







|
Szyby w nowoczesnych samochodach
|
Moda na szkło opanowała także branżę samochodową. Szkło stało się uniwersalnym i niezwykle fascynującym materiałem dla stylistów i projektantów współczesnych modeli samochodów. Patrząc na szybę, a właściwie przez nią, podczas jazdy samochodem, nie zdajemy sobie sprawy z tego ile funkcji spełnia szyba w nowoczesnym samochodzie.
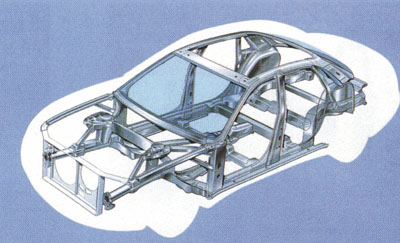
Przede wszystkim jest to element biernego łańcucha bezpieczeństwa każdego pojazdu. Stanowi ważny element konstrukcji, jak i wyglądu nadwozia. Prawidłowo wklejona przednia szyba zwiększa odporność nadwozia na odkształcenia przy skręcaniu i wspomaga prawidłowe funkcjonowanie poduszek powietrznych w przypadku zderzenia. Jej kształt i nachylenie poprawiają aerodynamiczną i wizualną linię pojazdu, a wbudowane ogrzewanie i właściwości antyrefleksyjne poprawiają widoczność.
W branży motoryzacyjnej szyby są na tyle ważnym elementem pojazdu, że producenci szyb wydzielają osobne wydziały do ich projektowania i produkcji, a wymianą szyb zajmują się specjalistyczne warsztaty.
Produkcja szyb
Producenci szyb przestali już traktować szyby samochodowe jako dodatek do produkcji szkła budowlanego. Wspólnie z producentami samochodów opracowują systemy oszklenia całego pojazdu, zwracając szczególną uwagę na rolę, jaką muszą spełniać poszczególne szyby w zależności od miejsca ich zamontowania w nadwoziu.
Współpraca producentów szyb z producentami samochodów rozpoczyna się już na etapie projektowania nowego modelu samochodu. Symulacje komputerowe pozwalają na szybkie uzyskanie informacji w zakresie właściwości optycznych, doboru procesu produkcyjnego, kształtowania powierzchni czy możliwości produkcyjnych i kosztów.
Obecne szkło wysokiej jakości produkowane jest w technologii „float”, która została opracowana przez firmę Pilkington. Najpierw produkowane są duże płyty szkła, z których następnie wykonywane są szyby o wymaganym kształcie, konstrukcji i przeznaczeniu.
Szkło produkowane jest z pięciu podstawowych surowców.
Zawartości procentowe poszczególnych składników przedstawiam poniżej (wg firmy Pilkington):
- piasek – około 72%,
- soda – około 13%,
- wapień – około 8 %,
- dolomit – około 4%,
- tlenek glinu – około 1%.
Oczywiście dokładne proporcje i skład chemiczny są ścisłą tajemnicą każdego producenta szyb. Dokładnie wymieszane surowce topione są w piecu (1). Następnie płynne szkło o temperaturze około 1000°C jest wylewane z pieca do płytkiej wanny z płynną cyną w atmosferze o kontrolowanym składzie chemicznym. Szkło rozlewa się po cynie uzyskując płaską i gładką powierzchnię. Grubość tafli szkła regulowana jest głównie prędkością wypływu szkła z pieca. Nowoczesne procesy technologiczne pozwalają na wytwarzanie szkła o grubości od 0,4 do 25 mm i szerokości do ponad 3 m. Po odprężeniu, czyli kontrolowanym schładzaniu, pojawia się szkło w postaci polerowanego ogniowo produktu o równoległych powierzchniach. Proces produkcji szkła jest ciągły. Następnie ta długa wstęga szkła jest cięta na duże lub małe płyty i rozwożona do zakładów produkujących szyby samochodowe: hartowane i laminowane.
