







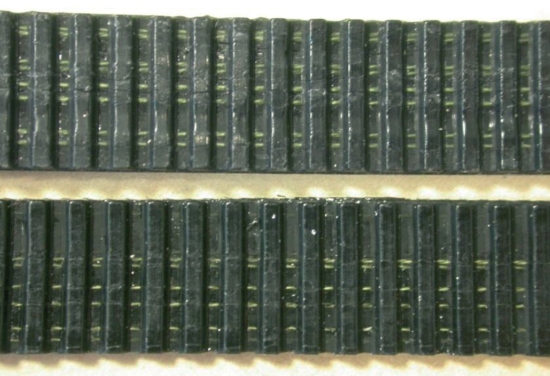
Pierwszy ogląd pasa Breco® pozwala stwierdzić solidne wykonanie. Pas jest przyjemny w dotyku, łatwy w konfekcji, a kord starannie i równomiernie rozmieszczony w pasie.
Charakteryzujące go cechy to:
czysta równomierna powierzchnia,
równomiernie widoczny kord,
jednolity czarny kolor od strony bieżnej i grzbietowej,
jakość na całej długości wstęgi taka sama, żadnych rysów, rowków i odbarwień (rys. 1.).

Rys. 1. Pas Breco® T2,5 R2 M
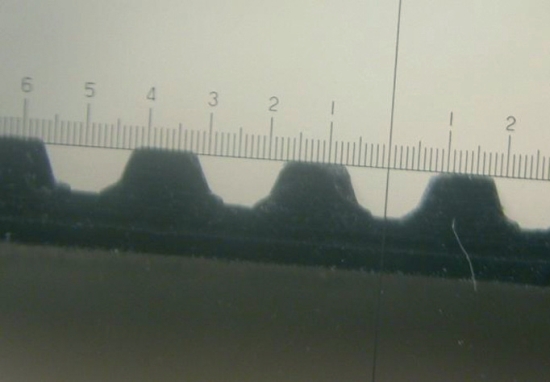
Pas konkurencyjny wybrany został z grupy pasów tak, aby wyraźnie można było zaobserwować istotne różnice jakościowe. Produkt konkurencyjny (rys. 2) można scharakteryzować następująco:
widoczne częściowe przebłyszczenia,
pofalowana linia zęba i bok pasa,
pofalowana i nierówna przestrzeń międzyzębna,
widoczne rysy, nierówności i przebarwienia na stronie grzbietowej,
nierównomiernie rozmieszczony, kord zarówno na szerokości jak i głębokości,
zastosowany kord kevlarowy o większej średnicy jest niestarannie tkany oraz sprawia wrażenie nieimpregnowanego i niezintegrowanego z materiałem pasa.
Rys. 2. Pas zębaty T2,5 (no name)
Nierównomierne naprężenie kordu powoduje pofalowanie kształtu zębów, zakrzywienie lub skręcenie pasa, nierównomierną podziałkę na całej długości wstęgi. Podziałka pasa zębatego mierzona jest w osi obojętnej kordu. Beztroskie podejście do kształtowania warstwy nośnej pasa skutkuje złą współpracą pasa z kołami. Pas porusza się wówczas na szerokości koła, może dojść do zepchnięcia tarcz brzegowych i spadnięcia pasa z kół. Kolejną obserwacją może być szybkie pojawienie się efektu zużycia objętościowego pasa w postaci pyłu.
Grubość kordu determinuje także podziałkę pasa na łuku opasania koła. Kord o większej średnicy ma oś obojętną wyżej, co powoduje, że podziałka pasa na kole zmniejsza się i może dojść do przeskakiwania pasa na zębach koła.
Wyraźny brak szczelin technologicznych (rys. 3) potwierdza brak nadzoru nad właściwym kształtowaniem warstwy nośnej w pasie. Może to sugerować również brak nadzoru nad innymi parametrami procesu produkcji. Pas zębaty nie jest zabawką z tworzywa sztucznego, lecz ważnym elementem konstrukcyjnym.
Najistotniejsze parametry, takie jak: rodzaj, sposób impregnacji i naprężenie wstępne kordu, materiał pasa, parametry procesu ekstruzji i chłodzenia, uwzględnienie miejscowego odkształcenia termicznego kordu, muszą być zachowane. Przy tej okazji należy podkreślić, że w efekcie ignorowania bądź też zaniedbania kontroli jakości konstrukcyjnych elementów pasa wielu producentów nie uzyskuje właściwego kształtu zębów (rys. 3).
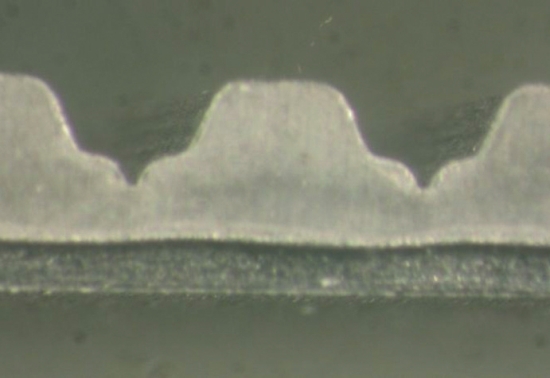
Rys. 3. Kształt zębów i podziałka. Porównanie pasa zębatego Breco® (na dole) z pasem konkurencyjnym
Wybrane do analizy porównawczej pasy były najprostszymi konstrukcjami, bez dodatkowych pokryć strony grzbietowej i bieżnej. Tkanina na zębach często ukrywa wiele wad pasa. Warstwa nośna nie jest wtedy widoczna, a także trudno jest zmierzyć kształt zęba i strukturę powierzchni pasa. Wybór materiałów przyklejanych do pasa skutkuje jeszcze większymi problemami niż w produkcji pasa podstawowego.
Dodatkowe pokrycia dobierane są nie tylko na podstawie grubości, twardości i koloru. Istotne są także takie parametry, jak gęstość, odporność na ścieranie, stopień spienienia, stopień domknięcia porów w materiałach spienionych, odporność na czynniki chemiczne, termiczne i promieniowanie.
dr inż. Grzegorz Domek
www.whm.pl
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
więcej informacj: Świat Szkła 3/2011






















