







W dzisiejszych czasach, pomimo iż wiele robi się w dziedzinie BHP, to wciąż istnieje szereg możliwości aby zrujnować sobie zdrowie. Rzemiosło artystyczne wykonywane profesjonalnie czy hobbystycznie jest jednym z tych zawodów, w którym niewiele mówi się o szkodliwości poszczególnych technik.
Szkło artystyczne to dziedzina sztuki poddająca materiał obróbce uszlachetnienia przez procesy technologiczne. Opierają się one na szerokiej palecie substancji niebezpiecznych dla zdrowia i środowiska. Zagrożenia, jakie występują podczas pracy, to nie tylko wynik działania takich substancji ale również specyficzny skład atmosfery towarzyszącej poszczególnym procesom, mieszanki gazów, pyłów, jak również promieniowanie optyczne i elektromagnetyczne.
Droga uzyskania pożądanych efektów realizacji projektu może okazać się skomplikowanym technologicznie procesem poprzez łączenie kilku metod, co z kolei związane jest ze skutkami reakcji różnych związków chemicznych. To wszystko składa się na potencjalne zagrożenia dla naszego zdrowia, a w konsekwencji wywołuje choroby. Dlatego ignorowanie informacji, nieświadomość oraz nieodpowiednia organizacja pracy mogą powodować bardzo poważne, a czasami śmiertelne w skutkach efekty.
Profil pracowni rzemieślniczych różni się, w zależności od specjalizacji artysty: od drobnych form jubilerskich aż po duże formy architektoniczne. Niezależnie od rozmiaru prac wszystkie obciążone są ryzykiem zawodowym. Przedstawimy specyfikę środowiska pracy kilku podstawowych technik obróbki szkła, jak witraż, piaskowanie, trawienie, odlew szklany, szkło dmuchane, palniki (flameworking), fusing, laminowanie i klejenie.

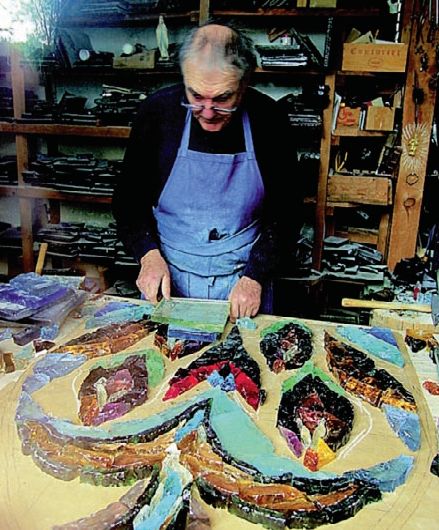
Pracownia Witrażu Jarosław Mendrek
Witraż tradycyjny
To technologia, która od swego powstania nie zmieniła się do dziś. Polega na łączeniu kawałków szkła profilami ołowianymi. Praktycznie na każdym etapie prac mamy do czynienia z innym narażeniem organizmu na czynniki szkodliwe. Przygotowanie szkła wiąże się z mechanicznym uszkodzeniem skóry przez przecięcia, twardnieniem naskórka wskutek kontaktu z pyłem szklanym czy kurzem. Spójrzmy w skład chemiczny profili ołowianych. Mamy tu główny składnik, ołów, kilka procent antymonu, cyny, teluru, miedzi i srebra. Składniki te w czasie montażu profili są w ciągłym kontakcie z operatorem. Długość kontaktu zależy od czasu wykonywanej czynności oraz zachowania zasad BHP. Przede wszystkim ważna jest ochrona rąk i oczu przez stosowanie akcesoriów i ubrań ochronnych oraz przestrzegania zasad higieny osobistej. Pył, który powstaje, wchłaniany jest przez skórę, jak również drogą oddechową i pokarmową. Osadza się na włosach i ubraniu więc łatwo go przetransportować do domu, gdzie później domownicy nieświadomie wchłaniają dawki ołowiu.
