







W ostatnich dziesięcioleciach szkło znalazło szerokie zastosowanie w budownictwie. Szklane płyty używane są głównie do pokrycia elewacji wieżowców czy płaszczyzn dachowych.
Rzadko spotykane, choć coraz częściej wdrażane jest zastosowanie szklanych belek czy słupów, czynnie uczestniczących w przenoszeniu obciążeń konstrukcji budowlanych.
Poniższy artykuł ma na celu przybliżyć sposób wytwarzania i obróbki szklanych kompozytów będących elementami składowymi obiektów budowlanych.
Produkcja szkła
Podstawowe składniki używane w produkcji szkła są następujące (na podstawie [2]):
- SiO2, dwutlenek krzemu, zwany często krzemionką. W przyrodzie związek ten występuje jako kwarc i piasek. Do produkcji szkła najczęściej stosuje się piasek kwarcowy, wolny od zanieczyszczeń i o małej zawartości związków żelaza, powodujących zabarwienie szkła na zielono. Stopienie krzemionki następuje w temperaturze ok. 1700OC;
- Na2O, tlenek sodu, najważniejszy związek dodawany do krzemionki w celu znacznego obniżenia temperatury topnienia szkła krzemionkowego. Najczęściej dostarcza się go w formie sody, czyli węglanu wapnia Na2CO3;
- K2O, tlenek potasu, dodawany w postaci węglanu potasu K2CO3 zamiast sody, w celu obniżenia temperatury topnienia krzemionki;
- CaO, tlenek wapnia, dodanie odpowiedniej ilości wapnia (najczęściej w postaci węglanu wapnia CaCO3 występującego w mączce wapiennej lub dolomicie CaCO3. MgCO3) powoduje, że stopiona mieszanina piasku i sody staje się nierozpuszczalna w wodzie;
- Al2O3, tlenek glinu, wprowadzany w postaci skalenia lub wodorotlenku glinu, podwyższa właściwości mechaniczne, chemiczne i termiczne szkła.
- B2O3, tlenek boru, dodawany m.in. w postaci kwasu borowego, w celu zwiększenia prędkości topienia, ułatwienia klarowania oraz zmniejszenia skłonności do krystalizacji masy szklanej.
- PbO, tlenek ołowiu, używany do produkcji szkieł optycznych, dodany do szkła w postaci minii ołowiowej (Pb3O4) lub glejty (PbO) powoduje podwyższenie współczynnika załamania światła w szkle. Jest to drogi dodatek do masy szklanej, którego zastosowanie wymaga specjalnych warunków w czasie produkcji.
- ZnO, tlenek cynku, powoduje zwiększenie odporności szkła na nagłe zmiany temperatury przez obniżenie współczynnika rozszerzalności cieplnej.
Przykładowa, procentowa zawartość przedstawionych wcześniej składników podstawowych w masie szklanej dla zwykłego szkła okiennego jest następująca:
- krzemionka SiO2 71,0% – 73,0%
- tlenek sodu Na2O 13,0% –15,0%
- tlenek wapnia CaO 8,0% –10,5%
- tlenek magnezu MgO 1,0% – 4,0% (wprowadzony w wyniku zastosowania dolomitu)
- tlenek glinu Al2O3 0,5% – 1,0%
- tlenek siarki SO3 0,3% –0,7% (wprowadzony w wyniku zastosowania siarczanu sodu)
- tlenek żelaza Fe2O3 0,1% (niepożądany, zabarwiający szkło na zielono)
- tlenek potasu K2O 0% – 1,0%
Współczesna metoda wytwarzania płyt szklanych ze szkła typu float
Metoda Piklingtona, opracowana w połowie XX w. i stosowana do dziś, wyparła niemal całkowicie wszystkie inne metody produkcji szkła płaskiego dla budownictwa i przemysłu samochodowego. Produkcja szkła typu float stanowi prawie 90% światowej produkcji szkła płaskiego. Proces produkcyjny tafli szklanych tą metodą jest wieloetapowy. Kolejne etapy przedstawione schematycznie na rysunku 1 to:
Etap 1: ważenie i podawanie składników (rys. 1, punkt 1)
Składniki potrzebne do produkcji szkła, tj. piasek, soda, wapień i dolomit magazynowane są w osobnych silosach. Dobrane w odpowiednich proporcjach: 73% piasku, 13% sody, 8% wapnia, 4% dolomitu, 1% glinu, 1% innych dodatków i odważone składniki są transportowane do zasobnika, gdzie następuje połączenie wymienionych materiałów ze stłuczką szklaną.
