







Do bardzo popularnego sposobu matowienia oraz zdobienia szkła, ale też innych materiałów, takich jak ceramika, kamień, tworzywa sztuczne, metal czy drewno, używa się piaskarek. Dostępne są różne rodzaje tych urządzeń, oferujące odmienne funkcje i komfort pracy.
Technika piaskowania ma już ponad 140 lat. Opracował ją Benjamin Chew Tilghman, amerykański żołnierz i wynalazca. Ukończył studia prawnicze, jednak nigdy nie pracował w tym zawodzie. Wolał ze swoim bratem podróżować po Europie, odwiedzając laboratoria, zakłady chemiczne, młyny. Legenda głosi, że pomysł użycia piasku do obróbki różnych materiałów powstał, gdy Tilghman obserwował na pustyni smagane piaskiem okna.
Proces piaskowania opracował około 1870 roku i opatentował go – najpierw w USA, później w Wielkiej Brytanii.
Jedną z założonych przez niego firm była Wheelabrator Tilghman, funkcjonująca od 2005 r. jako Grupa Wheelabrator i nadal specjalizująca się w technologiach przygotowywania powierzchni.
Piaskowanie pyłowe i bezpłytowe
Do piaskowania pyłowego wykorzystuje się pistolety inżektorowe bądź ciśnieniowe. Są one podłączane do zasobnika ścierniwa (korundu lub piasku kwarcowego) o pojemności od kilkunastu do powyżej 200 l. Ścierniwo zmieszane z powietrzem jest podawane do dyszy pistoletu pod ciśnieniem roboczym do 7 atm. Dysze (o różnej średnicy) mogą być wykonane ze stali narzędziowej, węglików spiekanych oraz węglika boru, które są ok. 10-krotnie trwalsze od stalowych.
Praca powinna odbywać się na zewnątrz lub w pomieszczeniach wyposażonych w odciągi pyłów o określonej wydajności. Ponieważ operator jest narażony na kontakt ze ścierniwem i produktami piaskowania, konieczna jest praca w odzieży ochronnej: kombinezonie z hełmem i systemem podającym świeże powietrze lub ze specjalną maską z pochłaniaczem. Ponieważ piaskowaniu towarzyszy hałas, należy również podczas dłuższej pracy stosować słuchawki ochronne.
Piaskowaniem bezpyłowym nazywany jest proces odbywający się w piaskarkach kabinowych, które mają zamknięty obieg ścierniwa oraz takich, w których głowica piaskująca jest zabezpieczona specjalną szczotką. Wydostający się z dyszy strumień ścierniwa jest wraz z powstałym w trakcie piaskowania pyłem odsysany przez odciąg, a szczotka zabezpiecza przed wydostawaniem się ścierniwa i pyłów poza głowicę piaskującą. Piaskarki bezpyłowe są znacznie wygodniejsze do obróbki szkła i bezpieczniejsze w użyciu
Piaskarki kabinowe
Proces piaskowania odbywa się wewnątrz kabiny. Dostępne są kabiny o różnym wyposażeniu i wielkości, od bardzo małych, zamkniętych, stosowanych do celów artystycznych i półprofesjonalnych po duże, przelotowe, których najwięcej pracuje w zakładach szklarskich. Głowica do piaskowania jest zabezpieczona specjalną uszczelką szczotkową, zabezpieczającą przed wydostawaniem się na zewnątrz ścierniwa i pyłów podczas piaskowania. Bezpieczny wziernik kabiny, umożliwiający kontrolę procesu przez operatora, powinien być wykonany z dwóch szyb: zewnętrznej hartowanej i wewnętrznej float.
Urządzenia takie mogą być przenośne, przez co są bardzo funkcjonalne i znajdują zastosowanie nie tylko w niedużych zakładach, ale też jako uzupełnienie parku maszynowego, używane wówczas, gdy uruchomienie dużej maszyny jest nieuzasadnione. Piaskarki są tanie w eksploatacji i zużywają stosunkowo niedużo sprężonego powietrza.