Kolejnym etapem powstawania witrażu jest proces lutowania. Do tego celu stosuje się stop cyny, który również zawiera kilka procent ołowiu, oraz topnik do lutowania (chlorek cynku).W/g karty charakterystyki produktu topnik działa żrąco na skórę i powoduje poważne uszkodzenia wzroku. Lutowanie odbywa się w obecności metalicznych oparów oraz fluorku, więc zaleca się stosowanie masek oraz systemów wentylacyjnych. Następna czynność, to uszczelnienie panelu określana jako cementowanie. Dzisiaj stosuje się do tego gotową miksturę, również z zawartością ołowiu. Jest to jedna z bardziej brudnych czynności, po której witraż należy wyczyścić i wypolerować co odbywa się w obecności pyłów nagromadzonych przez cały proces.
Wróćmy na chwilę do pierwszego etapu przygotowania szkła, w którym stosujemy emalie lub patyny w celu uzyskania dodatkowych efektów wizualnych. Farby te to tlenki metali, jak np.: selenu, ołowiu, kadmu, antymonu, chlorek srebra oraz pył szklany. Nabywane są w konsystencji pudru, nanoszone na szkło, następnie wybierane pędzelkami i rozdmuchiwane w celu usunięcia ponownie sproszkowanej farby. Trudno wyobrazić sobie wykonywanie tej czynności w masce, dlatego należy bezwzględnie przestrzegać dopuszczalnego czasu pracy, powinno prowadzić się monitoring stężeń w atmosferze oraz stosować odciągi wentylacyjne.

Witraż owalny w technice Tiffany’ego
Witraż w technice Tiffany’ego
Powstaje w zasadzie w podobnym procesie, jednak różni się zastosowanymi materiałami. Ołów zastępujemy cyną i lutujemy szkło owinięte w taśmę miedzianą, używając topnika jako medium. Występują tu podobne czynniki szkodliwe, jak w technologii tradycyjnej, jednak proces lutowania trwa dłużej, więc występuje większa koncentracja aerozoli powstałych w wyniku spalania. W końcowym etapie stosuje się dodatkowo chemię w postaci patyny i ona zasługuje na uwagę operatora i postępowanie zgodne z zleceniami producenta.
Głównym źródłem zagrożenia przy witrażu są metale ciężkie a przede wszystkim ołów. Jednak, jak można zauważyć, każdy etap tej technologii łączy się z innym szkodliwym oddziaływaniem na nasz organizm.

Maszyna do piaskowania
Piaskowanie
To technologia mechaniczna polegająca na wydmuchiwaniu pod ciśnieniem strumienia piasku lub innego materiału ściernego skierowanego na szkło. Piaskuje się w maszynach, tzw. piaskarkach i pomieszczeniach odpowiednio przystosowanych. Są to stanowiska pracy o podwyższonym ryzyku i nie należy wykonywać tej czynności bez odpowiednich zabezpieczeń.
Pyły pod wpływem ciśnienia zderzają się, rozpryskując na drobniejsze cząsteczki, które unoszą się w powietrzu tworząc obłoki pyłowe. Koncentracja pyłu w okolicy komory jest bardzo duża, a tak drobny pył pozostaje bardzo długo zawieszony w powietrzu. Dzięki łatwości unoszenia się i ruchowi powietrza szybko rozchodzi się do najodleglejszych zakątków pomieszczenia [3]. Działa szkodliwie na odsłoniętą skórę kalecząc ją lub powodując zmiany chorobowe. Drobinki piasku powodują urazy oka i zapalenie spojówek. Jednak głównym zagrożeniem jest krzemica płuc.
(...)
Matowienie techniką chemiczną Polega na rozpuszczaniu szkła za pomocą żrącego działania kwasu fluorowodorowego. Występuje on w różnych stężeniach oraz pod różną postacią, jako pasty, kremy, aerozole lub płyn. Oddziaływanie tego materiału na organizm jest wysoce niebezpieczne pod każdym względem. Bezpośredni kontakt wiąże się z poważnymi i nieodwracalnymi zmianami. Działa toksycznie na drogi oddechowe, powoduje poważne oparzenia wywołując martwicę i trudno gojące się rany.