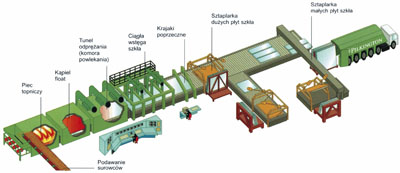
Rys. 1
Szkło hartowane używane jest najczęściej w bocznych i tylnych szybach samochodowych. Ten rodzaj szkła jest odporniejszy od szkła standardowego na uderzenia i na zginanie. Ale pod wpływem mocniejszego uderzenia rozpada się „bezpiecznie”, czyli pęka na bardzo małe, nieostre kawałki, które zmniejszają ryzyko powstawania poważnych skaleczeń i obrażeń (2). Te właściwości szkła uzyskuje się przez kontrolowane nagrzewanie do temperatury około 650°C i następnie przez gwałtowne schłodzenie. Ten proces, zwany hartowaniem, wprowadza do struktury szkła wewnętrzne naprężenia, które z jednej strony czynią szybę odporną na działania mechaniczne, ale z drugiej strony czynią ją bardziej kruchą.
Rys. 2
Szkło hartowane ma jednak bardzo poważną wadę i dlatego nie może być stosowane do produkcji szyb przednich. Po popękaniu na drobne kawałeczki, szyba hartowana staje się nieprzejrzysta. Oczywiście te drobne kawałeczki szkła bardzo szybko rozsypują się, ale te kilka sekund może powodować bardzo duże zagrożenie w ruchu drogowym. Nowoczesne samochody przejeżdżają bowiem w ciągu kilku sekund nawet do 100 m.
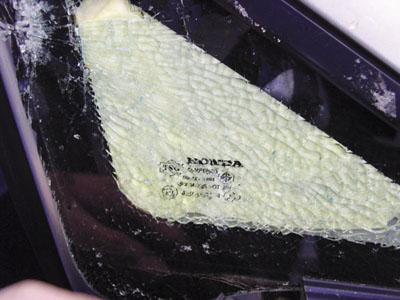
Szkło laminowane powstaje zwykle poprzez umieszczenie pomiędzy dwiema taflami szkła mocnej i przezroczystej foli z poliwinylobutylu (PVB). Taka szyba jest określana jako bezpieczna, ponieważ po pęknięciu wszystkie kawałki trzymają się razem, a poza tym nawet po całkowitym popękaniu jest cały czas przejrzysta (3).

Rys. 3
Produkcję szyb dwuwarstwowych rozpoczyna się od formowania prostokątnych tafli szkła. Następnie wykonuje się obróbkę krawędzi i myje całe tafle. W razie potrzeby wykonuje się ceramiczny czarny lub szary nadruk (4). Jest to tylko maskownica przykrywająca to co jest pod szybą, a kropkowane krawędzie dają płynne przejście pomiędzy ciemną krawędzią szyby i jej jasną płaszczyzną. Ceramiczny nadruk wykonuje się na wewnętrznej tafli szkła, tak żeby na gotowej szybie znajdował się na jej wewnętrznej stronie. Szyby do samochodów BMW mają ceramiczny nadruk na obydwu taflach szkła.

Rys. 4
Do gięcia przygotowuje się tafle szkła parami: taflę wewnętrzną i zewnętrzną. Ponieważ obydwie warstwy szkła muszą po gięciu zostać rozdzielone, dlatego przed gięciem powierzchnie styku pokrywane są środkiem oddzielającym. Gięcie szyb wykonuje się na gorąco, poprzez podgrzewanie do temperatury około 620°C. Pożądany kształt szyby uzyskuje się, podobnie jak w przypadku szyb hartowanych, poprzez gięcie grawitacyjne lub za pomocą prasy przy bardziej złożonych lub skomplikowanych kształtach (5).
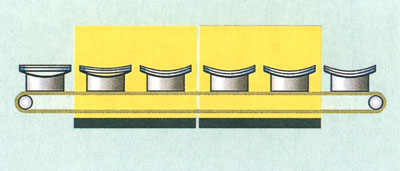
Rys. 5
Podczas formowania skomplikowanych kształtów stosuje się metodę zróżnicowanego nagrzewania, aby kontrolować temperaturę na powierzchni szkła, która decyduje o stopniu wygięcia szyby. Ukształtowane pary tafli szklanych są następnie stopniowo schładzane do temperatury pokojowej.
Po wygięciu, szyby są jeszcze raz dokładnie umyte. Potem pomiędzy obydwie warstwy szyb kładzie się folię PVB, podgrzewa i przez docisk razem ze sobą łączy. Folia PVB jest matowa, przezroczystą staje się dopiero po procesie laminowania. Wymaga to usunięcia pęcherzyków powietrza uwięzionych między warstwami szkła za pomocą metody mechanicznej lub próżniowej, a następnie szyba jest podgrzewana do temperatury około 140°C w autoklawie pod naciskiem 10-15 kg/cm2, aby zakończyć proces sklejania dwóch tafli szkła.
