Okna w Wielkiej Brytanii otwierają się... na zewnątrz. Ten pojedynczy fakt wystarcza, by ten rynek okien zdecydowanie różnił się od tego, do czego przyzwyczajeni jesteśmy „na kontynencie”. Różnice te przejawiają się we wszystkich aspektach projektowania, produkcji i montażu okien.
Specyfika „angielskich” systemów okiennych
Nasze przywiązanie do okien otwieranych do środka powoduje, że próbujemy rozpatrywać okna systemów angielskich w tych samych kategoriach. Szybko jednak okazuje się, że różnice są o wiele głębsze i sięgają podstawowych założeń konstrukcyjnych profili i systemów.

W terminologii stolarki okiennej funkcjonuje określenie kompletu profili podstawowych, tzw. „set”. Obejmuje on profil ramy, skrzydła i listwy przyszybowej (czasami także słupka), gdyż te profile stanowią zdecydowaną większość materiału wykorzystywanego do produkcji okien. W przypadku okien otwieranych na zewnątrz ten podstawowy zestaw musi zostać poszerzony o jeszcze jeden profil, a mianowicie o tzw. słupek Z.
Utrzymanie zasady szklenia od wewnątrz (choć i tu mamy pewne zaszłości i nadal niewielki procent okien szklonych od zewnątrz) powoduje konieczność przeniesienia przylgi na drugą stronę ramy (jej „odwrócenie”) w przypadku sąsiadujących kwater stałych i otwieranych. To pociąga za sobą konieczność rozwiązania problemu przylgi na słupku pomiędzy różnymi kwaterami. Do tego służy właśnie słupek Z, utrzymujący linię przylg po obu stronach, umożliwiając jednocześnie utrzymanie szklenia od wewnątrz. Jako, że historycznie w Wielkiej Brytanii kwatery są znacznie mniejsze niż te, do których jesteśmy przyzwyczajeni, okna sześcio-, dziewięcio- i więcej kwaterowe nie są niczym niespotykanym. To z kolei powoduje konieczność łączenia różnego typu słupków w celu utrzymania linii przylgi. Ma to swoje konsekwencje w obróbce profili. Konieczność zgrzewania słupka Z (dotąd nie udało się opracować alternatywnej technologii) powoduje, że zdecydowana większość producentów okien decyduje się również na wgrzewanie słupków T w celu zachowania jednorodnej estetyki okien wielokwaterowych.

Rys. 1. Aluplast ideal 70 – system profili do produkcji okien otwieranych na zewnątrz
Powyższe ma kolosalne znaczenie już dla projektowania poszczególnych profili w systemach otwieranych na zewnątrz. Utrzymanie systemów wzmocnień, odwodnień i odpowietrzeń powoduje, że w systemach tego typu znajdujemy znacznie większą ilość osi symetrii, niż w systemach kontynentalnych. Profile ram (oczywiście poza przylgą) i słupków stałych są niemal w większości całkowicie symetryczne wg osi pionowej. To umożliwia budowanie konstrukcji niemożliwych, lub trudnych do osiągnięcia przy innych systemach, a obecnych w tradycji anglosaskiej, jak np. konstrukcje skrzydeł w skrzydłach (np. w drzwiach typu „stable doors”, gdzie otwarte może być całe skrzydło, lub tylko jego górna część).
Kolejną konsekwencją przyjętego sposobu otwierania okien jest system jego uszczelniania. Konieczność umożliwienia montażu odwróconych ram i słupków uniemożliwia zastosowanie potrójnego systemu uszczelek.
(...)
Odmienny proces produkcyjny
Różnica w sposobie otwierania powoduje, że produkcja okien angielskich jest zdecydowanie odmienna od tej, która standardowo stosowana jest, np. w polskich fabrykach okiennych.
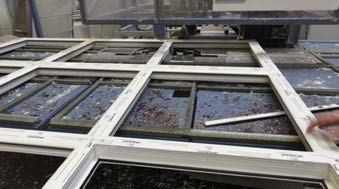
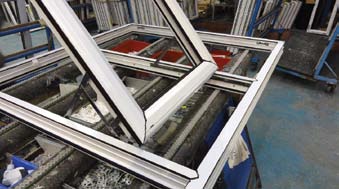
Już na etapie cięcia profili pojawia się pewna osobliwość. Bardzo często na jedną, prostokątną ramę okienną składa się sześć, a nie cztery odcinki ramy. Wynika to z konieczności zachowania zasady montażu listew przyszybowych od środka pomieszczenia, zarówno w skrzydłach „T” otwieranych na zewnątrz, jak również w ramach z kwaterami stałymi. W pobliżu stanowiska cięcia profili PVC znajduje się zgrzewarka 1-głowicowa, na której zgrzewa się czołowo ze sobą, odwrócone odcinki ramy. W miejscu zgrzewu przypada podział okna na kwaterę otwieraną na zewnątrz i stałą (fot. 1-3).

