolonego i być godnym zaufania użytkowników. |
Andreas Keinath, Martin Newsom
Glaswelt 10/05
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Minęły czasy gdy nasze domy miały okna tylko w salonach i sypialniach. Dziś tzw. ślepa kuchnia to przeszłość. Również coraz więcej łazienek ma okno.
W tych pomieszczeniach zaparowywanie szyb to jednak wciąż duży problem.
Z jednej strony zależy nam na tym, by łazienka i kuchnia były wietrzone, z drugiej, by nie uciekało zbyt dużo ciepła.

Najoryginalniejszy wzór szyby ornamentowej
to Niagara. Fot. OKNOPLAST – Kraków
Szczelnie, ale nie do przesady
Bardzo ważnym elementem okien zarówno w kuchni jak i w łazience jest funkcja rozszczelniania.
Dzięki temu mechanicznemu rozwiązaniu nawet nie otwierając całkowicie okna, chociażby ze względu na panujące na dworze zimno, zapewniamy dopływ powietrza do pomieszczenia.
W nowoczesnych oknach producenci dodatkowo instalują okucia z możliwością rozszczelniania. Oznacza to, że klamka w położeniu pomiędzy „otwarte” a „zamknięte”, zapewnia dopływ świeżego powietrza do wnętrza.
 |
| Najpopularniejszą szybą ornamentową jest Chinchilla. Fot. OKNOPLAST – Kraków |
Zaparowanym szybom – „nie”
Podwójne znaczenie w łazience i kuchni ma Termoramka. Jest to oferowana przez OKNOPLAST - Kraków specjalna ramka ze stali szlachetnej znajdująca się wewnątrz szyby. Nie widać jej na pierwszy rzut oka, jednak jej zalety odczujemy bardzo szybko. Termoramka zmniejsza uciekanie ciepła do tego stopnia, że w połączeniu z szybą Thermoline 1,0, może zmniejszyć opłaty za ogrzewanie nawet o 10 proc. Dzięki jej konstrukcji zmniejsza się też zaparowywanie szyb.
Tradycyjne ramki wewnątrzszybowe są zmontowane z kilku krótszych elementów. Termoramka to profil ze stali szlachetnej wypełniony w środku absorbentem wilgoci, wygięty tak, by pasować do całości okna. Termoramka spełnia wymogi normy DIN V 4108 znanej w całej Unii Europejskiej.
 |
| Podwójne znaczenie w łazience i kuchni ma Termoramka. Fot. OKNOPLAST – Kraków |
Atrakcyjny mat
W łazience problemem może być zasłonięcie okna. Z jednej strony jest to miejsce intymne, z drugiej typowe zasłony czy żaluzje nie będą pasować charakterem. Rozwiązaniem może być zamontowanie w oknie łazienkowym szyby matowej lub ornamentowej. Gładka lub w delikatny wzór urozmaici wnętrze i stanie się jednocześnie jego ozdobą. Np. szyba Chinchilla ma duże walory rozpraszania światła, dzięki czemu nie jesteśmy widoczni z zewnątrz. Z drugiej strony jej wzór jest najmniej rzucający się w oczy.
 |
| Nawet zwykła szyba float poddana piaskowaniu może urozmaicić wnętrze. Fot. OKNOPLAST – Kraków |
Zuzanna Reda, Monika Monastyrska,
więcej informacji: Świat Szkła 1/2006
- Szczegóły
- Kategoria: Wydanie 1/2006
Wzrost gospodarczy w 2005 roku szacowany jest na około 3,2%. Jest to wskaźnik niższy od zakładanego w budżecie na 2005 r., niższy również od osiągniętego w roku 2004, kiedy notowano wysoki, ponad 5% wskaźnik wzrostu. Osłabienie tempa wzrostu w 2005 r. uzasadniane jest często statystycznym efektem "bazy odniesienia", ale najważniejszą przyczyną był brak inwestycji. Nie nastąpił oczekiwany wzrost popytu wewnętrznego. Podstawowym czynnikiem wspomagającym wzrost gospodarczy jest eksport, który notuje wysokie obroty. Szybciej wzrasta eksport niż import, w związku z czym ujemne saldo wymiany zmniejsza się.