W szybach przyciemnianych (zielonych, brązowych lub niebieskich) o wysokiej jakości, barwione jest szkło. Natomiast w szybach standartowych efekt szyby przyciemnianej uzyskuje się przez stosowanie barwionych folii PVB. Ostatnią operacją jest montowanie dodatkowego wyposażenia: uchwytu lusterka wewnętrznego (6), ozdobnej ramki i warstwy poliuretanu na szybach powlekanych, bolców ustalających itd.
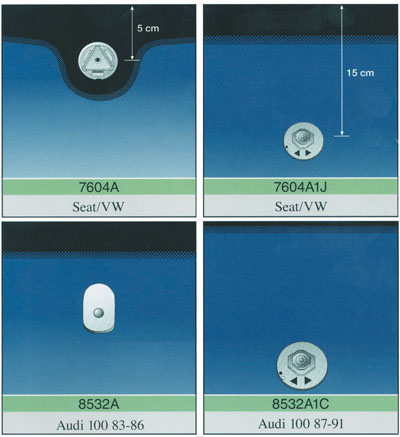
Rys. 6
Jako szyby warstwowe produkowane są także szyby czołowe specjalne, podgrzewane i z zamontowanymi antenami. Od szyb czołowych podgrzewanych wymaga się idealnej przejrzystości, dlatego też przewody oporowe wykonane są z cienkiego drutu wolframowego układanego poziomo lub pionowo na powierzchni całej szyby.
Te, jak i inne dodatkowe elementy szyb wykonywane są już podczas procesu laminowania. Takie modułowe rozwiązania ułatwiają i upraszczają proces montażu pojazdu.
Najważniejsze rozwiązania modułowe to:
- enkapsulacja, czyli wtryskowe formowanie polimerowej uszczelki, dopasowanej dokładnie do nadwozia samochodu. Metoda ta pozwala również na umieszczenie w formowanym tworzywie dodatkowych elementów dekoracyjnych, mechanizmów mocujących, a nawet zawiasów do otwierania okien w samochodach typu minivan i kombi.
- ekstruzja, czyli wytłaczanie polimerowego profilu lub uszczelki na obrzeżach szkła, które są dokładnie dopasowane do nadwozia samochodu. Jest to alternatywne rozwiązanie dla enkapsulacji.
- przedmontaż, czyli zamocowanie na szybie zacisków pozycjonujących, podkładek dystansowych, zaczepów i uchwytów ułatwiających montaż szyby.
Dodatkowe funkcje szyb samochodowych
Szyba z anteną
Coraz powszechniejsze są szyby ze zintegrowaną anteną, która zapewnia bez zakłóceń funkcjonowanie radia i systemu nawigacyjnego. Antena montowana jest najczęściej na szybie tylnej, ponieważ powinna być jak najdalej oddalona od silnika, który mógłby wprowadzać zakłócenia w odbiorze fal radiowych (7) Tylko w autobusach antena montowana jest na szybie przedniej. Na szybach hartowanych antena jest drukowana na wewnętrznej stronie szyby. Na szybach laminowanych, obwody antenowe drukowane są na folii międzywarstwowej.

Rys. 7
Szyby ogrzewane
Wszyscy znamy system ogrzewania tylnej szyby hartowanej, drukowany na jej wewnętrznej stronie. Taki system jest widoczny, a ze względu na położenie ulega częstym uszkodzeniom podczas czyszczenia i mycia szyby. Może być jednak w prosty sposób naprawiony. Taki standardowy system oferowany jest także i dziś na szybach hartowanych.
Inaczej wygląda system ogrzewania stosowany do szyb laminowanych. W celu poprawienia funkcjonowania wycieraczek, czyli podgrzewania ich w przypadku przymarznięcia do szyby, zastosowany był układ grzejny drukowany na dolnej części szyby od strony wewnętrznej.
W nowoczesnych szybach laminowanych system ogrzewania obejmuje całą powierzchnię szyby. Element grzejny w postaci cienkich (około 20 µm) przewodów oporowych z wolframu drukowany jest na folii PVB (8). Moc grzewcza takich szyb wynosi około 2-5 W/dm2. Tak powstają systemy do odmrażania szyby i usuwania zaparowania szyby od wewnątrz. Rozwiązanie to poprawia widoczność podczas jazdy w trudnych warunkach atmosferycznych, zwiększając tym samym aktywne bezpieczeństwo.
