Rozwój nowoczesnych technologii produkcji szkła płaskiego był impulsem do rozwoju gałęzi maszyn do rozkroju szkła płaskiego. Pierwsze stoły krojące wykorzystywały stalowe kółko, które po naostrzeniu oraz wprawieniu w ruch obrotowy wykonywało prostą i odpowiednio głęboką rysę na szkle.
Pierwsze konstrukcje mechanicznych stołów krojących były prymitywne i miały ograniczone możliwości. Dynamiczny rozwój przemysłu maszynowego w końcówce poprzedniego wieku dał impuls do rozwoju mechanicznych urządzeń krojących.
Jednak dopiero technika cyfrowa i ogromne możliwości sterowania urządzeń mechanicznych zrobiły prawdziwą rewolucją w tym zakresie. Początek XXI wieku to prawdziwy wysyp nowoczesnych konstrukcji przystosowanych do rozkroju szkła.
Możliwości tych konstrukcji stały się nieograniczone. Na chwilę obecną mamy duży wybór w zakresie maszyn pozwalających kroić szkło bardzo efektywnie i przy małych nakładach finansowych.
Technologia obróbki cyfrowej różnych materiałów skutkowała i nadal skutkuje ciągłym rozwojem tej gałęzi przemysłu szklarskiego. Na rynku pojawiają się coraz to nowe pomysły, których celem jest stworzenie konstrukcji bardziej niezawodnych, prostych od strony mechanicznej i nieskomplikowanych pod względem obsługi.
Liderami europejskimi są takie firmy jak LISEC, HEGLA, BOTTERO, BYSTRONIC. Prócz nich funkcjonuje wiele innych. Ciągle pojawiają się nowi producenci z młodego pokolenia konstruktorów, którzy wyrośli już w świecie techniki cyfrowej. Przykładem jest włoska firma VETROMAC, która w ostatnich kilku latach bardzo dynamicznie pnie się do góry.
Konstrukcja stołów VETROMAC oparta jest na bardzo nowoczesnej technologii i zasadniczo zmieniła zasady projektowania i wykonania stołów krojących. Idea budowy oparta jest na bazie konstrukcji modułowej. Co to znaczy? To tak, jak byśmy z uniwersalnych klocków (standardowych modułów) budowali specjalistyczną maszynę.
Owe standardowe moduły wykonywane są na maszynach CNC do obróbki metali i to one stanowią bazę do realizowania różnych wielkością i wymiarami konstrukcji. Zależnie od potrzeb rynku są wykonywane moduły, z których możemy tworzyć różne wymiarowo konstrukcje.
Moduły są wykonywane z bardzo dużą dokładnością i powtarzalnością. Dzięki temu mamy pewność, że jakość wykonania tych elementów jest najwyższa z aktualnie możliwych.
Zakres produktów obejmuje zarówno samodzielne jednostki (modele z grupy SA), których celem jest załadunek, rozkrój i łamanie szkła, jak też kompletne linie krojące, składające się z automatycznych systemów załadunku szkła, stołów do liniowego rozkroju (model SL) oraz stołów łamiących.
Cała grupa produkowanych maszyn może zadowolić potrzeby małych, średnich i dużych zakładów.
Dla małych, kilkuosobowych zakładów oferowana jest konstrukcja SA29-17, która pozwala na rozkrój tafli szkła o max. wymiarach 2900x1700 mm lub model SA40-16 o max. wymiarach tafli 4000x2600 mm.
Dla średnich i dużych zakładów polecane są linie krojące wykorzystujące modele stołów SL40-26 lub SL 60-33. Te pierwsze mają zastosowanie w przetwórniach szkła , które operują szkłem, których tafle mają max formatkę ½ Jumbo, natomiast ten drugi model dla zakładów operujących taflami Jumbo.
Wspólną cechą wszystkich modeli stołów krojących jest fakt, że każda z nich posiada budowę modułową.