Polerowanie i szlifowanie
Przedmioty obrabiane są maszynowo lub, ze względu na skomplikowane kształty, szlifowane lub polerowane ręcznie. Materiały stosowane przy obróbce to produkty o konsystencji proszków.
Procesy technologiczne wytwarzają mgłę z pyłów i materiałów ściernych oraz szkła. Wdychając tą atmosferę aplikujemy sobie krzemionkę, ołów, arszenik, potaż oraz inne substancje. Należy pamiętać, że tworząca się podczas ścierania pasta może łatwo wnikać przez skórę.
Odlew szklany
To proces operowania rozgrzaną masą szklarską w celu uzyskania odpowiednich efektów. Istnieją różne metody, my przedstawimy trzy: odlew w piasku (sand casting), odlew modelarski (glass casting) oraz pate de verre.

Proces odlewu w piasku
Odlew w piasku to technologia, w której formę tworzy się w piasku a następnie jest ona zalewana masą szklaną. Piasek jest specjalnie przygotowywany przez dokładne wymieszanie go z bentonitem oraz wodą. Jest to pierwszy etap w tej technologi i towarzyszy mu duża ilość pyłu krzemionkowego. Po osiągnięciu odpowiedniej masy kreuje się kształty przez np. odcisk a następnie zabezpiecza się je przed wnikaniem piasku w gorącą masę szklaną. W tym celu stosuje się puder grafitowy generujący szkodliwy pył.

Inną techniką zabezpieczającą formę jest płomień acetylenowy w celu osadzenia warstwy węglowej, któremu również towarzyszy toksyczny dym. Ostatni, najważniejszy proces, to proces rozgrzewania masy szklarskiej. Obecne są w niej szkodliwe związki utleniające się w wysokich temperaturach oraz zagrożeniem może być wlewanie rozgrzanej masy szklanej i towarzyszące mu promieniowanie.
Odlew z pieca szklarskiego to proces skomplikowany. Używa się w nim m.in. wosku, z którego wykonany jest model. Następnie tworzy się formę z mieszaniny, w której podstawowym składnikiem są materiały sypkie, jak np. gips. Na tym etapie prace odbywają się w atmosferze kurzu i pyłu przez co narażona jest skóra dłoni. Następnie wosk jest usuwany przez wytopienie go z formy pod wpływem np. gorącej pary. Gotowa forma wkładana jest do pieca wraz ze szkłem i ogrzewana do całkowitej płynności masy szklanej, w obecności utleniających się związków chemicznych. Po wystygnięciu i odprężeniu otrzymamy zaprojektowany obiekt, który często wymaga oczyszczenia i dalszych prac ręcznych, jak np. szlifowanie lub polerowanie.

Pate de verre, eksponat
Pate de verre polega na wykonaniu pasty z rozdrobnionego szkła i emalii oraz substancji wiążących. Proces ten wiąże się z przesiewaniem, rozdrabnianiem i mieszaniem bardzo drobnych cząsteczek szkła oraz tlenków metali. Masa nanoszona jest ręcznie na uprzednio wykonaną formę i wypalana w piecu. Technika ta daje możliwość wykonywania prac precyzyjnych i rzeźb o bardzo delikatnej strukturze.
W tych trzech technologiach zagrożenia, jakie występują podczas pracy to przede wszystkim: toksyczne opary i dymy wydobywające się w procesie termicznym, promieniowanie optyczne, IR-podczerwień bliska, duża ilość kurzu, drobnych cząsteczek materiału oraz pyłów oraz możliwość oparzenia się.

