







Niniejsze opracowanie stanowi zebranie wniosków płynących z poprzednich artykułów opisujących przyczyny delaminacji szyb VSG. Mimo faktu, że prężnie rozwija się gałąź przemysłu związanego z foliami do laminacji szkła i szeroka gama produktów oferuje nam również te o wysokich parametrach użytkowych, unikanie pewnych błędów czy stosowanie szczególnych technologii i rozwiązań na różnych etapach inwestycji pozwoli na zapobiegnięcie delaminacji, dłuższe użytkowanie laminatów bez wad, a co za tym idzie oszczędności czasu, materiału i robocizny – czyli środków finansowych.
Wskazówki dla projektantów
Szkło laminowane w dobrze zaprojektowanej fasadzie będzie poddane mniejszemu ryzyku rozwinięcia się delaminacji. Już na tym etapie detale mają znaczenie. Znajomość kilku ważnych zagadnień jest zatem niezbędna.
Długotrwała obecność wody w kontakcie z folią jest częstą przyczyną mętnienia i odbarwienia folii. Otwory odwadniające powinny zostać przewidziane oraz zaprojektowane w taki sposób, aby unikać zastoisk wody [1] i zapewnić odpowiednie jej odprowadzenie. Nie zaleca się wystawiania nieosłoniętej krawędzi laminatu na warunki atmosferyczne, na przykład jak w przypadku balustrad szklanych znajdujących się na zewnątrz.
Popularnym rozwiązaniem jest poręcz zamontowana na tej krawędzi szyby, osłaniająca ją od działania czynników pogodowych. Jeśli zależy nam na całoszklanej balustradzie bez poręczy, folia SGP jest tutaj lepszym rozwiązaniem. Są już na rynku dostępne także specjalne typy folii PVB, których producent jako zaletę podaje odporność na czynniki zewnętrzne i tym samym nadają się one do stosowania w laminatach, których krawędzie pozostają odkryte.
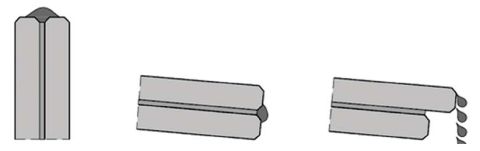
Rys. 1. Stojąca woda w otwartej krawędzi w szkleniu pionowym i poziomym. Stosowanie kapinosa w przeszkleniach poziomych to rozwiązanie zapobiegawcze [2]
Kompatybilność. Zagadnienie zgodności chemicznej to temat na szczęście coraz częściej podejmowany. Ważna jest świadomość, jak bardzo aspekt ten może wpływać nie tylko na delaminację w szkle laminowanym, ale także na wiele innych interakcji między różnymi elementami składowymi fasady. Testowanie i wybieranie kompatybilnych produktów pozostających lub potencjalnie mogących wejść w kontakt z folią to czynność, którą powinno się wykonywać już podczas projektowania detali [1].
Trzeba podkreślić, że wskazane jest każdorazowe testowanie produktów będących w kontakcie, takich jak na przykład podkładki do szklenia, uszczelniacze, uszczelki, kleje i membrany. Ponieważ producenci zmieniają z biegiem czasu skład chemiczny produktów, może to wpłynąć na ich kompatybilność, mimo, iż testy wcześniejszych serii produkcyjnych nie wykazały niezgodności.
Złotą zasadą jest, że im mniej różnych materiałów znajduje się w okolicy krawędzi laminatu, tym mniejsze jest ryzyko, że zajdzie reakcja zmniejszająca adhezję w szybie VSG. A zatem, na etapie projektowania dobrą praktyką będzie możliwe unikanie kontaktu międzywarstwy na przykład z uszczelniaczami. Występowanie potencjalnego zjawiska degradacji może zostać znacznie ograniczone w przypadku braku bezpośredniego kontaktu [3].
Pod kątem wytrzymałościowym zaleca się minimalną grubość laminatu - 1,52 mm (4 warstwy), a dla szyb o większych wymaganiach wytrzymałościowych nawet do 2,29 mm (0,090”) [4].
Szklenie strukturalne. Przy szkleniu strukturalnym, dla szyb o zmniejszonej szerokości silikonu strukturalnego szczególnie ważne jest, aby minimalizować zjawisko delaminacji. Nie jest właściwym zwyczajem, aby podążać za specyfikacją, gdzie delaminacja jest dopuszczona do momentu, kiedy nie pogarsza właściwości wizualnych. Powinno się raczej dopasowywać dopuszczalną delaminację do szerokość silikonu strukturalnego [1].