Budowa tego typu konstrukcji odbywa się w kilkudziesięciu etapach, każdy etap to kolejny standardowy moduł, które to moduły złożone razem stanowią gotową konstrukcję.
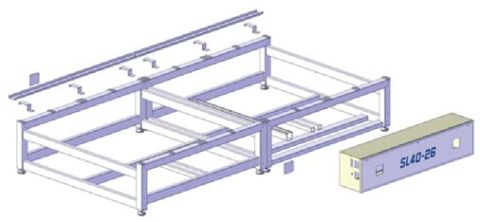
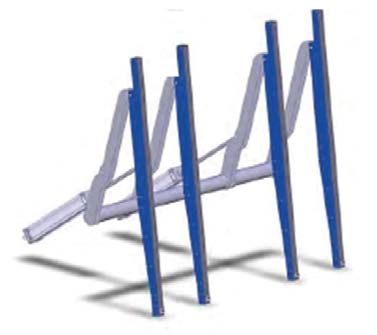
Poniżej prezentowane są fot. 1-4, które obrazują przykładowe etapy montażu dla stołu SA 40-26.
Budowa stołu zaczyna się od skręcenia elementów konstrukcji stalowej z gotowych segmentów. Następnie jest montowana konstrukcja blatu stołu i elementy napędu w osi X. Kolejnym etapem jest montaż elementów blatu krojącego. W dalszej kolejności jest montowany most krojący, elementy napędu głowicy w osi X a następnie głowica tnąca. Wszystkie te elementy są standardowymi, które są wcześnie budowane jako gotowe segmenty do montażu.
Następnie odbywa się montaż elementów pneumatyki, elektryki, sterowania i inne prace wykończeniowe.
Na końcu cała konstrukcja jest odpowiednio ustawiana i sprawdzana pod względem jakościowym.
Finalnie konstrukcja jest pakowana i transportowana do klienta.
Po kilku latach prowadzenia prac badawczych oraz testowaniu stołów w warunkach produkcyjnych potwierdzona została jakość i efektywność tych konstrukcji. Firma VETROMAC standardowo udziela 24-miesięcznej gwarancji na części mechaniczne oraz 5-letniej gwarancji na sterowanie. Fakt ten daje pewność potencjalnym klientom i potwierdzenie dla producenta o wysokiej jakości produktu.
Drugim, ważnym elementem, który jest równie istotnym zwłaszcza dla kupującego jest fakt, że dzięki modułowej konstrukcji i innowacyjnej technologii montażu udało się znacznie ograniczyć cenę końcową.
Ostatnim i też bardzo ważnym jest fakt, że standaryzacja części składowych maszyny powoduje łatwość w dostępie do tych części na lokalnym rynku. Firma VETROMAC do tej pory produkowała stoły pod zamówienie.
Jednak duże zainteresowanie tymi konstrukcjami spowodowało, że rozpoczęto w tym roku produkcję podstawowych maszyn SA czy SL na magazyn. Na magazynie są składowane moduły bazowe i zależnie od wymagać kupującego stoły są uzbrajane w dodatkowe wyposażenie. Dzięki temu cykl produkcji został znacznie skrócony.
Stoły krojące klasy SA
W tej grupie podstawowymi modelami są: SA26-19 i SA 40-26.
SA26-19

Fot. 5.

Fot. 6.
Panel sterujący stołu oparty jest na komputerze przemysłowym z 21-calowym wyświetlaczem. Program sterujący zawiera dużą bibliotekę kształtów (250) oraz interfejs graficzny. Sterowanie CNC kontroluje w pełni cykle pracy oraz współpracuje z systemem optymalizacji planu rozkroju. Ponadto czuwa nad pracą wszystkich elementów, posiada rejestrację cyklów oraz rejestrację błędów. Stół jest wyposażony w system załadunku szkła oraz 2 listwy łamiące.
Most tnący

Fot. 7.