| Tab. 1 Podstawowe wskaźniki ilustrujące sytuację gospodarczą Polski |
 |
| Źródło: GUS Biuletyny Statystyczne, Informacje o sytuacji społeczno – gospodarczej kraju */ szacunki |
Pierwsze półrocze 2005 r. charakteryzowało się niskimi wskaźnikami niemal we wszystkich dziedzinach, porównywanymi do bardzo wysokiego poziomu sprzed roku. Od czerwca notuje się wprawdzie w kolejnych miesiącach poprawę wskaźników, ale tempo wzrostu jest zróżnicowane w poszczególnych działach gospodarki.
Korzystne tendencje utrzymujące się w 2005 r. to: wysoka rentowność w sektorze przedsiębiorstw, niska i pod kontrolą inflacja, przełamanie dekoniunktury i wzrost w budownictwie. Odnotowano też rosnące inwestycje, ale wzrost ten jest niższy od oczekiwanego. W drugim półroczu 2005 r. coraz lepsze wskaźniki osiąga produkcja przemysłowa. W 2005 r. powoli poprawiała się sytuacja na rynku pracy; wzrasta zatrudnienie i obniża się bezrobocie. Jednak są to zmiany niewielkie, liczba bezrobotnych wynosi 2,7 mln, a stopa bezrobocia jest najwyższa wśród krajów unijnych.
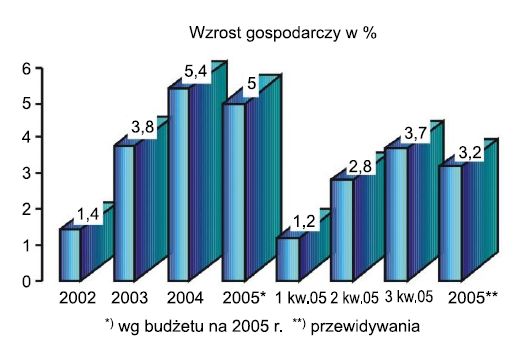
Inflacja
Po niskim poziomie inflacji w 2003 r. i względnie umiarkowanym wzroście w pierwszym kwartale 2004 r. – w kolejnych miesiącach 2004 r. inflacja zwiększyła się do 4,6%. Zaważyły zmiany dostosowawcze związane z akcesją do Unii Europejskiej, w tym zwłaszcza wzrost cen żywności, paliw płynnych i innych nośników energii oraz niektórych surowców i wyrobów hutniczych (ceny wzrastały nawet do 40%). W 2005 r. czynniki proinflacyjne zaczęły powoli ustępować i w listopadzie 2005 r. wskaźnik inflacji zmniejszył się do 1%. Maleją ceny robót budowlanych: z 4,8% w I kwartale 2005 do niewiele ponad 2% w IV kwartale. Ceny producentów w przemyśle w pierwszym półroczu 2005 wzrastały o blisko 10%, obecnie w wielu branżach obserwuje się nawet procesy deflacyjne.
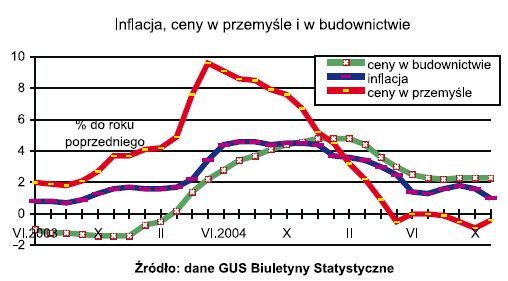
Inwestycje
W okresie dekoniunktury wolumen inwestycji zmniejszył się w Polsce o około ¼. Zahamowanie tych niekorzystnych tendencji nastąpiło w 2003 roku, a po ponad 5% wzroście inwestycji w 2004 r. spodziewano się dalszego ożywienia rynku inwestycyjnego. Oczekiwano na dwucyfrowy wzrost, podobnie jak to miało miejsce w drugiej połowie lat 90. Jest to niezbędne dla utrzymania trwałości wzrostu w gospodarce i kreowania popytu budowlanego.