Większe kabiny najczęściej mają własne, wewnętrzne oświetlenie jarzeniowe.

Zwykły piasek jest znakomitym ścierniwem. Na zdjęciu widać kawałek szkła z butelki „obrobiony” przez piasek i fale
morskie (fot. autor)

Spośród bogatej oferty kabin do piaskowania można z łatwością wybrać urządzenie odpowiadające wielkością i funkcjami (fot. Arts & Hobby)
Duża jest oferta wolnostojących kabin o wysokości ok. 160 cm, szerokości ok. 100 cm i głębokości ok. 60 cm. Do ich pracy konieczne jest zapewnienie dopływu powietrza w ilości min. 350 l/min.
Inne wymiary to np. 190x220x80 cm, 200x436x96 cm, 270x500x160 cm, ale dostępne są też urządzenia większe. Najczęściej stosuje się ciśnienie robocze od 4 do 6 bar, choć spotykana jest też większa rozpiętość parametrów: od 3 do 10 bar; im większa kabina, tym większy wymagany przepływ powietrza.
Powszechnie stosowanym rozwiązaniem jest nieruchoma kabina i przesuwany na specjalnym podajniku obrabiany materiał. Dostępne są też rozwiązania odwrotne: nieruchomo umieszczona tafla szkła jest obrabiana w kabinie poruszającej się ruchem posuwisto-zwrotnym.
Najmniejsze piaskarki kabinowe są wykorzystywane do zdobienia przedmiotów użytkowych, takich jak np. kubki czy kufle, zarówno obrabiane w niewielkich partiach, jak i przy produkcji seryjnej. Jednak głębokie piaskowanie, podobnie jak dokładnie powtarzalna obróbka powierzchni są utrudnione, gdyż głowica ze szczotką zasłania operatorowi widok. Cena tych urządzeń to około 4 do 4,5 tys. zł. System odciągu i filtracji pyłów jest zwykle umieszczony wewnątrz kabiny. Jeśli tak nie jest, konieczne jest zastosowanie dodatkowego systemu filtracji i odciągu pyłów (zespół odpylający). Często dostępnym wyposażeniem jest dodatkowy pistolet, służący do oczyszczania przedmiotów piaskowanych. Urządzenia nie są drogie, m.in. dzięki zastosowaniu inżektorowej technologii przygotowania ścierniwa.
Podczas użytkowania tego rodzaju maszyn, należy szczególnie starannie dobierać dysze, gdyż muszą one być odpowiednie dla danej grubości ścierniwa.
Również ogromne znaczenie ma materiał, z jakiego wykonana jest dysza. Dysze ceramiczne szybko zużywają się podczas pracy ścierniwem o większej gradacji. Znacznie odporniejsze są dysze z węglików spiekanych, np. z węglika boru. Pod względem konstrukcji piaskarki kabinowe można podzielić na ręczne, półautomatyczne i automatyczne. Natomiast ze względu na zasadę działania dzielą się na piaskarki inżektorowe (zasysające) oraz ciśnieniowe.
Piaskarki ręczne
W ręcznych piaskarkach kabinowych cały proces obróbki szkła wykonywany jest przez operatora. Dotyczy to zarówno załadunku tafli, jej przesuwu, jak i piaskowania. W tych urządzeniach można matowić szkło o wysokości 100-120 cm. Szerokość tafli jest mniej istotna, bowiem nie musi znajdować się w kabinie cała.
Piaskarki ręczne znajdują zastosowanie do zdobienia m.in. drzwi szklanych. Są stosunkowo tanie – od 10 tys. zł., ale obróbka materiału jest czasochłonna i wymaga dużego nakładu pracy.
Piaskarki półautomatyczne
Urządzenia te są wykorzystywane przede wszystkim do obróbki całych powierzchni tafli szkła. Większość piaskarek można używać do matowienia elementów o wysokości powyżej 160 cm, zaś największe umożliwiają piaskowanie tafli szkła o wysokości 3 m. Proces piaskowania odbywa się ręcznie, natomiast obrabiany materiał jest przesuwany automatycznie. W trakcie pracy operator urządzenia może, nie przerywając piaskowania, sterować szybkością i kierunkiem przesuwu materiału. Przyśpiesza to znacznie proces piaskowania oraz pozwala operatorowi skoncentrować się na obrabianym detalu. Urządzenia te kosztują powyżej 20 tys. zł.
