







Wydanie 1/2007
- Szczegóły
- Kategoria: Wydanie 1/2007
Zakładowa kontrola produkcji w przedsiębiorstwach stolarki budowlanej |
Termin Zakładowej Kontroli Produkcji (ZKP1)) wprowadzony został w Dyrektywie Rady Wspólnot Europejskich w sprawie ujednolicenia przepisów prawnych krajów należących do UE (89/106/EWG).
Oznacza on stałą wewnętrzną kontrolę produkcji, prowadzoną przez producenta. Wszystkie elementy, wymagania i postanowienia przyjęte przez producenta powinny być w sposób systematyczny dokumentowane przez zapisywanie procedur postępowania oraz wyników kontroli i badań.
Celem wprowadzenia ZKP jest zapewnienie stabilności produkcji, a zatem wyprodukowanie stolarki o właściwościach zgodnych z deklarowanymi przez producenta i zgodnymi z dokumentem odniesienia.
Dla wyjaśnienia należy podać, że termin producent w przypadku okien i drzwi oznacza firmę odpowiedzialną za wprowadzenie wyrobu na rynek pod własna nazwą.
Dokumentem odniesienia (specyfikacją) dla okien i drzwi zewnętrznych jest – PN-EN 14351:2006 Okna i drzwi. Norma wyrobu, właściwości eksploatacyjne. Część 1: Okna i drzwi zewnętrzne bez właściwości dotyczących odporności ogniowej i/lub dymoszczelności.
Wymagania w zakresie ZKP
Dokumentacja
Norma europejska PN-EN 14351-1:2006 w swojej treści podaje ogólne wymagania dotyczące dokumentacji systemu ZKP. Jednak, żeby system ZKP mógł prawidłowo funkcjonować, producent powinien posiadać:
• księgę ZKP,
• procedury i instrukcje,
• specyfikacje techniczne,
• dokumenty informacyjne.
Księga ZKP nie jest dokumentem obligatoryjnym, ale bardzo przydatnym zarówno dla samego producenta, klientów jak i inspektorów nadzoru budowlanego. Jest bowiem tzw. przewodnikiem po systemie. Opisuje m.in.:
• strukturę organizacyjną firmy,
• odpowiedzialność i uprawnienia personelu biorącego udział w ZKP,
• realizację wyrobu w tym przygotowanie produkcji, kontrola materiałów i elementów składowych oraz badania gotowego wyrobu,
• wyposażenie produkcyjne i badawcze,
• sposób identyfikaji wyrobu,
• zasady wprowadzania działań korekcyjnych i korygujących,
• sposób załatwiania reklamacji.
Procedury i instrukcje w sposób szczegółowy opisują tryb postępowania, np. w przypadku:
• prowadzenia kontroli i badań materiałów, elementów składowych i gotowych wyrobów,
• prowadzenia badań w toku produkcji,
• przechowywania i likwidacji próbek po badaniach,
• nadzoru nad wyposażeniem produkcyjnym oraz do kontroli i badań,
• postępowania z wyrobem niezgodnym z wymaganiami,
• załatwiania reklamacji,
• prowadzenia działań korekcyjnych i korygujących,
• prowadzenia i przechowywania zapisów prowadzonych w ramach ZKP.
Specyfikacje, do których to należą:
• normy i aprobaty techniczne,
• wymagania dla materiałów i elementów składowych,
• wymagania stawiane gotowym wyrobom (produkowanej stolarki).
Szczególną uwagę należy tutaj zwrócić na wymagania dotyczące materiałów i elementów składowych. Od ich jakości zależą w dużej mierze właściwości wyprodukowanej stolarki. Dlatego istotne jest opracowanie wymagań szczególnie dla materiałów elementów składowych, które nie mają ustanowionych norm, np. dla półfabrykatów klejonych warstwowo, kształtowników PVC foliowanych, lakierowanych czy z warstwą PMMA. Producent stolarki powinien zatem opracować takie wymagania i przedstawiać je swoim dostawcom.
Producent powinien również opracować wymagania dla właściwości, które deklaruje w Deklaracji zgodności dla swoich wyrobów.
Dokumenty informacyjne. Każdy zakład powinien dysponować dokumentami niezbędnymi do prowadzenia działalności. Są to:
• przepisy prawne,
• opis technologiczny produkcji,
• dokumentacja techniczna np. urządzeń produkcyjnych, badawczych.
Personel
Personel, wykonujący pracę mającą wpływ na stabilność produkcji i właściwości produkowanej stolarki, powinien być przede wszystkim kompetentny. Producent powinien określić wymagania dotyczące kompetencji pracowników zatrudnionych na poszczególnych stanowiskach. Pracownicy powinni posiadać zakresy odpowiedzialności i uprawnień.