Wskazówki dla producentów
Na etapie produkcji następuje wiele krytycznych kroków, gdzie może zostać popełniony potencjalny błąd. Producent dający gwarancję na szyby VSG powinien stosować się do kilku zasad, aby ograniczyć koszty związane z wymianą wadliwych produktów, w których rozwinęła się delaminacja.
Cięcie szkła. Unikanie stosowania szyb pre-laminowanych, a następnie docinanych do finalnych wymiarów ograniczy ryzyko rozwarstwienia. W trakcie cięcia istnieje duże prawdopodobieństwo uszkodzenia krawędzi laminatu. Skutkuje to naciągnięciem folii i utratą wiązania ze szkłem [1].
Szkło podstawowe do produkcji szyb VSG powinno być cięte za pomocą urządzeń dobrej jakości, w obecności oleju do rozkroju. Ten zabieg, wraz ze szlifowaniem, pozwala na otrzymanie zadowalającej krawędzi.
Mycie szkła. Powierzchnia szkła będąca w bezpośrednim kontakcie z folią musi być całkowicie pozbawiona zanieczyszczeń. W innym wypadku laminat może posiadać wady estetyczne, jak i optyczne [5]. Szkło podstawowe musi zatem zostać dokładnie umyte w celu usunięcia wszelkich zabrudzeń i pozostałości. Zazwyczaj odbywa się to maszynowo, co gwarantuje najwyższą jakość czyszczenia.
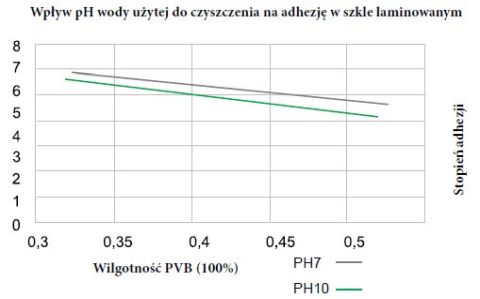
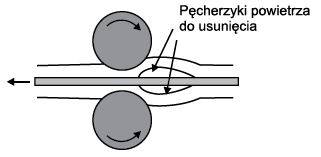
Jakość wody jest typowana jako jedna z głównych przyczyn niskiej siły przyczepności [1, 6, 5], dlatego stosowanie odpowiedniej wody ma duży wpływ na laminację. Przewodność wody użytej przy czyszczeniu powinna być na poziomie 10 microSimens, maksymalnie do 30 microSimens. Kontrolować należy także odczyn oraz temperaturę, która powinna znajdować się w zakresie od 40°C do 60°C. Konieczne jest, by sprawdzać regularnie urządzenia służące do mycia szkła. Kontroli podlega szczególnie prędkość posuwu szkła w urządzeniu myjącym (powinna ona być zgodna z zaleceniami producenta), system usuwania powietrza, zużycie szczotek [5].
(...)

Joanna Ładziak, Andrzej Malewski
Bibliografia
1. Centre for the Protection of National Infrastructure. Guidance Note. Influence Of Delamination Of Laminated Glass On Its Blast Performance. 2013. CPNI EBP 04/13.
2. Nicklisch F., Thieme S.: Glasbau-Praxis: Konstruktion und Bemessung Vertikal- und Überkopfverglasungen, Absturzsichere Verglasungen, Begehbare Verglasungen, Berechnungshilfen. 2010.
3. GANA Glass Informational Bulletins. Effects of Moisture, Solvents and Other Substances on Laminated Glazing Edges. (GANA) The Glass Association of North America. 2015. GANA LD 11-0214.
4. Domingo Daniel i Schimmelpenningh Julia: Efficient Processing of PVB in Evolved Laminated Configurations. Glass Performance Days, 2011.
5. Savineau Dr. Gérard F.:Fundamentals of laminating process and quality requirements. Glass Processing Days, 1997.
6. Keller Uwe i Mortelmans Hans: Adhesion in Laminated Safety Glass – What makes it work? Glass Processing Days, 1999. Glass Processing Days. 952-91-0885-0.
7. WMC Glass. [Online] [Zacytowano: 16 05 2017.] http://www.wmcglass.com/en/support.asp.
8. Davies Phillip i Cadwallader Robert: Delamination Issues with Laminated Glass – Causes and Prevention. Glass Processing Days, 2003.
Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacji: Świat Szkła 05/2017






















