







Laminowanie szkła ma na celu stworzenie szkła bezpiecznego poprzez wzmocnienie jego struktury oraz zapobiegnięciu fragmentacji rozbitej szyby na niebezpieczne dla zdrowia i życia elementy. Kiedyś szkło bezpieczne stosowane było głównie w branży motoryzacyjnej (szyby samochodowe, które w trakcie wypadku nie ulegają rozpadowi i nie powodują skaleczeń).

Dziś, z powodu trendów zmierzających ku ustawicznemu zwiększaniu bezpieczeństwa, a co za tym idzie, zaostrzaniu się norm związanych z ochroną życia i zdrowia, szkło laminowane – bezpieczne – znajduje zastosowanie już nie tylko w budynkach użyteczności publicznej, ale również coraz częściej trafia do naszych domów.
Z punktu widzenia technologii szkło laminowane może być produkowane na kilka sposobów. Najbardziej rozpowszechnionymi metodami jest laminowanie przy użyciu foli, przy czym wykorzystuje się dwa typy folii: PVB oraz EVA.
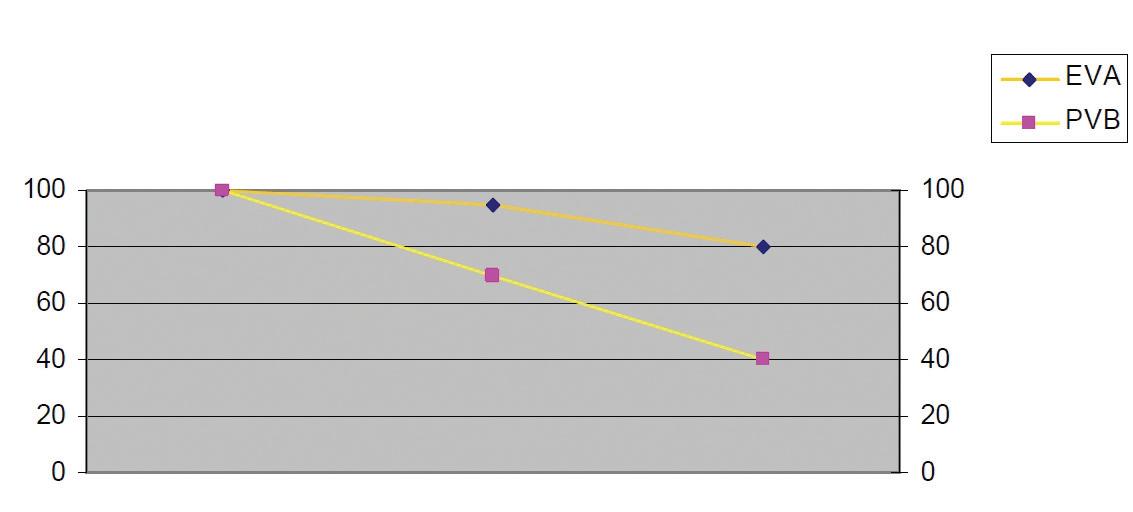
Porównanie zmian adhezji w temperaturze pokojowej 20OC folii PVB i EVA
Folia PVB wymaga użycia znacznie bardziej zaawansowanego technologicznie parku maszynowego, zapewnienia odpowiednich warunków przechowywania folii, ze szczególną wymaganiami co do temperatury czy wilgotności powietrza w magazynie i na linii produkcyjnej.
W przypadku foli PVB istnieje możliwość delaminacji (rozwarstwienia się) szyb pod wpływem wody. Jest to powodem bardzo kosztownych w usunięciu reklamacji produktu. Kiedyś główny argumentem przemawiającym za technologią PVB była różnica w cenie folii, dziś sytuacja rynkowa spowodowała spadek cen.
Wymagania, jakim trzeba sprostać przy laminowaniu PVB powodują, że większość firm decyduje się na inwestycje w maszyny pracujące w technologii EVA. Ta folia nie wymaga tworzenia specjalnych, klimatyzowanych magazynów, a proces jest znacznie mniej skomplikowany, dzięki czemu zmniejszamy ryzyko wyprodukowania wadliwego produktu.
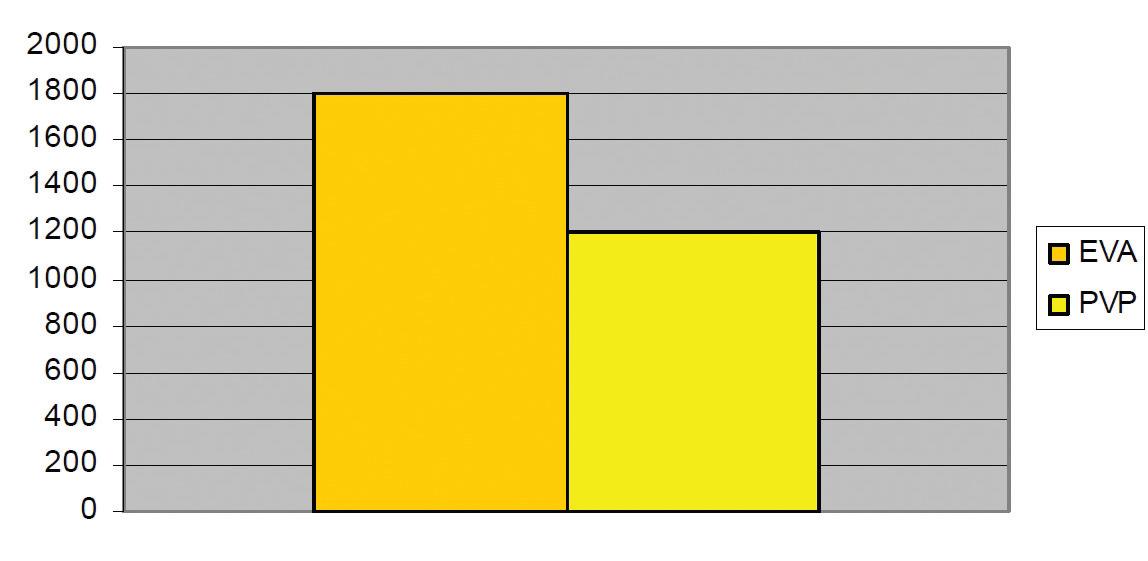
Wynik testu wilgotności dla folii PVB i EVA laminowanej ze szkłem
Folia EVA w odróżnieniu od „konkurentki” nie absorbuje wody, dlatego krawędzie laminowanych formatek nie wymagają zabezpieczania w przypadku, gdy produkt będzie narażony na działanie wilgoci w pomieszczeniu czy powodowanej warunkami atmosferycznymi.
Producenci poszerzają cały czas gamę dostępnych materiałów, tworzą materiały ukierunkowane do konkretnych rozwiązań. Przykładem może być folia EVA firmy PUJOL o nazwie „Massive”, która jest folią typu high transpartent . Produkt ten przeznaczony jest do produkcji szkła charakteryzującego się dużą przejrzystością, przy zachowaniu możliwie jak najniższych kosztów.
Znajduje to zastosowanie przy produkcji balustrad czy laminowaniu szkła hartowanego, gdzie wymagane jest zastosowanie kilku warstw folii, co w przypadku folii o mniejszej przejrzystości może stanowić znaczący problem.
Folią przeznaczoną do produkcji grafik, w tym również laminowania materiałów organicznych, jest produkt o nazwie EVA LAM 80-120. Pozwala on na prace w dwóch zakresach temperatur, co ma kluczowe znaczenie przy laminacji materiałów łatwo topliwych, które w standardowej temperaturze pracy (ok. 130°C) mogłyby ulec zniszczeniu bądź odkształceniu. Dzięki możliwości pracy w temperaturze 80°C eliminuje się ten problem, co znacząco rozszerza ofertę materiałów dekoracyjnych (insertów), które możemy wykorzystać przy laminowaniu.
Wybierając materiały do laminowania warto zwrócić uwagę na kilka podstawowych parametrów, jakimi charakteryzuje się kupowany produkt. Do najważniejszych parametrów należy przejrzystość, siła połączenia (przyczepność) – co pozwala określić trwałość połączenia. Równie ważne są filtry, jakie posiada folia, jak np. filtr UV, dzięki któremu zalaminowana szyba może nie tylko chronić wnętrze przed szkodliwym oddziaływaniem promieni UV, ale również sama szyba jest zabezpieczona przed działaniem tych promieni. Użycie do laminowania folii kolorowej niezabezpieczonej filtrem UV z pewnością spowoduje jej odbarwianie po jakimś czasie.