Rys. 8
Podwójna warstwa, która odbija ciepło
Odbijanie promieniowania cieplnego jest równie ważne, bowiem większe powierzchnie szklane w nowoczesnych pojazdach narażają wnętrze na przegrzanie. Aby zapobiec nadmiernemu gromadzeniu się ciepła wewnątrz samochodu, opracowane zostały laminowane szyby z podwójną warstwą folii (9). Zarówno szyba jak i folia odbijają promieniowanie ultrafioletowe, dzięki czemu odczuwa się zauważalne obniżenie temperatury.

Rys. 9
Innym rozwiązaniem obniżającym temperaturę wnętrza pojazdu przez promieniowanie słoneczne jest szyba barwiona na zielono. Szyby te są zoptymalizowane pod kątem pochłaniania promieniowania słonecznego, przez co zmniejszają o około 20% ilość ciepła przedostającą się do wnętrza pojazdu.
Jako, że wewnątrz pojazdu gromadzi się mniej ciepła, można bardziej ekonomicznie wykorzystywać klimatyzację.
Widzieć i nie być widzianym
Elektrochromowe szyby to jeden z najnowszych wynalazków producentów szyb, który początkowo był wykorzystywany w szyber-dachach i samochodach z otwartym nadwoziem. Technologia ta pozwala na płynną zmianę stopnia zaciemnienia szyb w celu lepszej regulacji światła i temperatury, poprawiając poziom komfortu użytkownika (10).

Rys. 10
W przyszłości technologia ta będzie stosowana również w tylnych szybach bocznych i tylnej szybie, dzięki czemu każdy będzie mógł według własnego uznania wybrać stopień ochrony prywatności wewnątrz samochodu i widzieć, samemu nie będąc widzianym.
Szyby akustyczne
Jednym z najważniejszych udoskonaleń jest wprowadzenie do produkcji szyb laminowanych, trzywarstwowej folii dźwiękochłonnej (11). Warstwy zewnętrzne to zwykła folia PVB, a warstwa wewnętrzna z materiału miękkiego, który neutralizuje wibracje i wycisza hałas. Konwencjonalne szyby laminowane zatrzymują o 30% więcej hałasu niż szyby hartowane o grubości 4 mm. Laminowane szyby akustyczne zatrzymują dodatkowo 20% hałasu.

Rys. 11
Szyby nie wymagające wycieraczek
Wiemy, jak kłopotliwa jest jazda podczas deszczu. Przy dużym deszczu wycieraczki włączone są na szybkim biegu ciągłym i mniej lub lepiej usuwają nadmiar wody z szyby. Ale podczas małych opadów lub drobnego deszczu ciągły bieg wycieraczek przeszkadza, a włączane co jakiś czas wycieraczki nie zawsze robią to dokładnie i nie zawsze w odpowiednim czasie. Elementem wspomagającym pracę wycieraczek są czujniki deszczu, które za pomocą promieni podczerwonych wykrywają wilgoć na szybie przedniej (12).

Rys. 12
Następnie automatycznie uruchamiają wycieraczki szyby przedniej i dobierają odpowiednią częstotliwość ich pracy w zależności od intensywności opadów deszczu.
Innym rozwiązaniem wspomagającym oczyszczanie szyby z wody jest pokrycie zewnętrznej powierzchni szyby cienką, niewidoczną powłoką hydrofobową, która zmniejszy powierzchnię styku kropli z szybą co ułatwi jej oderwanie się od szyby przez pęd powietrza podczas jazdy samochodu (13) Zapewnia to szybkie spływanie wody deszczowej z szyby samochodu i tym samym poprawia widoczność dla kierowcy i pasażerów.

Rys. 13
Szyby boczne laminowane
Jeszcze do niedawna szyby boczne i tylne wykonywane były ze szkła hartowanego. Jednym z powodów takiego rozwiązania było bezpieczeństwo, czyli łatwy dostęp do ofiar wypadku, które nie mogą same opuścić pojazdu. Ale po wprowadzeniu nowych rozwiązań konstrukcyjnych nadwozi samochodów, polegających na sztywnej kabinie pasażerskiej i możliwości otwarcia drzwi samochodu, nawet po poważnym zdeformowaniu nadwozia pozwoliło na montowanie szyb laminowanych także na powierzchniach bocznych i tylnych.