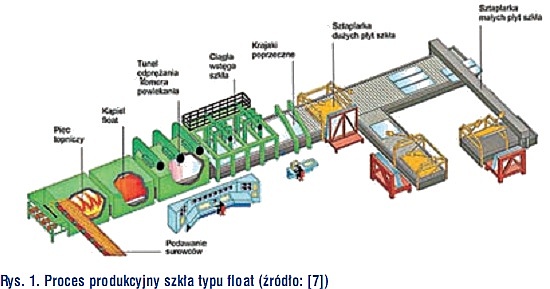
Etap 2: topienie (rys. 1, punkt 2)
Zmieszane materiały trafiają do pieca opalanego olejem opałowym lub gazem, gdzie są topione w temperaturze ok. 1500oC. Utworzona w wyniku stopienia szklista masa jest przetrzymywana w piecu przez kilka godzin. W tym czasie następuje uwolnienie pęcherzyków powietrza uwięzionych w objętości stopionego szkła.
Etap 3: kąpiel w cynie (rys. 1, punkt 3)
Opuszczając piec stopiona masa szklana zostaje wylana do płytkiej wanny z płynną cyną. Następuje tutaj formowanie równoległych powierzchni pasm szklanych, w wyniku rozlewania się i płynięcia szkła na powierzchni cyny. Unoszenie się szkła po powierzchni roztopionej cyny jest analogiczne do unoszenia się oleju po powierzchni wody.
Odpowiednia grubość tafli szklanych (od 4 mm do 25 mm) jest uzyskiwana przez sterowanie prędkością, z jaką pasmo szkła opuszcza wannę z cyną. Na tym etapie temperatura szkła spada od 1100oC do 600oC. Dla tej wartości temperatury szkło jest wystarczająco twarde i może być przesuwane za pomocą wałków, bez szkody dla jakości powierzchni.
Etap 4: pokrywanie tlenkami metali (rys. 1, punkt 4)
Po opuszczeniu kąpieli w płynnej cynie następuje zwiększenie jakości powierzchni tafli szklanych przez nakładanie na gorąco warstw tlenków metali. Powstająca w wyniku tego procesu powłoka pirolityczna polepsza właściwości optyczne tafli szklanej (zmniejsza współczynnik odbicia światła) i izolacyjność termiczną (zmniejsza współczynnik przenikania ciepła).
Etap 5: odprężanie (rys. 1, punkt 5)
Po naniesieniu tlenków metali, szkło w postaci długich pasm jest transportowane za pomocą taśmociągu rolkowego do komory, w której dochodzi do odprężenia. Następuje tutaj stopniowe, kontrolowane schładzanie tafli, aż do temperatury otoczenia. Na tym etapie procesu wytwórczego dąży się do uzyskania idealnie płaskich tafli, wolnych od naprężeń wewnętrznych, które mogłyby spowodować zniszczenie elementu. Pasmo szklane opuszczające komorę odprężania, dzięki zastosowaniu polerowania ogniowego charakteryzuje się idealnie gładkimi powierzchniami niewymagającymi polerowania mechanicznego.
Etap 6: cięcie (rys. 1, punkt 6)
Wydostające się z tunelu odprężania pasma szklane zostają pocięte. Proces cięcia polega na zarysowaniu powierzchni ostrzem diamentowym i przełamaniu tafli szklanej. Proces wytwórczy kończy sortowanie szklanych płyt, według ich jakości.
Procesy obróbki tafli szklanych stosowanych w budownictwie
Przed zamontowaniem w budynku, czy użyciem do produkcji kompozytu szklanego, nowo wyprodukowane tafle szklane wymagają specjalnych procesów obróbki. Obróbka dotyczy zarówno samych krawędzi jak i całych powierzchni szkła. Ma ona na celu zwiększenie bezpieczeństwa ludzi przebywających w pomieszczeniach, w których zastosowano szkło jako element konstrukcji.
Obróbka krawędzi
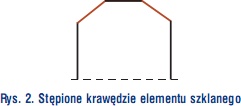
Stępianie krawędzi
Stępianie krawędzi tafli szklanych przeprowadza się przy użyciu szlifierki pasowej. Proces ten, wykonywany przed hartowaniem, polega na stępianiu ostrych krawędzi tafli szklanych o grubości od 3–6 mm (rys. 2). Tafle grubsze niż 6 mm powinny być poddawane procesom szlifowania.