Uniwersalny piec do laminowania foliią EVA. Produkty można wkładać do pieca poziomo i pionowo.
Warto podkreślić że nie tylko dla „świętego spokoju” ale również, a może przede wszystkim, dla pewności, że oferowany produkt będzie najwyższej jakości i będzie spełniał wszystkie stawiane przed nim wymagania, powinniśmy zwrócić uwagę, czy wybrane do laminowania materiały posiadają odpowiednie certyfikaty, które potwierdzą parametry deklarowane przez producenta czy dystrybutora materiałów.
Równie ważnym elementem procesu laminowania, pozwalającym na bezproblemową produkcję szkła bezpiecznego jest maszyna, w której laminowanie zostanie przeprowadzone.
Wzory folii EVA i inserty do wlaminowania
Prawidłowo zaprojektowana oraz zbudowana maszyna powinna zapewnić kilka ważnych z punktu widzenia użytkownika parametrów, jak np. równy rozkład temperatur w komorze grzewczej. Jest to bardzo ważne, szczególnie przy pracy z formatkami dużych gabarytów. Istotna jest również jakość użytych komponentów maszyny, w tym najważniejszych, takich jak pompa próżniowa, grzałki, czy układ sterowania (elektronika zastosowana w maszynie). Jeśli będą dobrej jakości, renomowanych, światowych marek, to pozwolą na długoletnie, bezproblemowe użytkowanie maszyny, a w przypadku awarii pozwolą na łatwy dostęp do części zamiennych. Tania, często chińska automatyka bywa „nietypowa” i znalezienie zamiennika staje się bardzo trudne.