Piaskarki automatyczne
To najbardziej zaawansowane technicznie urządzenia. Po załadowaniu tafli szkła na pas transportujący operator programuje na panelu dotykowym zakres pracy, a jej wykonanie powierza automatowi. Dzięki temu możliwe jest bardzo dokładne odwzorowanie zaplanowanego rysunku oraz całkowita powtarzalność wykonywanych wzorów.
Maszyny są wyposażone w różne funkcje, zaś w bardziej zaawansowanych modelach możliwe jest ustawianie programów piaskowania, pozwalających np. matowić tylko wybrane fragmenty szkła. Piaskarki automatyczne są szczególnie przydatne do wykonywania wzorów na większych powierzchniach. Ceny tych urządzeń wynoszą od 50 tys. za urządzenia chińskie, do ponad 100 tys. za maszyny o sprawdzonej, wysokiej jakości.
Piaskarki inżektorowe
W tych urządzeniach ścierniwo jest zasysane ze zbiornika piaskarki. W głowicy inżektorowej (pistolecie) powietrze łączy się z zasysanym ścierniwem, dzięki czemu z dyszy wydostaje się strumień o odpowiednich, zaplanowanych parametrach. Należy przy tym zdawać sobie sprawę z faktu, iż energia kinetyczna, z jaką cząstki ścierniwa uderzają w oczyszczaną powierzchnię, jest w piaskarkach inżektorowych zdecydowanie mniejsza niż w ciśnieniowych.
Piaskarki inżektorowe są funkcjonalne, mają stosunkowo nieduże zapotrzebowanie na sprężone powietrze, przez co koszty ich eksploatacji nie są wysokie. Te przenośne urządzenia są powszechnie wykorzystywane w małych zakładach szklarskich oraz dużych firmach jako urządzenie dodatkowe.

Piaskarka ręczna sprawdzi się podczas niedużych prac - będzie przydatna np. do piaskowania naczyń ozdobnych, takich jak kufle, talerze oraz do prac artystycznych (fot. autor)
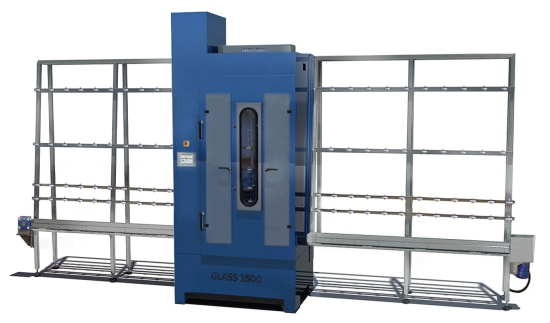
Do prac na dużych powierzchniach oraz przy dużej częstotliwości wykonywania usług niezastąpiona jest kabinowa
piaskarka automatyczna (fot. SANT-TECH)
Piaskarki ciśnieniowe
Ścierniwo znajduje się w zbiorniku ciśnieniowym, w którym jest mieszane ze sprężonym powietrzem i podawane bezpośrednio do dyszy piaskującej. Następnie ścierniwo z komory kabiny wpada do zbiornika, skąd ponownie jest pod dużym ciśnieniem podawane jest do głowicy czyszczącej. Takie rozwiązanie jest nawet ok. 4-krotnie skuteczniejsze od inżektorowego. Na koszt urządzenia – co najmniej dwukrotnie wyższy niż piaskarek inżektorowych – ma wpływ zbiornik ciśnieniowy wraz z osprzętem odpowiadającym za prawidłową pracę piaskarki.