Szlifowanie
Szlifowanie polega na mechanicznym zrywaniu materiału – tzw. naddatku obróbkowego. Ten proces obróbki krawędzi szkła przeprowadza się głównie za pomocą szlifierek o tarczach diamentowych. W wyniku szlifowania brzegi tafli szklanych zostają zaokrąglone jak pokazano na rys. 3. a), lub przyjmują kształty wielokątów o krawędziach prostych np. trapezów rys. 3. b), i prostokątów rys. 3. c).
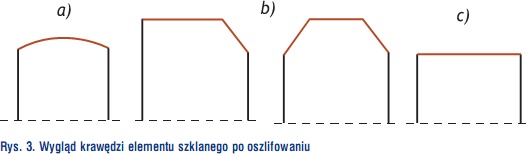
Szlifowaniu poddaje się tafle o grubościach od 2–35 mm. Po oszlifowaniu krawędź staje się matowa. Przykładowe parametry ściernic szlifierki Z. Bavelloni VX10 używanej w procesie obróbki krawędzi zestawiono w tabeli 1.

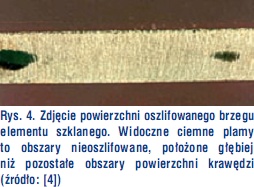
Podczas szlifowania na krawędziach szklanego elementu powstają rysy przebiegające przez całą jego grubość (rys. 4.). Głębokość rys zależy od ziarnistości diamentowych kół szlifierskich, co pokazano w tabeli 1.
Wpływ szlifowania krawędzi elementu na jego nośność jest znacząca. Elementy z oszlifowanymi krawędziami mogą ulec zniszczeniu przy mniejszych obciążeniach niż elementy o nieoszlifowanych, ale w miarę gładkich brzegach. Taka sytuacja występuje w przypadku, gdy w wyniku obróbki krawędzi, powstają na nich rysy o rozmiarach większych niż rozmiary pęknięć występujących na krawędziach nieoszlifowanych. Z drugiej strony rozbieżność wartości naprężeń niszczących elementów o oszlifowanych krawędziach jest mniejsza niż rozbieżność wartości naprężeń niszczących ustalonych dla elementów o krawędziach niepoddanych obróbce.
Polerowanie
Polerowanie przeprowadzane po oszlifowaniu krawędzi sprawia, że krawędź staje się błyszcząca.
Hartowanie szkła
Hartowanie szkła to najogólniej mówiąc proces obróbki szkła, wywołujący naprężenia wewnętrzne.
Hartowanie termiczne
Hartowanie termiczne szkła polega na odpowiedniej obróbce cieplnej szklanych elementów. W procesie hartowania termicznego wykorzystuje się ogólnie znane zjawisko rozszerzalności cieplej ciał. Termiczne hartowanie przeprowadza się w piecach elektrycznych.
Umieszczane w nich szklane elementy, np. płyty, powinny mieć już swój ostateczny wygląd – tzn. odpowiednie rozmiary, nawiercone wszystkie przewidziane otwory, a sama płyta powinna mieć już oszlifowane krawędzie. W piecach doprowadza się do tego, aby wszystkie warstwy szkła zostały podgrzane do temperatury mięknienia równej 570oC [2], czyli nieco wyższej niż ta, w której możliwe jest przesuwanie się plastyczne cząsteczek (tzw. punkt transformacji). W temperaturze takiej tafla szklana jest wolna od naprężeń.
W kolejnym etapie powierzchnie zewnętrzne płyt szklanych schładza się gwałtownie strumieniami chłodnego powietrza do temperatury pokojowej. Spadek temperatury na powierzchniach powoduje ich nagłe zestalenie. Głębsze warstwy pozostają wciąż plastyczne, gdyż panują tam nadal wysokie temperatury bliskie punktowi mięknienia.
Dalsze ochładzanie powoduje proces przejścia w stan stały również wnętrza płyt szklanych. Skurcz związany ze spadkiem temperatury wewnętrznych warstw jest jednak ograniczony przez oddziaływanie stwardniałych już wcześniej warstw zewnętrznych. Deformacja zewnętrznych powierzchni, nieunikniona przy przejściu całej tafli szklanej w stan stały, wywołuje powstanie naprężeń wewnętrznych. Powstają zatem naprężenia rozciągające w warstwach wewnętrznych szyb i bardzo duże naprężenia ściskające w warstwach zewnętrznych.
Przebieg zmienności wartości naprężeń powstających w wyniku hartowania termicznego wzdłuż grubości elementu jest paraboliczny (rys. 5). Maksymalne naprężenia ściskające występujące na powierzchniach osiągają dwukrotnie większą wartość, niż naprężenia rozciągające istniejące w warstwach środkowych.