Most tnący to konstrukcja stalowa, spawana , która jest bardzo sztywna i odporna na zmiany temperatury otoczenia. Zastosowane materiały znacznie ograniczają zużycie elementów i wydłużają ich żywotność. Mechanizm mocowania głowicy jest wykonany z lekkich stopów aluminium aby maksymalnie ograniczyć ciężar wózka co pozwala na zmniejszenie bezwładności układu przy dużych przyspieszeniach mostu.
Prędkość ciecia maksymalna na tych stołach wacha się w zakresie 180 do 200 km/h. Ruch głowicy tnącej w dół i w górę realizowany jest za pomocą re-cylkulacyjnego mechanizmu śrubowo-kulowego , który redukuje drgania z napędów do minimum i zapewnia powtarzalność opadania głowicy.
Głowica tnąca

Fot. 8.
Precyzyjne ustawienie osi ciecia jest realizowane 3-kierunkowych laserem. Opcjonalnie stoły są wyposażone w skaner kształtów, który precyzyjnie odtwarza kształt szablonu.
System załadunku
Fot. 9.
W przypadku stołów wielofunkcyjnych, czyli realizujących załadunek, rozkrój i łamanie szkła, zastosowany został system ramion załadunkowo-wyładunkowych, których uchylenie jest realizowane cylindrami pneumatycznymi.
Innowacyjność tego systemu polega na tym, że po załadunku szkła przez ramiona załadowcze na arkusz stół jest gotowy do rozpoczęcia rozkroju bez żadnych dodatkowych czynności. Dzieje się to dzięki 3- punktowemu laserowi.
Parametry techniczne stołu SA26-19
Wysokość robocza: 890-960 mm
Moc: 6 kW
Poduszka powietrzna
Szybkość cięcia: 180 m/min
Ciężar: 1200 kg
Tolerancja cięcia: +/- 0,15 mm
Maks. wymiar szkła: 2600x1850 mm
Grubość szkła: 2-19 mm
Pneumatyczny system załadunku
SA40-26

Fot. 10.

Fot. 11.
Konstrukcja stołu SA40-26 jest bardzo podobna do SA29-17.
Panel sterujący stołu oparty został na komputerze przemysłowym z 21-calowym wyświetlaczem. Program sterujący z dużą biblioteką kształtów (250) oraz interfejsem graficznym. Sterowanie CNC kontroluje w pełni cykle ciecia oraz współpracuje z systemem optymalizacji planu rozkroju. Ponadto czuwa nad pracą wszystkich elementów, posiada rejestrację cyklów oraz błędów. Posiada system załadunku szkła oraz 3 listwy łamiące.
Parametry techniczne stołu SA40-26
Moc: 8 kW
Poduszka powietrzna
Szybkość cięcia: 180 m/min
Ciężar: 1800 kg
Tolerancja cięcia: +/- 0,15 mm
Maks. wymiar szkła: 4000x2750 mm
Grubość szkła: 2-19 mm
Pneumatyczny system załadunku
Stoły krojące klasy SL
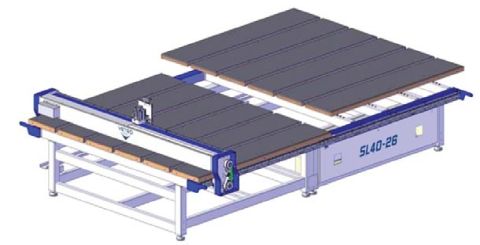
SL40-26

Fot. 12.
Stół krojący model SL40-26 jest przeznaczony do pracy w lini technologicznej. Jest podstawową jednostką, której celem jest jedynie rozkrój tafli na formatki. Wyposażony jest w sterownik przemyłowy CNC z 21-calowym wyświetlaczem. Posiada interfejs graficzny oraz bibliotekę 250 różnych kształtów.