Dla polskich przedsiębiorstw, które charakteryzują się wysokim udziałem środków własnych w finansowaniu przedsięwzięć inwestycyjnych, dobra kondycja finansowa, jaka ma miejsce w latach 2004-2005, stwarza możliwości przeznaczania większych kwot na rozwój. Jednakże przedsiębiorstwa ostrożnie podejmują decyzje inwestycyjne. Opinie ekspertów wskazują, że duże przedsiębiorstwa przeznaczają na rozwój 55-60% swojej nadwyżki finansowej, a małe firmy inwestują niewiele, bowiem mają trudności z pozyskaniem środków kredytowych na inwestycje.
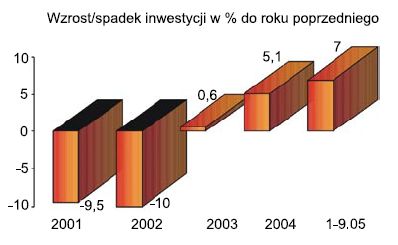
Jest jeszcze wiele innych czynników, które na to wpływają. Są to m.in. oczekiwanie na umocnienie się tendencji pozytywnych w gospodarce, bariery biurokratyczne, niestabilne prawo gospodarcze (szczególnie w zakresie podatków, prawa pracy, ubezpieczeń społecznych). Z przeszkód formalno–prawnych opóźniających podejmowanie inwestycji wymienić można brak planów zagospodarowania przestrzennego, przewlekłe procedury przetargowe, nie zawsze uzasadnione protesty np. ekologów – wprawdzie dopuszczalne prawnie ale opóźniające realizację inwestycji – restrykcyjne przepisy bankowe pozyskiwania kredytów, trudne do pokonania dla małych firm. Bariery te są usuwane, a inwestorzy spodziewają się, że fundusze unijne będą wspomagały rozwój dziedzin najbardziej zaniedbanych np. budownictwo infrastrukturalne (autostrady, szlaki kolejowe), telekomunikację, techniczne uzbrojenia terenów (wodociągi i kanalizacja), ochronę środowiska naturalnego. Jednakże wykorzystanie środków unijnych jest dotychczas bardzo niskie.
Nie można też pominąć wpływu sytuacji politycznej: najpierw oczekiwanie na nowy rząd i na program gospodarczy, teraz ocena realności tego programu i wprowadzania w życie przedwyborczych „obietnic” – są to czynniki uwzględniane w decyzjach inwestycyjnych.
Również zachęty dla inwestorów zagranicznych nie są wystarczająco atrakcyjne, bowiem Polska „przegrywa konkurencję” z krajami sąsiednimi (np. Czechy, Słowacja, Węgry) w przyciąganiu inwestycji zagranicznych.
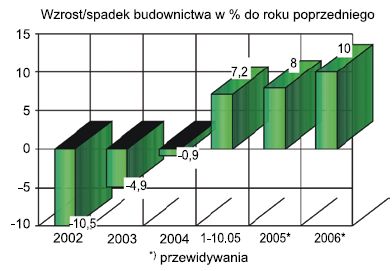
Budownictwo
Budownictwo później niż inne działy gospodarki wychodziło z recesji. Podczas gdy w 2004 r. PKB wzrastał o ponad 5%, a produkcja sprzedana przemysłu o 12%, w budownictwie nie notowano wzrostu, ale był to dla budownictwa ostatni rok bez sukcesów. Już w końcu 2004 r. nastąpiło przełamanie kryzysu i tendencje wzrostowe były coraz bardziej widoczne. Obecnie, o czym rzadko się mówi, jest to sektor o najwyższych wskaźnikach wzrostu w gospodarce. Po 11 miesiącach 2005 r.
budownictwo zanotowało wzrost o 7,3%, chociaż trzeba także pamiętać, że wysokie wskaźniki wynikają też z odniesienia do słabych wyników roku ubiegłego.