Dmuchanie masy szklarskiej
Szkło dmuchane
To sztuka tworzenia kształtów poprzez manipulacje płynnym szkłem, przy użyciu rurki zwanej piszczelą szklarską. Za pomocą piszczeli szklarskiej nabrany płynny materiał jest wydmuchiwany i formowany przez artystę do określonego kształtu. Prace w takim środowisku to duże narażenie na promieniowanie podczerwone, prawdopodobieństwo poparzeń oraz wdychanie z atmosfery utleniających się związków chemicznych.

Szkło po eksplozji (B. Ornatowska)
Palniki
Technologia polegająca na rozgrzewaniu prętów szklanych nad płomieniem palnika zasilanego gazem ziemnym lub propanem i dowolne ich kształtowanie.
Ten proces szczególną popularność zdobył w jubilerstwie. W technice tej występuje duże ryzyko poparzenia otwartym płomieniem. Praca bez wentylacji powoduje kumulację dwutlenku węgla oraz produktów spalania azotu i tlenku azotu, niespalonych węglowodorów oraz małych ilości dwutlenku siarki. Promieniowanie podczerwone przy pracy z rozgrzanym materiałem oraz palnikiem, odłamki szkła, to tylko niektóre niebezpieczeństwa dla wzroku.
Fusing
Polega na stapianiu szkła w wysokiej temperaturze. Technika fusingu obejmuje formowanie, spiekanie, gięcie pojedynczych tafli oraz łączenie szkła za pomocą reliefów oraz form. Wykorzystywane jest szkło bezbarwne i kolorowe oraz dodatki w postaci szkliw, farb do szkła, tlenków metali, opiłków metali oraz minerałów.
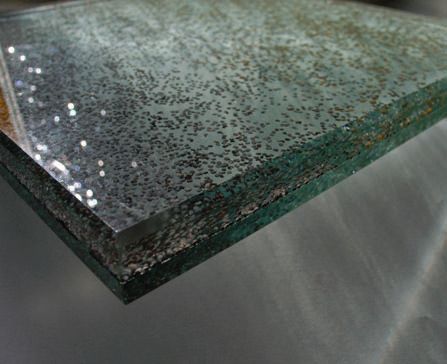
Szkło laminowane z ziarnami (B. Ornatowska)
W trakcie procesu termicznego wydziela się dwutlenek siarki wraz z innymi, niebezpiecznymi związkami. Zagrożenia, jakie występują podczas pracy w tej technologii to: oparzenia, prom ieniowanie optyczne, urazy skóry przez bezpośredni kontakt ze szkłem oraz eksplozje szkła, toksyczny dym wydzielający się podczas obróbki termicznej, pył szklany.
Istnieje szereg dodatkowych substancji stosowanych w celu uzyskania efektów, tj. np. puder bomblujący. Informacja o tym produkcie mówi nie tylko o bezpośrednim szkodliwym oddziaływaniu na nasz organizm, ale również o zmianach, jakie powoduje w systemie rozrodczym i zarodkowym.
Pracownia Henri Guerina
Laminowanie, klejenie
Szkło laminowane jest to szkło o poprawionych parametrach bezpieczeństwa przez proces klejenia szyb. Polega on na zespoleniu dwóch lub więcej szyb za pomocą żywicy epoksydowej (lub np. folii PVB). Dzięki niej w chwili pęknięcia tafli, szkło pozostaje w jednym kawałku.
Warstwa żywicy jest substancją zespalającą, jak również dodatkową przestrzenią dla działań artystycznych.
Żywica posiada swój indeks kolorystyczny oraz daje możliwość „uwięzienia” różnych materiałów przez tzw. zimne laminowanie żywicą poliestrową. Głównym składnikiem jest styren, który działa szkodliwie na drogi oddechowe, drażniąco na oczy i skórę. Jest substancją wybuchową.

Uwarunkowania organizacji pracowni artystycznej
Urządzanie lub adaptacja budynków na cele pracowni artystycznej obrabiającej szkło powinno odbywać się z zachowaniem kilku podstawowych zasad, które pomogą nam uniknąć niepotrzebnego narażania siebie i innych. Powinniśmy zwrócić uwagę na m.in. na funkcję i organizację przestrzeni, na usytuowanie stanowisk pracy oraz przestrzeganie przepisów: ppoż, użytkowania maszyn i przepisów BHP.