Tego typu stoły współpracują w linii z automatycznymi (lub ręcznymi) stołami załadowczymi oraz z ręcznymi lub automatycznymi stołami łamiacymi. Tafla szkła jest pobierana przez stół załadowczy a nastepnie automatycznie transferowana na stół krojąacy. Po zakończeniu cyklu krojenia za pośrednictwem transporterów pasowych arkusz szkła jest przesuwany na stół do łamania szkła.
Parametry techniczne stołu SL 40-26
Szybkość cięcia: 180 m/min
Moc: 8 kW
Ciężar: 2000 kg
Tolerancja cięcia: +/- 0,15 mm
Maks. wymiar szkła: 4000x2750 mm
Grubość szkła: 2-19 mm
SL60-33
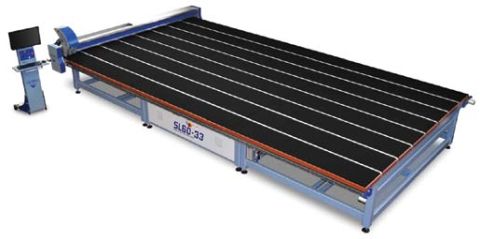
Fot. 13.
Stół krojacy model SL60-33 jest przeznaczony do pracy w linii krojącej. Maksymalna wielkość krojonej tafli szkła wynosi 6100x3300 mm. Stół ten współpracuje w linii ze stołami załadowczymi o różnej konfiguracji (półautomatyczne lub automatyczne załadunki). Wyposażony jest w sterownik przemysłowy CNC z 21-calowym wyświetlaczem. Posiada interfejs graficzny oraz bibliotekę 250 różnych kształtów.
Parametry techniczne stołu SL 60-33
Szybkość cięcia: 220 m/min
Moc: 10 kW
Ciężar: 3000 kg
Tolerancja cięcia: +/- 0,15 mm
Maks. wymiar szkła: 6100x3300 mm
Grubość szkła: 2-19 mm
Stoły załadowcze
Konfiguracja linii do rozkroju szkła wymaga dokładnego przemyślenia i takich rozwiązań, które pozwolą na maksymalne wykorzystanie możliwości linii. Jest to bardzo istotny element, ponieważ wiele firm ma słabo zorganizowany system załadunku i często jest on słabym punktem procesu rozkroju. W przypadku automatyzacji cyklu załadunku uzyskujemy znaczące efekty w optymalizacji całego procesu. Przy dobrze zorganizowanym załadunku szkła mamy możliwość pełnego wykorzystania mocy krojenia.
Organizacja załadunku powinna opierać się na analizie różnorodności asortymentu, tj. rodzajów oraz ilości ciętego szkła. Dokładna analiza pozwala na właściwy wybór rodzajów załadunku tak, aby zapewniał on swobodne realizowanie tego procesu w całym cyklu rozkroju.

Bardzo istotnym z punktu organizacji rozkroju, jak też jakości procesu jest oddzielenie wszystkich operacji składajacych się na cykl rozkroju. Na stołach krojących wielofunkcyjnych zarówno załadunek, jak i łamanie szkła odbywa się na tym samym stole. Jest to rozwiązanie bardzo funkcjonalne dla małych zakladów szklarskich, które borykają się z ograniczonymi możliwościami powierzchni roboczej.
Przy małym przerobie szkła jest to najlepsze z możliwych rozwiązań. W przypadku, gdy wielkość produkcji wykracza poza możliwości urządzeń wielofunkcyjnych wtedy stosuje się układ linii produkcyjnej. Dzięki separacji załadunku uzyskujemy oszczędność i skrócenie cyklu krojenia. Gdy na stole krojacym realizujemy rozkrój, w tym samym czasie urządzenie załadowcze przygotowuje kolejny arkusz szkła do rozkroju. Po zakończeniu cięcia tafla wyjeżdża na stół łamiący, a kolejna jest wprowadzana na stół krojący.