W okresie dekoniunktury spadek robót budowlanych wiązał się z ograniczaniem dużych inwestycji, roboty remontowe i modernizacyjne realizowane były przez małe zakłady, które nie odczuwały tak dotkliwie recesji, można nawet powiedzieć, że „łagodziły” dekoniunkturę.
W obecnej sytuacji rynku budowlanego są trzy dziedziny, które należy uznać za najbardziej „rozwojowe”. Różnią się nie tylko pełnionymi funkcjami ale też źródłami finansowania. Po pierwsze jest to budownictwo drogowe i infrastrukturalne. W tej dziedzinie w Polsce są olbrzymie zaniedbania.
Wprawdzie od kilku lat obserwuje się w strukturze budownictwa rosnący udział infrastruktury i dróg, ale jest to dalekie od potrzeb.
Po drugie są to mieszkania. Stan budownictwa mieszkaniowego jest często utożsamiany z całym sektorem budownictwa. Chociaż znaczenie budownictwa mieszkaniowego jest olbrzymie, spełnia ważne funkcje w gospodarce i w odczuciu społecznym determinuje poziom stopy życiowej, jest to zaledwie około 15% wartości produkcji budowlanej.
W Polsce buduje się rocznie około 100 tys. Mieszkań. Jest to niewiele przy potencjalnych potrzebach szacowanych na 1,5 mln mieszkań. Największe potrzeby koncentrują się w grupie osób najuboższych, które nie posiadają mieszkań ale też nie mają środków na zakup lub ich budowę.
Mimo niezaspokojonych i rosnących potrzeb na mieszkania, nie wypracowano w ubiegłych latach spójnej, przejrzystej i realnej koncepcji popierania budownictwa mieszkaniowego. Hasło obecnego rządu 3 mln mieszkań w ciągu 8 lat budzi ogromne wątpliwości i przez specjalistów oceniane jest jako nierealne. Jest to raczej sygnał, że nowy rząd dostrzega problem mieszkalnictwa.
Po trzecie są to dziedziny budownictwa, których rozwój uzależniony jest głównie od inwestorów zagranicznych: wielkopowierzchniowe obiekty handlowe, hotele, budownictwo biznesowo-biurowe, centra logistyczno-magazynowe.
Olbrzymi rozwój tych rodzajów budownictwa w drugiej połowie lat 90. opierał się na kapitale zagranicznym. Po kilkuletnim zahamowaniu wzrostu na skutek dekoniunktury w polskiej gospodarce – obecnie są szanse na przyśpieszenie rozwoju tych dziedzin budownictwa.
Są jeszcze inne sektory budownictwa: przemysłowe wymagające unowocześnienia, obiekty służby zdrowia, kultury, szkolnictwa, sportu, remonty i modernizacja o ogromnych potrzebach.
Tak więc potencjalny popyt na produkcję budowlaną jest olbrzymi. Trzeba stworzyć warunki do przekształcenia popytu potencjalnego na popyt realny, poparty możliwościami finansowymi, a z tym nie było dotychczas najlepiej.
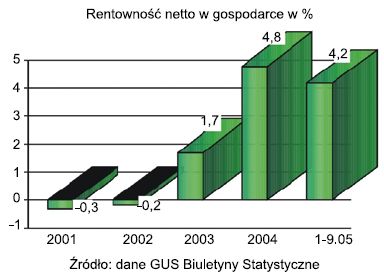
Rentowność sektora przedsiębiorstw
Po kilku latach bardzo niskiej rentowności w sektorze przedsiębiorstw, rok 2004 był rekordowo korzystny. Przedsiębiorstwa wykazały zdolność do generowania zysku, a wskaźnik rentowności netto 4,8% pozwolił na stworzenie rezerw finansowych, z szansami na przeznaczanie ich na rozwój. Ma to istotne znaczenie z punktu widzenia dokonujących się w polskiej gospodarce procesów modernizacyjnych i restrukturyzacyjnych koniecznych dla sprostania konkurencji na jednolitym rynku unijnym.