Fot. 1

Fot. 2

Fot. 3
Po zgrzaniu usuwa się ręcznie wypływki. Kolejna operacja przeprowadzana na specjalnej pile polega na wykonaniu w ramach wycięcia „V”, w miejscach, gdzie później będzie zgrzewany słupek (fot. 4-6).

Fot. 3

Fot. 4

Fot. 5
Kolejny etap produkcji to zgrzewanie słupków. Do tego celu służą specjalne zgrzewarki wyposażone w lustro grzewcze w kształcie krzyża (fot. 7 i 8).

Fot. 7

Fot. 8
Do połączonych wcześniej ze sobą słupków dogrzewa się boki ramy. To tego przeznaczone są zgrzewarki 3 lub 4-głowicowe, w układzie równoległym (liniowym). Środkowe głowice zaopatrzone są lustra grzewcze w kształcie litery „V” (fot. 9, 10).

Fot. 9

Fot. 10
Efektem tego etapu produkcji są półfabrykaty, składające się ze słupków i dwóch boków oscieżnicy (fot. 11 i 12).

Fot. 11

Fot. 12
Następnie przystępuje się do końcowego etapu zgrzewania ościeżnicy – połączenia z pozostałymi bokami. Tą operację przeprowadza się już na standardowych zgrzewarkach, np. 4-głowicowych (fot. 13).

Fot. 13
Po zakończeniu skomplikowanego procesu zgrzewania przystępuje się do oczyszczania zgrzewów. Zabieg ten najczęściej wykonuje się ręcznie, za pomocą specjalnych dłuteł kształtowych (fot. 14 i 15).

Fot. 14

Fot. 15
Niektórzy producenci posiadają odpowiednio przystosowane czyszczarki numeryczne (fot. 16, 17). Często spotykanym zabiegiem jest polerowanie zgrzewów w celu osiągnięcia odpowiedniej jakości powierzchni połączeń (fot. 18).
Fot. 16

Fot. 17

Fot 18
Kolejny etap to montaż okuć „nożycowych”. Operacja ta wykonywana jest na jednym stanowisku, bez podziału na osobne okuwanie ram i skrzydeł. Instalacja elementów okuć nie wymaga stosowania takich narzędzi, jak np. szablony do zawiasów (fot. 19, 20).
Fot. 19

Fot. 20
Zazwyczaj ostatnim etapem procesu produkcji jest docięcie, na odpowiednią długość, listew przyszybowych. Większość okien opuszcza fabryki bez szyb, co stanowi zdecydowaną różnicę w porównaniu np. z polskimi fabrykami.
Na podstawie powyższego opisu procesu produkcji widać, że do wykonania angielskich okien otwieranych na zewnątrz niezbędne są specjalne maszyny i urządzenia. Większość polskich producentów nie posiada takiego parku maszynowego. Również kolejność poszczególnych etapów jest zdecydowanie odmienna od standardu. Wykonywanie na jednej linii produkcyjnej okien standardowych i angielskich, otwieranych na zewnątrz, może być bardzo trudne a wręcz niemożliwe.
Aby zaoferować swoje produkty na okiennym rynku brytyjskim konieczne jest spełnienie dwóch bardzo ważnych kryteriów:
1. Posiadanie specjalnego systemu profili do okien otwieranych na zewnątrz, np. aluplast Ideal 70.
2. Dostosowanie parku maszynowego i procesu produkcji.
Marcin Szewczuk
ALUPLAST
Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacji: Świat Szkła 9/2014






