Szyby laminowane dają większy komfort, redukują hałas o wysokiej częstotliwości, chronią przed promieniowaniem UV i zmniejszają bezpośrednie promieniowanie słoneczne. Poza tym zabezpieczają samochód przed włamaniem i zmniejszają ryzyko kradzieży (14).

Rys. 14
Patrząc na szkło, nie potrafimy określić, jakie są jego właściwości, ani jak sprawdza się w praktyce w otoczeniu, do którego zostało przeznaczone. Nie widać też wszystkich innowacji technologicznych, które wpływają na bezpieczeństwo i komfort.
Mocowanie szyby jest również ważne
Szyby w nowoczesnych samochodach, poza szybami ruchomymi, mocowane są do nadwozia przy pomocy poliuretanowych mas klejąco-uszczelniających, potocznie zwanych klejami. Zarówno kleje, jak i technologia wklejania szyb znane są, mniej lub więcej, w każdym warsztacie.
Jednak spotykam się jeszcze w warsztatach z różnymi praktykami, które mają bardzo mało wspólnego z profesjonalnym wklejaniem szyb. Widocznie ci, których wcześniej uczyłem nie przekazali wszystkiego młodszym kolegom, a ci zmodyfikowali i uprościli swoje czynności i stąd różne odmiany technologiczne. Dlatego dla przypomnienia, chciałbym omówić krótko tę prostą technologię.
W technologii wklejania szyb możemy spotkać się z jednym z trzech systemów – dwupodkładowym; jednopodkładowym i bezpodkładowym. W każdym z systemów mamy do dyspozycji różne rodzaje klejów: standardowe (2-4 godzinne); szybkie (1-2 godzinne); super szybkie nakładane na gorąco (15 minutowe) i kleje dwuskładnikowe oraz kleje zwykłe i HMLC.
Tworzywem, z którego produkowane są kleje do szyb, jest poliuretan – PUR.
Masy poliuretanowe utwardzają się pod wpływem wilgoci zawartej w powietrzu. Drugim czynnikiem decydującym o ich utwardzaniu się jest temperatura. Warunki normalne dla których określane są właściwości wszystkich mas poliuretanowych, to temperatura 20°C i wilgotność względna powietrza 50%. W takich warunkach szybkość utwardzania się masy wynosi około 4 mm/24 godz. Dlatego też dla całkowitego utwardzenia się kleju po wklejeniu szyby, samochód musiałby pozostawać w warsztacie przez co najmniej 24 godziny. W praktyce oznacza to, że całkowite, wskrośne utwardzenie się kleju następuje dopiero po 3-5 dniach. Jest to za długi czas przeznaczony na wymianę szyby w samochodzie. Dlatego też wprowadzony został inny parametr określający właściwości i jakość kleju. Jest nim czas gotowości samochodu do wyjazdu z warsztatu po wklejeniu szyby, czyli po jakim najkrótszym czasie od momentu wklejenia szyby można wyjechać samochodem z warsztatu. Czas ten określany jest po przeprowadzeniu odpowiednich badań w warunkach normalnych i potwierdzony certyfikatami.
Konstruktorzy nowoczesnych samochodów wymagają także i od sposobu montowania szyb do nadwozia, spełnienia wielu nowych parametrów. Szyby, jak wiemy, przejmują miejsce montowania anten dla różnego rodzaju odbiorników montowanych w samochodzie, natomiast kleje do szyb muszą spełniać dodatkowe, następujące parametry:
- zwiększenie sztywności nadwozia, a szczególnie kabiny pasażerskiej, na działanie momentów skręcających,
- nie powodowanie korozji punktowej pod warstwą kleju,
- nie zakłócanie odbioru fal radiowych.
Wysoki moduł sprężystości kleju
Wysoki moduł sprężystości kleju (minimum 3 MPa), gwarantuje sztywność nadwozia na skręcanie i dlatego aktywnie przyczynia się do podwyższenia bezpieczeństwa (15).
Rys. 15
Zwiększenie sztywności nadwozia i zredukowanie poziomu hałasu pochodzącego z nadwozia prowadzi do zwiększenia stopnia komfortu podróżowania.