Wprawdzie zyski w 2005 r. są nieco słabsze niż rok temu, ale średni wskaźnik rentowności netto na poziomie ponad 4%pozwala na utrzymanie dobrej kondycji finansowej w większościfirm. Odnotować należy rosnącą rentowność w 2005 r. od 3,7% w pierwszym kwartale do 4,5% w trzecim.
Nigdy w minionym piętnastoleciu przedsiębiorstwa nie wykazywały tak wysokiej rentowności. Przyczynami tego są: racjonalizacja kosztów pod presją rosnącej konkurencyjności oraz zwiększający się udział eksportu w produkcji. Zyski eksporterów są wyższe niż firm pracujących na rynek krajowy, co świadczy o ich konkurencyjności (nawet przy niekorzystnych wahaniach kursu walut). Wszystkie najważniejsze dziedziny gospodarki (za wyjątkiem transportu lądowego) były w okresie styczeń-wrzesień 2005 r. rentowne.
| Tab. 2 Podstawowe wskaźniki w przemyśle w latach 2002-2005 |
 |
| Źródło: GUS Nakłady i Wyniki Przemysłu */ szacunki |
Przemysł
Działem gospodarki, w którym tendencje wzrostowe były w 2004 r. najbardziej widoczne jest przemysł. Wzrost produkcji sprzedanej wynosił ponad 12%. Ożywieniu temu towarzyszyły korzystne zmiany strukturalne. Największym tempem wzrostu charakteryzowały się działy o relatywnie wysokim i rosnącym udziale produkcji eksportowej. W 2005 r. tendencje wzrostowe w przemyśle ogółem i w wielu dziedzinach uległy pogorszeniu. Szacuje się, że w skali całego roku 2005 produkcja zwiększy się o około 4%, występuje jednak duże zróżnicowanie w branżach: od 10-15% w przemyśle maszyn i urządzeń, instrumentów medycznych, wyrobów z metali do poniżej poziomu roku ubiegłego w przetwórstwie ropy naftowej oraz przemysłach włókienniczych i odzieżowych.
W przemyśle materiałów dla budownictwa presja przedakcesyjna w 2004 roku była bardzo silna, wzmagał się popyt na materiały stosowane w budownictwie, na co wpływ miało oczekiwanie na wprowadzany od 1 maja 2004 r. 22% VAT na materiały budowlane. Kupowano „na zapas”, wzrosły ceny, zwiększały się zapasy u odbiorców. Największy wzrost produkcji przypada na dwa miesiące przed akcesją do Unii Europejskiej (marzec i kwiecień 2004 r.), kiedy sprzedawano o 30-50% więcej materiałów i wyrobów budowlanych. W produkcji materiałów dla budownictwa w pierwszych miesiącach 2005 roku notowano spadek produkcji (produkcję porównywano do bardzo wysokich wyników przed akcesją do UE), a od czerwca 2005 r. w kolejnych miesiącach obserwuje się systematyczny wzrost. Wpływa na to poprawiająca się koniunktura w budownictwie, a w czwartym kwartale wzrost popytu na wyroby przeznaczane do remontów, jest to bowiem ostatni rok przysługującej zniżki remontowej. Podobne tendencje jak w przemyśle ogółem i w produkcji mineralnych materiałów budowlanych obserwowano w branży przemysłu szklarskiego. Po bardzo wysokich wskaźnikach wzrostu w I półroczu 2004, osłabienie tempa wzrostu w drugim półroczu i „odreagowanie efektu bazy” w 2005 roku Produkcja sprzedana szkła i wyrobów ze szkła (wytworzona w zakładów zatrudniających powyżej 50 osób) wynosiła w 2004 roku 6 mld zł cen bieżących, przy zatrudnieniu ponad 36 tys. osób. Około 47% produkcji przypadało na szkło płaskie (również profilowane i poddawane dalszej obróbce), 41% było to szkło gospodarcze, 12% włókna szklane i pozostałe rodzaje szkła. W 2004 roku miał miejsce znaczący wzrost niemal wszystkich asortymentów szkła: szkła stołowego i gospodarczego o około 15%, szkła float o ponad 5%, szkła płaskiego (szyby) o 20%. Również eksport w 2004 r. wzrastał w ujęciu dolarowym o około 20%.