Folie dekoracyjne
Bardzo ważna jest obsługa interfejsu. Powinna być prosta, wręcz intuicyjna, co ogranicza zaistnienie „błędu ludzkiego”, czyli pomyłek operatorów. Kolejnym ważnym elementem jest kieszeń w której wytwarzamy próżnię. Ważna jest również grubość materiału, jaki został użyty do jej produkcji, a co za tym idzie trwałości kieszeni. Stosowanych jest kilka sposobów uszczelniania silikonowej torby. Wśród użytkowników maszyn panują różne poglądy na temat tych rozwiązań i ewentualnych problemów z obsługą.

Folia z diodami LED
Planując zakup maszyny warto rozważyć możliwość kupienia urządzenia od producenta, który posiada w swojej ofercie również folie. Nabywając całą technologie (maszynę oraz materiały) z jednego źródła wykluczamy wiele problemów. Nie możemy zapomnieć że producenci, jak np. PUJOL, już w chwili pracy nad nowym typem folii, jeszcze na etapie testów laboratoryjnych dobiera właściwości folii do maszyny własnej produkcji, co zapewnia pełną kompatybilność produktów.
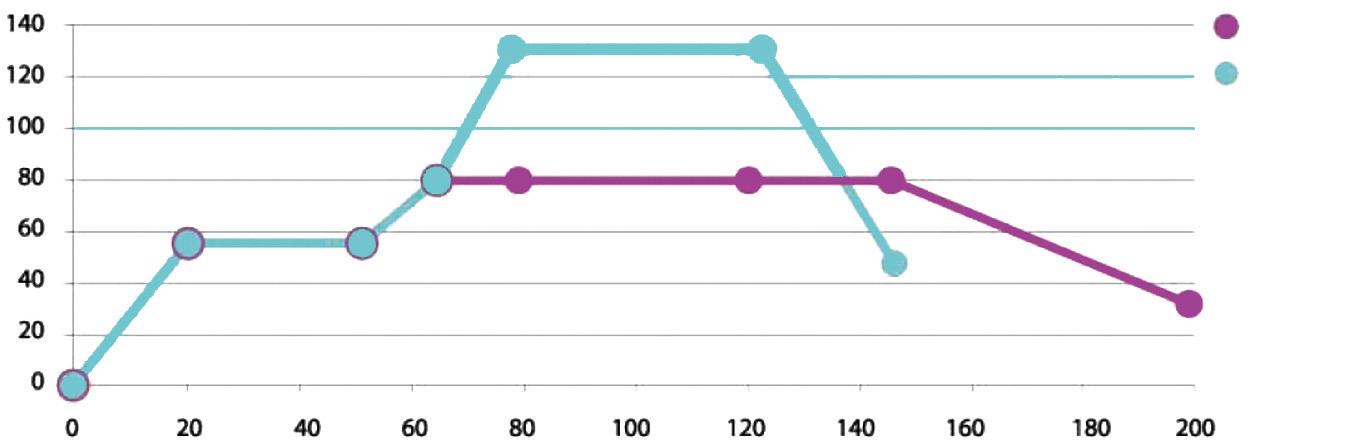
wykres procesu laminowania folii Evalam 80/120
Częstym problemem, sygnalizowanym przez użytkowników maszyn, są kłopoty z prawidłowym zestawieniem ze sobą tych dwóch podstawowych elementów: folii i maszyny. W sytuacjach problematycznych dostawca folii winą za złej jakości produkt obarcza maszynę, analogicznie natomiast, producent maszyny zrzuca winę na kiepskiej jakości produkt. Nabywając całą technologie z jednego źródła wykluczamy ten problem, a w sytuacjach, kiedy potrzebujemy pomocy czy doradztwa technicznego, możemy swoje pytania kierować do jednego adresata.
Wybierając markę maszyny dodatkowo warto zwrócić uwagę na to, czy jej producent/dystrybutor posiada rozwinięty na ternie naszego kraju serwis. Serwisowanie maszyny producenta nie posiadającej swojego przedstawicielstwa na terenie Polski bywa bardzo kosztowne i kłopotliwe. Rozwiązanie nawet błahego problemu trwa bardzo długo, co powoduje duże straty spowodowane przestojem w pracy maszyny.
Akcesoria do laminowania folią EVA
Biorąc pod uwagę powyższe stwierdzimy, że nie zawsze cena jest jedynym słusznym argumentem za kupieniem takiej, a nie innej maszyny. Często maszyny tanie w zakupie bywają drogie i kłopotliwe w eksploatacji.
Arkadiusz Krauschar
MEKANIKA
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 2/2013






