Piaskarki ciśnieniowe nie są w zakładach szklarskich powszechne - zalecane są przede wszystkim przy piaskowaniu głębokim, gdyż znacznie skracają jego czas. Są natomiast popularne do piaskowania elementów staliwnych oraz w zakładach kamieniarskich ze względu na wysoką efektywność obróbki używanych przez nie materiałów.
Kompresory
Do pracy piaskarek niezbędny jest kompresor, zapewniający właściwy strumień powietrza. Za konieczne minimum dla piaskarek bezpyłowych uznaje się wydajność w granicach 600-700 l/min, nawet przy zastosowaniu małych dysz o średnicy 5-6 mm (im większa średnica dyszy, tym większe zapotrzebowanie na sprężone powietrze).
Kompresory różnią się nie tylko wydajnością, ale też możliwym do uzyskania ciśnieniem, wielkością zbiornika oraz poborem mocy. Ciśnienie wpływa na efektywność piaskowania: im wyższe, tym lepsze rezultaty pracy, mniejszy pobór powietrza i szybsze postępy pracy.
Bardzo ważne jest, aby trafiające do piaskarki powietrze było całkowicie suche. W procesie sprężania wytwarza się znaczna ilość ciepła – powietrze staje się na tyle gorące, że po opuszczeniu sprężarki skrapla się woda. Jest ona następnie wyłapywana i usuwana w osuszaczach, nazywanych również schładzarkami. Znajdują się one między zbiornikiem kompresora a zespołem filtracyjnym.
Ze względu na konstrukcję spotyka się kompresory (sprężarki) łopatkowe, śrubowe oraz tłokowe. W większości są to urządzenia elektryczne, choć jest też oferta spalinowych.
Kompresory łopatkowe
Są to konstrukcje znane od lat 50. ub. wieku, o prostej zasadzie działania: powietrze jest sprężane między ruchomymi, obracającymi się mimośrodowo łopatkami. Dostępne są urządzenia o wydajności od ok. 0,10 l/min po sprężające kilkanaście m3 na minutę.
Możliwe do uzyskania ciśnienie to 10 bar. Urządzenie może być z obudową lub bez, zbiornik powietrza może być umieszczony poziomo lub pionowo. W zależności od jego wielkości, kompresor może być kompaktowy, przenośny lub przeznaczony do trwałego umieszczenia na podstawie.
Głównym elementem sprężarki łopatkowej jest wirnik, w którym umieszczone są łopatki, obracający się mimośrodowo w obudowie. Wirnik jest wprawiany w ruch obrotowy za pomocą silnika i pod wpływem siły odśrodkowej wysuwają się z niego łopatki, które przylegają do ścianki obudowy. W powstałych przestrzeniach jest sprężane powietrze. W celu uzyskania poślizgu łopatek na ściance obudowy w trakcie procesu sprężania wtryskiwany jest olej. Po wyjściu z komory sprężającej powietrze z olejem trafia na płaszcz metalowy, gdzie następuje separacja oleju od powietrza (skuteczność wynosi 98%). Następnie powietrze trafia do separatora oleju, gdzie zostaje ostatecznie oddzielone, olej zaś powtórnie trafia do obiegu.
Mniejsza masa łopatek i wirnika oraz mniejsza prędkość obrotowa silnika sprawiają, że kompresory łopatkowe pracują niemal całkowicie bezwibracyjnie.
Kompresory śrubowe
Urządzenia te charakteryzują się zwartą budową: mechanizm sprężarki jest umieszczony na poziomym zbiorniku. Zależnie od jego wielkości, kompresor może być mobilny, wyposażony w kółka, lub stacjonarny.
Wiąże się to z wagą, która może sięgać nawet powyżej 500 kg. Dostępne są urządzenia o mocy od kilku do kilkunastu kW i ciśnieniu roboczym od kilku do kilkunastu bar. Wraz z wydajnością (podawaną przez producentów w l/min, m3/min albo m3/h) i mocą wzrasta też poziom hałasu generowanego przez kompresor, od powyżej 60 dB do ponad 80 dB.