Karoserie nowoczesnych samochodów wykonywane są coraz częściej z lekkich materiałów, łączonych ze sobą technologią klejenia oraz nitowania sztancowego, dlatego też podatne są bardziej na działanie momentów skręcających. Stosowanie do wklejania szyb w takich samochodach klejów standardowych prowadzi do nadmiernego deformowania się nadwozia podczas jazdy i pękania szyb bez żadnej mechanicznej przyczyny.
Niska przewodność, czyli duża oporność elektryczna
Niska przewodność kleju daje stałą ochronę nadwozia przed powstawaniem korozji:
- w samochodach z nadwoziem aluminiowym,
- w samochodach z ogrzewaniem zabudowanym w szybie tylnej, jak i przedniej.
Czasy nadwozi wyłącznie stalowych mamy już za sobą. Przy produkcji nadwozia samochodowych stosuje się coraz więcej aluminium, magnezu i różnych tworzyw sztucznych. Materiały te, jak wiemy umożliwiają wprowadzanie nowych koncepcji produkcji, zmniejszanie ciężaru i dają nowe możliwości projektantom nadwozi.
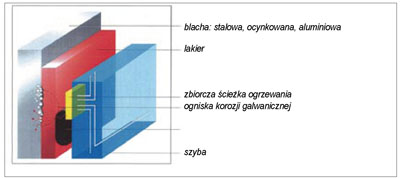
Jeżeli w samochodzie stosowane są różne metale, to istnieje niebezpieczeństwo korozji kontaktowej, gdy tylko te metale zostaną połączone ze sobą za pośrednictwem materiału przewodzącego prąd.
Taki przypadek występuje często przy wklejaniu szyb samochodowych. Srebrne druty oporowe ogrzewania szyby łączone są ze sobą za pomocą szerokich listew drukowanych na bocznych obrzeżach szyby. Nałożony na takie listwy, klej przewodzący prąd może powodować korozję kontaktową nadwozia, szczególnie wykonanego z aluminium (16)
Jeśli taka sytuacja występuje w obszarze powierzchni oporowej dla szyby, to jest niezbędny klej nie przewodzący prądu. Wymagania przemysłu samochodowego wyznaczają oporność kleju nie mniejszą niż 108 Ωcm.
Rys. 16
Optymalna charakterystyka wysokich częstotliwości
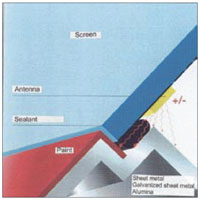
Podczas wklejania szyby do samochodu, może zachodzić przypadek zamierzonego lub przypadkowego kontaktu kleju z anteną (srebrny nadruk listwy zbiorczej), (4). Przy takim kontakcie bardzo ważnym parametrem kleju jest impedancja, która jest miarą zachowania się przewodnika elektrycznego pod wpływem działania prądu zmiennego.
Prąd ten powstaje od fal radiowych różnej częstotliwości odbieranych przez anteny zamontowane w szybie samochodu. Wraz ze wzrostem impedancji kleju zmniejsza się napięcie sygnału radiowego, co oznacza, że odbiór staje się coraz gorszy. Niejednokrotnie impedancja jest mylona z niską przewodnością. Niektórzy uważają, że wystarczy, aby klej miał niską przewodność, aby był odpowiedni do wklejania szyb z zamontowanymi antenami. Jednak to nie wystarcza.
Oporność wpływa bowiem w pierwszym rzędzie na sygnały stałoprądowe, podczas gdy impedancja oddziałuje, w zależności od częstotliwości, na sygnały zmiennoprądowe. Zatem wielkości te mają ze sobą niewiele wspólnego.
Klej może, ale nie musi, mieć zarówno niską przewodność jak i małe wartości impedancji.
Może i tak być, że klej mający bardzo niską przewodność (dużą oporność), ma wielokrotnie większą impedancję niż klej przewodzący prąd. Jest to wytłumaczenie, dlaczego kleje mające dużą oporność mogą utrudniać odbiór radiowy (17). Stwierdzenie z jakim klejem mamy do czynienia też nie jest proste, ponieważ pomiary impedancji są skomplikowane i wymagają drogiej aparatury. Impedancja składa się z trzech części: opornościowej, indukcyjnej i pojemnościowej i trzeba każdorazowo, dla każdej częstotliwości wyznaczać trzy wielkości.