W 2005 r. produkcja nie wykazuje już takich wzrostów m.in. ze względu na porównywanie do bardzo wysokiego poziomu roku poprzedniego. Wpływać na to mogą też nieco słabsze wyniki przemysłu szklarskiego w eksporcie.
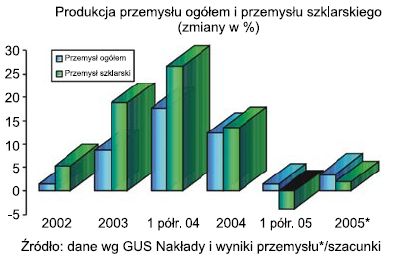
Podsumowanie
Sytuacja w gospodarce w drugim półroczu 2005 r. ulega systematycznej poprawie i wzrost w większości działów jest coraz wyższy. Budownictwo należy do dziedzin o najszybszym
wzroście.
Za trwałą tendencją wzrostu budownictwa w najbliższych latach przemawiają następujące argumenty:
. dobra kondycja finansowa sektora przedsiębiorstw (jeżeli utrzyma się w kolejnych latach) powinna stworzyć warunki dla dwucyfrowego wzrostu inwestycji i wykreować realny popyt budowlany,
. sektor budownictwa dysponuje znaczącym (i niewykorzystywanym obecnie) potencjałem budowlanym, projektowym oraz rozwijającą się i stale unowocześnianą bazą wyrobów dla budownictwa,
. po wstąpieniu Polski do UE zwiększa się dążenie do wyrównywania poziomu i dysproporcji, wywołuje to presję na zbliżenie do standardów zachodnich, a w konsekwencji kreuje popyt na wiele rodzajów budownictwa,
. Polska ma szanse w niespotykanej dotychczas skali na korzystanie z unijnych funduszy pomocowych.
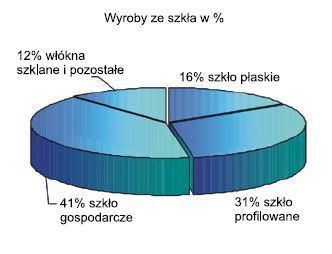
W najbliższych latach w sprzyjających warunkach budownictwo może wzrastać 10-12% rocznie. Po raz drugi w minionym piętnastoleciu polskie budownictwo ma szanse na „duży skok”.
Poprzednio, w połowie lat 90. napływ kapitału zagranicznego wykreował wzrost wielu dziedzin budownictwa, a wprowadzane zasady gospodarki rynkowej i polityka gospodarcza były korzystne dla budownictwa. Obecnie szansą taką jest wejście Polski w struktury unijne i środki pomocowe, z których Polska może korzystać. Jeżeli szansa ta zostanie wykorzystana, powstaną warunki dla rozwoju przemysłów pracujących dla budownictwa, również przemysłu szklarskiego wytwarzającego nowoczesne, o wysokiej jakości wyroby ze szkła coraz powszechniej stosowane w wielu rodzajach budownictwa.
Prof. dr Zofia Bolkowska
Wyższa Szkoła Zarządzania i Prawa
więcej informacji: Świat Szkła 1/2006






