Przykładowe, podstawowe dane techniczne niewielkich kompresorów tłokowych to: wydajność 48 m3/h, ciśnienie robocze 8 bar, moc silnika 5,5 kW, głośność 68 dB, waga 270 kg. Duże urządzenia, przeznaczone do wykonywania większych prac mogą mieć: wydajność 90 m3/h, ciśnienie robocze 15 bar, moc silnika 15 kW, głośność 72 dB, wagę 520 kg.
Obecnie większość urządzeń jest wyposażona w układ mikroprocesorowego sterowania sprężarką. Umożliwia to łatwą obsługę, a operator jest na bieżąco jest informowany o parametrach pracy (w tym o temperaturze modułu i ciśnieniu roboczym), czasie pracy i liczbie godzin pozostałych do przeglądu serwisowego.
Kompresory śrubowe mogą mieć także wyposażenie dodatkowe, w postaci osuszacza oraz filtrów: wstępnego oraz dokładnego. Warto korzystać z kompresorów, zaawansowanych technicznie, w których znajdują się m.in. układy zabezpieczające, informujące użytkownika o rodzaju usterki i wyłączające automatycznie sprężarkę, zabezpieczając ją w ten sposób przed poważniejszym uszkodzeniem. Urządzenie można uruchomić dopiero po zlikwidowaniu usterki i skasowaniu alarmu.
Kompresory tłokowe
Urządzenia te są oceniane jako bardziej niezawodne i trwalsze od śrubowych. Są też bardziej zaawansowane technicznie dzięki przekładni pasowej, umożliwiającej zastosowanie w agregacie pompującym oraz silniku odrębnych systemów chłodzących. Wytwarzają ciśnienie 8-10 bar, są jednak głośniejsze. Najmniejsze urządzenia są wyposażone w silnik o mocy poniżej 2 kW, malutki zbiornik o pojemności powyżej 20 l i wydajność ok. 19 m3/h. Ważą też niewiele powyżej 40 kg. W dużych kompresorach tłokowych silnik o mocy powyżej 7 kW umożliwia pracę przy ciśnieniu 10 bar. Zbiornik ma pojemność 500 l, a urządzenie waży niemal 300 kg.
Oczyszczanie pyłów
W kabinach do piaskowania stosuje się systemy oczyszczania pyłów. Jest to konieczne zarówno z powodu ochrony środowiska, jak też ekonomiki – odzyskane ścierniwo może być ponownie użyte do obróbki szkła.
Stosuje się odciągi pyłów (zespoły odpylające) oraz tzw. cyklony (separatory ścierniwa).
Separatory
Urządzenia te w trakcie pracy piaskarki oddzielają pył od ścierniwa, które następnie powraca do kabiny do ponownego wykorzystania. Zalecane są do używania podczas intensywnego, ciągłego piaskowania, zarówno inżektorowego, jak i ciśnieniowego. Zastosowanie cyklonu umożliwia oddzielenie ścierniwa, które wraca z powrotem do piaskarki, od pyłu i zanieczyszczeń powstających podczas obróbki szkła. Separator może mieć również wbudowane sito wyłapujące zanieczyszczenia obce (np. kawałki szkła oraz zanieczyszczenia pochodzące z obrabianego przedmiotu).
W przypadku niedużych kabin, separator ścierniwa umieszczony jest nad zbiornikiem ciśnieniowym piaskarki. Działa na zasadzie cyklonu, z regulowaną prędkością unoszenia pyłów, co umożliwia ciągłą regenerację ścierniwa, które po oczyszczeniu kierowane jest ponownie do obiegu.

Kompresor tłokowy z manometrem (fot. autor)

Do oczyszczania powietrza z pyłów stosuje się m.in. separatory cyklonowe (fot. SANT-TECH)
W niektórych piaskarkach bezpyłowych również stosuje się separatory, które umieszcza się wewnątrz zbiornika. Można go łatwo wyjąć i usunąć powstałe przy pracy odpady. Poniżej wlotu powrotnego ścierniwa może być umieszczone sito wyłapujące przypadkowo zassane większe zanieczyszczenia, co zapobiega zatykaniu się dysz i przewodów.