Organizacja przestrzeni transportowych w tym załadunku i wyładunku, miejsca magazynowania powinny przewidywać transport ręczny. Wiąże się to z planowaniem przestrzeni wewnątrz zakładu, w tym dróg komunikacyjnych oraz właściwe rozmieszczenie stanowisk pracy.
W/g. przepisów prawnych wysokość pomieszczeń powinna wynosić:
- 3 m w świetle – jeżeli w pomieszczeniu nie występują czynniki szkodliwe dla zdrowia;
- 3,3 m w świetle – jeżeli w pomieszczeniu prowadzone są prace powodujące występowanie czynników szkodliwych dla zdrowia.
Wysokość w/w pomieszczeń, może być obniżona w przypadku zastosowania klimatyzacji, pod warunkiem zgody państwowego wojewódzkiego inspektora sanitarnego.
System wentylacyjny jest jednym z bardziej istotnych wyposażeń naszych pracowni. W pomieszczeniach pracy, w których wydzielają się substancje szkodliwe dla zdrowia, powinna być zapewniona taka wymiana powietrza, aby nie były przekraczane wartości najwyższych dopuszczalnych stężeń tych substancji.
Urządzenia lub ich części, z których mogą wydzielać się szkodliwe gazy, pary lub pyły powinny być hermetyzowane. W razie niemożliwości zhermetyzowania, urządzenia te powinny być wyposażone w miejscowe odciągi [1].
Odpowiednia wentylacja pomieszczeń oraz odciągi wentylacyjne przy stanowiskach o szczególnie szkodliwym oddziaływaniu są istotną ochroną, a nieodpowiednia wentylacja może bardziej zaszkodzić niż pomóc, dlatego ważne jest zasięganie w tej kwestii opinii specjalistów.
Oświetlenie w znaczącym stopniu wpływa na wydajność, wypadkowość i zdrowie pracownika w pracy. Niewłaściwe warunki oświetlenia wywołują wiele niekorzystnych zmian i reakcji, jak zmęczenie oczu czy pogorszenie stanu psychicznego. W rezultacie staje się jest jednym z czynników wpływających na wypadki przy pracy. Warunki oświetlenia określa Polska Norma PN-71/E-02034.
Pomieszczenia higieniczno-sanitarne w tym ustępy, umywalki, szatnie powinny znaleźć się w budynku lub kompleksie, w którym odbywa się praca. Ubrania robocze, w związku z możliwością przenoszenia substancji oraz drobnych kawałków materiałów, powinny być zmieniane w przebieralni i – jeśli to możliwe – powinna być możliwość wyprania tej części garderoby.
W związku z szkodliwością substancji stosowanych w pracowni pod żadnym względem nie można korzystać z wody, która służy do czynności w pracy i powinna być ona oznakowana graficznie jako niezdatna do spożycia. Z tego samego powodu pracodawca ma obowiązek zapewnić wydzielone miejsce do spożywania posiłku.
Dzięki rozwiązaniom technologicznym możemy wykonywać nasze prace w mniejszym narażeniu na szkodliwość materiałów, dokładniej i szybciej. Jednak wciąż posługujemy się technologiami, które wymagają od nas dużego nakładu pracy i ręcznych umiejętności. W tym przypadku warto analizować jakimi urządzeniami i substancjami się posługujemy. Procesy obróbki szkła możemy podzielić na dwie grupy: obróbka cieplna i ręczna zimna.
Obróbka cieplna, do której wykorzystujemy wszystkie urządzenia do obróbki termicznej, zwane piecami do szkła czy ceramiki, jak również palniki. Pomieszczenia przeznaczone do pracy z piecem do wypału lub podgrzewania szkła powinny być zorganizowane ze szczególnym uwzględnieniem przepisów ppoż. oraz systemów wentylacji.