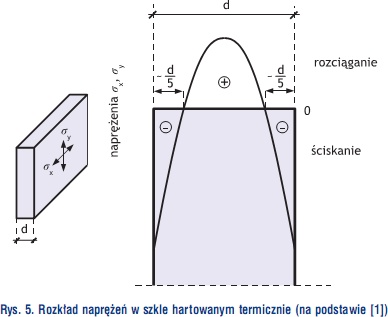
Wartości naprężeń wewnętrznych powstających w procesie hartowania zależą od rodzaju szkła, od prędkości chłodzenia jak i od grubości elementu szklanego. Jak podano w [1] ściskające naprężenia powierzchniowe mogą osiągnąć wartość 100 MPa w przypadku szyb 6 mm wyprodukowanych ze szkła sodowo–wapniowego.
Płyty ze szkła hartowanego charakteryzują się większą wytrzymałością na zginanie i uderzenia, większą nośnością w przypadku obciążeń rozciągających oraz wzrostem odporności na nagłe zmiany temperatury. Najbardziej charakterystyczną i pożądaną cechą szkła hartowanego termicznie jest sposób jego pękania.
Mianowicie, w przypadku powstania pęknięcia o zasięgu w iększym niż grubość warstwy ściskanej, element ze szkła hartowanego rozpada się nagle na małe fragmenty o tępych krawędziach. Z tego powodu szkło hartowane jest uważane za bezpieczne dla ludzi, gdyż nie powoduje zranień w razie pęknięcia.
Hartowanie chemiczne
Chemiczne hartowanie szkła polega na wymianie jonów metali alkalicznych występujących w strukturze szkła, np. sodu, na jony o większych rozmiarach, np. potasu (rys. 6). Taka wymiana następuje w wyniku zanurzenia szkła sodowo–wapniowego w ciekłym roztworze KNO3 w temperaturze ok. 350oC.
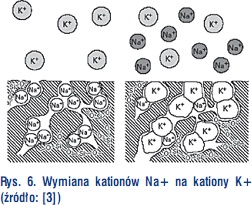
Wymiana jonów prowadzi do rozrostu siatki krzemianowej budującej szkło, ale ogranicza się jedynie do warstw przypowierzchniowych szklanego elementu [1].
Maksymalne naprężenia ściskające powstające na powierzchni szkła hartowanego chemicznie osiągają znaczną wartość 1000 MPa. Jednak ze względu na bardzo ograniczony zakres występowania tych naprężeń (rys. 7.), szkło hartowane chemicznie wykazuje jedynie 25% wzrost wytrzymałości na rozciąganie, w stosunku do wytrzymałości szkła nie podanego żadnej obróbce.
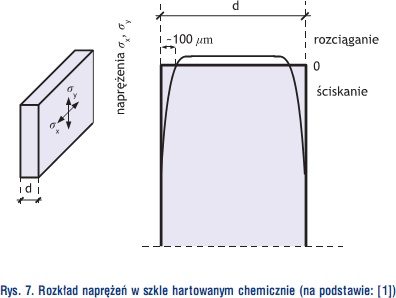
Uszkodzenia i zarysowania, powstające na powierzchni szkła hartowanego chemicznie, swoim zakresem mogą łatwo dosięgnąć warstw środkowych, gdzie działają naprężenia rozciągające. Niska wartość tych naprężeń sprawia, że w przeciwieństwie do szkła hartowanego termicznie, nie dochodzi do gwałtownego zniszczenia elementu wykonanego ze szkła hartowanego chemicznie, po powstaniu na jego powierzchni rysy. Ze względu na niski poziom naprężeń rozciągających istnieje niebezpieczeństwo, że szyba hartowana chemicznie rozpadnie się na fragmenty o dużych rozmiarach i ostrych krawędziach.
Szkło hartowane chemicznie można ciąć i nawiercać po procesie hartowania bez niebezpieczeństwa zniszczenia.
Pośredni sposób hartowania
Sposób pośredni między hartowaniem termicznym a chemicznym polega na nanoszeniu na dany element szklany szkła o innych właściwościach fizycznych. Proces ten wymaga wysokich temperatur (bliskich punktowi mięknienia). Nanoszone szkło powinno charakteryzować się niższym współczynnikiem rozszerzalności cieplnej, niż szkło, z którego wykonano element. W wyniku studzenia naniesiona warstwa zewnętrzna przechodzi w stan stały dużo wcześniej niż warstwy wewnętrzne, co, podobnie jak w przypadku hartowania termicznego, prowadzi do powstania w elemencie szklanym naprężeń wewnętrznych.