Separator kieruje ponownie do obiegu ścierniwo całkowicie pozbawione zanieczyszczeń. Dzięki temu możliwe jest zachowanie niezmienionych parametrów pracy, co jest bardzo istotne w przypadku dekoracyjnego piaskowania szkła.
Wszystkie parametry robocze, takie jak szybkość pracy, czyszczenie filtrów, wybór trybu (automatyczny - ręczny) programowane są na panelu roboczym cyklonu. Urządzenia są wyposażone w tłumiki akustyczne zmniejszające poziom wytwarzanego hałasu.
Zespoły odpylające
Zespoły odpylające są to urządzenia średnio- lub podciśnieniowe, przeznaczone do odciągania pyłów oraz cząstek stałych z maszyn do obróbki metali, drewna, szkła i tworzyw sztucznych, a w szczególności z urządzeń piaskujących. Mogą pracować w systemie ciągłym lub przez określony czas.
Wyposażone są w wentylator promieniowy, w filtr przeciwpyłowy oraz filtr z włókniny poliestrowej (może być wzmocniony siatką), a także w układ automatycznego strzepywania wkładów filtracyjnych. Dzięki odpowiedniej budowie filtra, powierzchnia filtracyjna ma nawet kilkanaście metrów kwadratowych. Odpylacze mają rożną wielkość – dostępne są też kompaktowe odpylacze przenośne, z kółkami transportowymi. Różnią się m.in. mocą, pojemnością zbiornika, siłą ssącą oraz – oczywiście – wagą.
Jeśli kabina nie została fabrycznie wyposażona w odpylacz, możliwe jest dokupienie agregatu odciągowego.
Ścierniwa
Jeszcze do niedawna do piaskowania powszechnie używało się zwykłego piasku, starannie przesianego z zanieczyszczeń. Było to bardzo skuteczne ścierniwo, jednak powstające pyły są szkodliwe dla zdrowia. Dlatego obecnie używa się innych ścierniw, o rożnej gradacji. Wielkość ziarna jest bardzo istotna, gdyż ten sam materiał może mieć różne zastosowanie. Przykładowo do obróbki szkła stosuje się elektrokorund o gradacji 100 (piaskowanie) lub 180 (fototechnologia).
Najpopularniejszym obecnie ścierniwem jest elektrokorund, ok. 50-krotnie trwalszy od piasku.
Węglik krzemu
Jest to materiał ceramiczny, będący związkiem krzemu z węglem, otrzymywany w temperaturze ok. 2400°C. Pod koniec XIX w. E. G. Acheson opracował i opatentował metodę otrzymywania węglika krzemu, polegającą na reakcji krzemionki i węgla w piecu elektrycznym.
Do dzisiaj jest ona stosowana w nieznacznie tylko zmodyfikowanej formie. Materiał charakteryzuje się odpornością na nagłe zmiany temperatury i utleniające działanie powietrza, dużą wytrzymałością mechaniczną i twardością (9,5 wg skali Mohsa). Z tego względu jest też nazywany czasami karborundem, gdyż jego twardość, zawiera się pomiędzy twardością diamentu i korundu.

Elektrokorund zwykły jest obecnie najpopularniejszym ścierniwem (fot. autor)
Węglik krzemu dostępny w granulacjach od 0,212 mm do 1,400 mm. Znajduje zastosowanie do obróbki materiałów twardych i kruchych, jak szkło, węgliki spiekane, również do obróbki kamienia (np. w liternictwie
nagrobkowym), produkcji narzędzi ściernych, wyrobów nasypowych (papiery i płótna ścierne) oraz materiałów ogniotrwałych.
Elektrokorund zwykły
Jest to najtrwalsze ścierniwo syntetyczne wielokrotnego użytku (do 20 cykli), otrzymywane na bazie tlenku glinu (min. 95%). Ma kolor brązowy. Twardość powyżej 9 w skali Mohsa. Elektrokorund brązowy jest dostępny w granulacjach od 0,090 mm do 0,500 mm.