Rys. 17
Kleje bezpodkładowe
Technologia wklejania szyb obejmuje zastosowanie podkładu. Systemy jedno- i dwupodkładowe przewidują zastosowanie podkładu czarnego, natomiast system bezpodkładowy zastosowanie podkładu bezbarwnego.
Wszyscy producenci samochodów, poza BMW, zalecają stosowanie czarnego podkładu na szybę podczas wklejania szyb. Taki wymóg stawiany jest klejom poliuretanowym. Otóż, masy poliuretanowe wymagają ochrony przed działaniem promieni ultrafioletowych.
Ze względu na błędy aplikacji podkładu oraz zapominaniu o konieczności jego stosowania producenci klejów do szyb od dawna już pracowali nad klejami, które nie będą wymagały stosowania czarnego podkładu. Pierwszą próbą było zastosowanie podkładu przezroczystego przez firmę Sika. Był to jednak w dalszym ciągu klej poliuretanowy, a stosowanie podkładu przezroczystego do szyb nasłonecznionych nie zawsze się sprawdzało.
Następnym krokiem było opracowanie klejów do szyb na bazie MS polimerów przez firmę Kent. Klej ten nie spełniał jednak wymogów stawianych nowym klejom do wklejania szyb: dużej oporności, wysokiego modułu sprężystości i dużej impedancji. Poza tym nie były to kleje kompatybilne z klejami poliuretanowymi.
Dopiero od niedawna firma Teroson wprowadziła do stosowania kleje, które nie wymagają stosowania żadnego podkładu i spełniają wszystkie parametry nowoczesnych klejów do szyb. Są to kleje HMLC.
Zastosowanie klejów bezpodkładowych ułatwia proces wklejania szyb i czyni go bezpieczniejszym. Nie ma bowiem obawy, że podkład został nałożony za grubo, za cienko, na warstwę starego kleju czy czas na odparowanie był za krótki lub za długi.
Wymagania dotyczące jakości szyb samochodowych oraz klejów wciąż rosną wraz z tendencją do projektowania lekkich konstrukcji przy zastosowaniu cieńszych szyb,
aluminium i nowych rodzajów stali. Dotyczy to nie tylko oryginalnego łączenia szyb z nadwoziem w zakładach produkcyjnych, lecz także w warsztatach naprawczych.
Jak wykazują tzw. „crash-testy” znanych firm samochodowych zachowanie właściwych parametrów wytrzymałościowych połączenia szyby z karoserią znacznie podnosi bezpieczeństwo bierne kierowcy i pasażerów.
Jeżeli szyba jest uszkodzona to powinna być natychmiast wymieniona, aby przywrócić pojazdowi jego nienaruszony stan. Do montażu powinny być stosowane tylko szyby, które są dopuszczone i zalecane przez producenta samochodów. Szyby jako element konstrukcyjny nadwozia oraz rodzaj kleju jakim zostały wklejone zostały dokładnie dobrane do sztywności całego nadwozia. Każda zmiana tych parametrów może wpływać bardzo znacząco na brak zachowania sztywności nadwozia podczas wypadku. Stosowanie dowolnych szyb i klejów może powodować także niespodziewane i samoistne pękanie szyb.
Wiesław Wielgołaski
BIURO WIELGOŁASKI
patrz też:
- Najnowsze trendy w przemyśle laminowanego szkła motoryzacyjnego , Michel Van Russel, Świat Szkła 3/2010
- Szyby w nowoczesnych samochodach , Wiesław Wielgołaski, Świat Szkła - Szyby samochodowe II
- Przyciemnianie szyb samochodowych a homologacja , Tadeusz Tarczoń, Świat Szkła - Szyby samochodowe II
- Najnowsze tendencje na rynku klejów poliuretanowych do montażu szyb , Maciej Nawrot, Świat Szkła - Szyby samochodowe II
- Wymagania jakościowe dla szyb samochodowych według normy amerykańskiej ANSI Z26.1 oraz norm w koncernach europejskich , Tadeusz Tarczoń, Świat Szkła - Szyby samochodowe II
- Bezpieczeństwo w aucie , Świat Szkła - Szyby samochodowe II
- Badania eksperymentalne różnych materiałów stosowanych w szkle laminowanym w charakterze przekładek , Bernhard Weller, Jan Wünsch, Kristina Härth, Świat Szkła - Szyby samochodowe II
więcej informacji: Świat Szła - Numer specjalny: Szyby samochodowe II






