Produkcja kompozytów szklanych – proces wytwarzania szkła laminowanego
Szkło laminowane jest kompozytem składającym się z przynajmniej dwóch tafli szkła sklejonych ze sobą na całej powierzchni za pomocą folii PVB – poliwinylobutarylowej. Tafle o takiej samej lub różnej grubości używane przy produkcji laminatu są uzyskiwane ze szkła typu float, hartowanego lub nie.
Folia PVB charakteryzuje się wysoką wytrzymałością na rozerwanie i zapewnia trwałe mechaniczne połączenie szklanych elementów. W przypadku pęknięcia czy rozbicia jednego z nich folia zabezpiecza szkło przed rozsypaniem się i ewentualnym zranieniem przebywających w pobliżu ludzi. Ze względu na to zabezpieczenie, szkło laminowane nazywane jest często szkłem bezpiecznym.
Podczas produkcji szkła laminowanego wymagane są warunki sterylności, w celu uniknięcia zapylenia powierzchni sklejanych szyb. Po przycięciu do odpowiednich rozmiarów szklane tafle są myte a następnie transportowane do pomieszczenia, w którym nakładana jest folia PVB.
W pomieszczeniu tym utrzymywane są odpowiednie warunki temperaturowe od 12–14oC, przy wilgotności na poziomie od 25–35%. Po nałożeniu folii i odcięciu jej zbędnych naddatków, element złożony z odpowiedniej ilości warstw szyb i folii zostaje poddany na przemian wstępnym procesom termicznym, w czasie których dochodzi do podgrzania warstw folii PCV i prasowaniu.
Po tym etapie obróbki nieprzezroczysty jeszcze laminat zostaje przetransportowany do komory zwanej autoklawem, gdzie na szkło oddziałuje się temperaturą 140oC i ciśnieniem o wartości 15 bar (1,5 MPa). Po kontrolowanym schłodzeniu i opróżnieniu autoklawu otrzymuje się gotowe laminaty.
Artykuł powstał na podstawie pracy magisterskiej „Warunki pękania i zniszczenia szkła” napisanej pod kierunkiem prof. dr. hab. inż. Tomasza Łodygowskiego i dr. inż. Witolda Kąkola w Zakładzie Komputerowego Wspomagania Projektowania Politechniki Poznańskiej.
Literatura:
[1] Holloway D. G., The Physical Properties of Glass, Wykeham Publications, London 1973.
[2] Klindt L. B., Klein W.: Szkło jako materiał budowlany, Arkady, Warszawa 1982.
[3] Phalippou J., Verres. Propriétés et applications, Département Matériaux. Laboratoire des Verres, Université de Montpellier II.
[4] Porter M., Aspects of Structural Design with Glass, A thesis for degree of Doctor Philosphy, Oxford University 2001.
[5] Corti R., Effect of Different Edges Treatment on the 4 – point Bending, Strength of Normal and Tempered Glass, Glass Processings Days 2005
[6] www.glaspol.com
[7] www.samnet.com.pl/technologia.htm
[8] www.glaverbel.com/en/process/float.pdf
[9] www.tangram.co.uk/TI-Glazing-Float%20Glass.html
[10] PRESS-GLAS, Norma zakładowa, kwiecień 2005
więcej Świat Szkła 4/2009
- Łączniki punktowe w szklanych konstrukcjach , Barbara Szczerbal, Dariusz Włochal, Adam Glema, Tomasz Łodygowski , Świat Szkła 1/2009
- Projektowanie szklanych konstrukcji mocowanych punktowo , Barbara Szczerbal, Dariusz Włochal, Adam Glema, Tomasz Łodygowski , Świat Szkła 2/2009
- Badanie doświadczalne konstrukcji szklanych mocowanych punktowo , Barbara Szczerbal, Dariusz Włochal, Adam Glema, Tomasz Łodygowski , Świat Szkła 3/2009
- Analiza numeryczna konstrukcji szklanych mocowanych punktowo cz. 1 , Barbara Szczerbal, Dariusz Włochal, Adam Glema, Tomasz Łodygowski , Świat Szkła 4/2009
- Analiza numeryczna konstrukcji szklanych mocowanych punktowo cz. 2 , Barbara Szczerbal, Dariusz Włochal, Adam Glema, Tomasz Łodygowski , Świat Szkła 6/2009
więcej informacji : Świat Szkła 4/2009






