Używany jest do piaskowania, zdobienia i obróbki szkła (matowienie, grawerowanie), piaskowania części pojazdów mechanicznych (nie powoduje rdzewienia powierzchni), do czyszczenia stali zwykłej, metali kolorowych, metali ciężkich, kamienia, drewna, cegły.
Jest też wykorzystywany w przemyśle kamieniarskim (liternictwo nagrobkowe), w produkcji narzędzi ściernych (tarcze, segmenty ścierne), przeznaczonych do obróbki materiałów o wysokiej wytrzymałości – przede wszystkim stali, oraz w produkcji wyrobów nasypowych, a także w przemyśle materiałów ogniotrwałych i ceramicznych.
Elektrokorund szlachetny
Materiał ten jest otrzymywany z tlenku glinu o wysokim stopniu czystości, w procesie wytopu w piecu elektrycznym łukowo-oporowym. Charakteryzuje się najwyższa czystością chemiczną (min. 99% AI203), ma barwę białą. Dostępne granulacje zawierają się w przedziale od 0,053 mm do 0,090 mm. Ten elektrokorund jest stosowany do obróbki powierzchni ze stali kwasoodpornej, metali kolorowych i aluminium, do matowienia i zdobienia szkła, produkcji narzędzi ściernych, wysokoglinowych materiałów ogniotrwałych i ceramiki szlachetnej oraz elektrotechnicznej, a także w precyzyjnym odlewnictwie, stomatologii (protetyka).
Elektrokorund półszlachetny
Nazywany jest też mieszanym, zawiera około 97% Al203. Ma właściwości pośrednie pomiędzy elektrokorundem 99A i 95A. Jego ziarna są ostre i bardzo wytrzymałe, a jednocześnie kruche.
Stosowany jest do produkcji narzędzi ściernych, obróbki stali kwasoodpornej, metali kolorowych, kamienia i szkła, produkcji materiałów ogniotrwałych, czyszczenie kokili, form metalowych oraz konstrukcji stalowych, a także jako materiał antypoślizgowy w posadzkach przemysłowych.
Granulat szklany
Ziarna o ostrych krawędziach mają twardość 6-7 w skali Mohsa i barwę białą, zieloną lub brązową. Znajdują zastosowanie przede wszystkim tam, gdzie nie chodzi o nadawanie powierzchni chropowatości lecz o czyszczenie detali bez ich uszkodzenia. Dlatego stosowany jest często do matowienia i satynowania. Jest to materiał pozbawiony żelaza, często stanowi zamiennik elektrokorundu zwykłego i szlachetnego.
Granulat szklany jest używany do obróbki dekoracyjnej materiałów miękkich (metale lekkie, tworzywo sztuczne, drewno, szkło), matowienia stali szlachetnej, chromowej, szkła technicznego i gospodarczego, czyszczenia graffiti na powierzchniach betonowych i tynkach, renowacji fasad klinkierowych oraz kadłubów statków.
Mikrokulki szklane
Początkowo stosowane były w przemyśle lotniczym do prac, w których inne ścierniwa powodowały uszkodzenie geometrii lub obrabianych powierzchni, gdyż nie powodują ścierania erozyjnego. Mikrokulki są trwałe, okrągłe, obojętne chemicznie i mają gładką powierzchnię. Im mniejsza granulacja mikrokulek, tym wolniejszy proces obrabiania powierzchni, przy czym materiał o dużej średnicy nadaje jej wygląd perłowy, zaś o małej – bardziej matowy.
Stosowane są do czyszczenia, uszlachetniania lub wzmacniania obrabianych powierzchni. Stosuje się je zarówno do metali (stal, metale nieżelazne), jak i niemetali (szkło, kamień, tworzywa sztuczne).
Zofia Habro
Autorka dziękuje panu Cyprianowi Marciszowi z firmy SANT-TECH za konsultację merytoryczną.


Zofia Habro
Autorka dziękuje panu Cyprianowi Marciszowi z firmy SANT-TECH za konsultację merytoryczną.
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 6/2012






