Drugim ważnym elementem jest jakość rozkroju. W przypadku urzadzeń wielofunkcyjnych koniecznym jest częste czyszczenie blatu szkła z okruchów, które są pozostałościa po obłamaniu. W linii produkcyjnej jedynie stół łamiący wymaga cyklicznego czyszczenia.
Proste systemy załadunku, które można zastowoać do linni krojacej SL to:
- ręczny stół załadowczy z poduszką powietrzną. Tafla szkla jest ładowan ręcznie na stół załadowczy i przesuwana za pomoca poduszki powietrznej na stół krojący. Bardzo rzadko stosowany system i mało efektywny.
- automatyczny transfer szkła ze stołu załadowczego na stół krojący przy ręcznym (czy za pomcą żurawia) przenoszeniu tafli szkła na sztaplarkę. Daje wieksze mozliwości, ale nadal wymagana jest ręczna praca obsługi.
- automatyczny stół załadowczy z jednostyronnym lub 2-stronnym załadunkiem. Jest to bardzo dobre rozwiazanie, ponieważ zarówno cykl załadowczy tafli na stół transferowy, jak też i transfer szkła na stół krojący odbywa się automatycznie. Jedynym ograniczeniem będzie możliwość załadunków tylko 2 rodzajów szkla w sposób automatyczny.
- automatyczny stół załadowczy, który jednoczesnie może obsługiwać wiecej niż 2 stojaki załadunklowe. Daje znacznie większe możliwości w zakresie załadunku automatycznego kilku rodzajów szkła.
W tym wypadku istnieją ograniczenia w długości torów jezdnych, bo zbyt długa droga jazdy stołu załadowczego może opóźniać cykl załadunku. Powszechnie uważa się, że 3x2 stojaki do automatycznego załadaunku nie ograniczją cyklu zładunku w czasie, w stosunku do czasu rozkroju szkła na stole krojącym.
Poniżej prezentujemy przykładowe konfiguracje linii krojących z różnym systemem załadunku szkła.
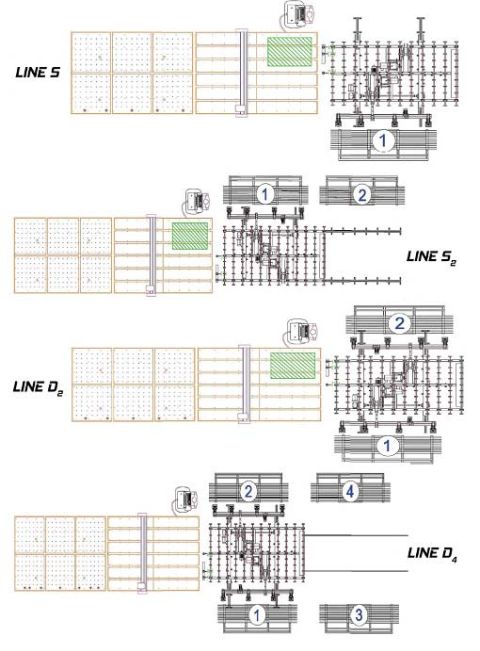
Fot. 15.
Możliwości w zakresie konfiguracji i organizacji załadunku szkła na stół krojący są duże.
W tym przypadku należy bardzo dokładnie przeanalizować priorytety w rozkroju szkła i tak ustawiać załadunek, aby zapewniał automatyzację załadunku dla głównych rodzajów szkła podlegających obróbce.
Reasumując, pojawienie się nowoczesnych konstrukcji stołów krojących o budowie modułowej daje potencjalnym nabywcom maszynę nowoczesną, tanią w zakupie i skuteczną w działaniu.
Zapewnia wysoką jakość krojonego szkła ze stabilnym naddatkiem oraz o dużej dokładności cięcia (tolerancja wymiarów: +/- 0,15 mm)
W konsekwencji uzyskujemy duże oszczędności w dalszym procesie obróbki szlifierskiej krawędzi.