Piece powinny być montowane z zachowaniem przestrzeni do cyrkulacji powietrza, w odległości nie mniej niż 30 cm od ścian kamiennych lub betonowych, 60 cm od ścian drewnianych. Podłogi powinny być wykonane z niepalnego materiału, o wytrzymałości odpowiadającej masie pieca [2].
Materiały składowane powinny być w bezpiecznej odległości i z przestrzeganiem zasad magazynowania substancji łatwopalnych. Jeśli przechowywane są w tym samym pomieszczeniu, co piec, to powinny być usytuowane w niepalnych szafkach.
Należy pamiętać o odpowiednim ubraniu, takim jak rękawice, bluzki z długimi rękawami, długie spodnie i zamknięte buty. Odzież i obuwie powinny być wykonane z naturalnych materiałów: bawełny, wełny czy skóry.
Obróbka ręczna wymaga użycia urządzeń do pracy metodą pół-maszynową lub narzędzi ręcznych, jak szlifierki: kołowe, taśmowe, tarczowe, wiertarki, piły oraz przybory do ręcznego polerowania.
Pomieszczenia przeznaczone do pracy z tymi urządzeniami są wilgotne oraz o specyficznym mikroklimacie. Szkło podczas obróbki maszynowej wymaga chłodzenia wodą, co podczas dłuższej pracy staje się uciążliwe. Ważne jest utrzymanie stałej temperatury i niedopuszczenie do wychłodzenia lub przegrzania pomieszczenia, bądź do szybkich spadków temperatur.
W tym celu powinny być zamontowane kurtyny powietrzne przy wejściach i odpowiedni system regulacji ogrzewania. Konieczne jest stosowanie środków ochrony indywidualnej oraz zastosowanie systemów zabezpieczających przed porażeniem prądem.
Przedstawionych zostało tu tylko kilka technologii, którymi posługują się artyści przy obróbce szkła a wiadomo, że możliwości jest więcej. Technologie te niosą kilka poważnych zagrożeń, jak: kontakt z ołowiem, praca z kwasami i rozpuszczalnikami, promieniowanie optyczne i elektromagnetyczne i licznie występujące pyły oraz mechaniczne uszkodzenia wynikające z właściwości szkła.
Innym ważnym elementem w zagrożeniach jest świadomość ludzi uprawiających ten zawód. Dla artysty najważniejsza jest fascynacja materiałem, z którego tworzy, jednak szkło może szybko stać się przyczyną utraty zdrowia. Świadomość tego faktu ma duże znaczenie ponieważ już nasze dzieci uczestniczą w warsztatach artystycznych z użyciem szkła, a potem kończą szkoły czy studia o tej specyfice. Byłoby wskazane, by uważały bezpieczeństwo i zdrowie jednostki ludzkiej jako najistotniejsze w budowaniu standardów, których celem powinna być poprawa jakości życia.
Barbara Ornatowska
1. Rączkowski B.: BHP w praktyce. Wyd. X, 2005 r.
2. Kervin J. and Fenton D.: Pate de Verre and Kiln Casting of Glass, 2000 r.
3. McCann Livermore M., PHD,CIH and Babin A.: Health Hazards manual for Artists. Wyd. 6, 2008 r.
4. Ruffner G..: Contemporary Lampworking vol. I, II, 2003 r.
5. Harris M. S.: Practising Stained Glass Safely. Bath, 2000 r.
6. Strony internetowe:
1.www.ciop.pl
2.www.lindafraser.com
3.www.marecki.user.icpnet.pl
4.www.witrazesc.com.pl
Zdjęcia:
http://www.lindafraser.com/Courses/course_2.htm
http://commons.wikimedia.org/wiki/File:Pate_de_verre_vessels.jpg
http://www.guardian.co.uk/money/2009/jul/25/how-toblow-glass
Atelier Henri Guerin
Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacj: Świat Szkła 11/2013






