W każdym zakładzie powinna być wyznaczona osoba odpowiadająca za wdrożenie i utrzymanie systemu Zakładowej Kontroli Produkcji.
Kontrola i badania
Kontrola i badania prowadzone w ramach Zakładowej Kontroli Produkcji obejmują:
• kontrolę materiałów i elementów składowych,
• kontrolę w toku produkcji,
• badania gotowej stolarki,
• montaż na budowie (jeśli producent taki prowadzi).
Kontrola materiałów i elementów składowych
Norma nie narzuca zakresu kontroli materiałów i elementów składowych stolarki. Producent powinien zatem sam ustalić procedurę, w której podany zostanie zakres kontroli. Jest to bardzo ważny element ZKP, ponieważ od jakości materiałów wyjściowych zależy w dużej mierze jakość gotowej stolarki.
Kontrola ta powinna polegać na sprawdzeniu dokumentów potwierdzających jakość tych materiałów lub – jeśli takich nie ma – na uzyskaniu wyników badań.
Można również wyrywkowo przeprowadzać badania kontrolne, np. właściwości, których określenie nie wymaga skomplikowanej aparatury.
Kontrola w toku produkcji
Producent powinien sam określić punkty krytyczne w toku produkcji, kontrolować je i zapisywać wyniki kontroli.
Badania gotowej stolarki wykonywane w ramach ZKP
Zakres badań gotowej stolarki przedstawiony został w załączniku ZA (tablica 3a i 3b) do PN-EN 14351-1:2006.
Zakres ten różni się w zależności od systemu oceny zgodności.
System oceny zgodności 1 dotyczy:
• drzwi zewnętrznych przeznaczonych na przegrody ogniowe/dymowe oraz stosowane na drogach ewakuacyjnych,
• okien dachowych przeznaczonych do zastosowań podlegających przepisom dotyczącym reakcji na ogień.
W pozostałych przypadkach okna, drzwi zewnętrzne i okna dachowe obejmuje system oceny zgodności 3.
W przypadku, kiedy producent produkuje drzwi lub/i okna dachowe podlegające systemowi oceny zgodności 1, Zakładowa Kontrola Produkcji powinna podlegać inspekcji i stałemu nadzorowi przez Jednostkę upoważnioną.
Jeśli producent produkuje okna, drzwi zewnętrzne i okna dachowe podlegające systemowi oceny zgodności 3, jednostka upoważniona powinna przeprowadzić tylko badania wstępne TYPU. Zakładowa Kontrola Produkcji i w tym przypadku powinna być wdrożona i utrzymywana ale nie podlega inspekcji i stałemu nadzorowi Jednostki upoważnionej.
W tablicy 3a i 3 b normy podany jest wykaz właściwości, które powinien producent badać w ramach ZKP, normy badawcze i normy kwalifikacyjne. Nie podano natomiast częstotliwości wykonywanych badań.
Częstotliwość badania poszczególnych właściwości ustala producent sam w zależności od:
• wielkości firmy,
• różnorodności produkowanej stolarki,
• kwalifikacji pracowników,
• zmienności dostawców materiałów wyjściowych,
• stabilności produkcji.
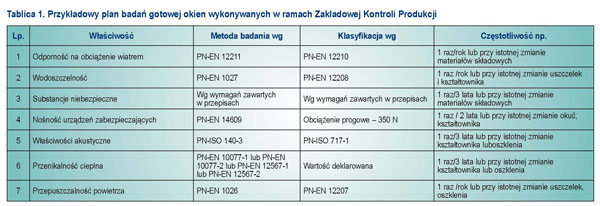
Nie wszystkie właściwości muszą być badane z tą samą częstotliwością. Przykład planu badań okien (w systemie oceny zgodności 3) wykonywanych w ramach Zakładowej Kontroli Produkcji podaje tablica 1.
Co to znaczy „istotna zmiana”? Za istotną zmianę przyjmuje się np. w przypadku:
• uszczelek – zmianę materiału, z którego wykonano uszczelki,
• kształtownika (materiału) – zmianę modułu Younga, przewodności cieplnej, gęstości,
• kształtownika – zmianę powierzchni, kształtu przekrojów poprzecznych, urządzenia wentylacyjne, montaż,
• oszklenia – zmianę masy, powłoki, przestrzeni międzyszybowej, gazu, uszczelnienia.
Konieczność zmniejszenia lub zwiększenia częstotliwości badań prowadzonych w ramach ZKP, producent podejmuje po wnikliwej analizie dotychczasowych wyników badań oraz wprowadzanych zmian materiałowo-konstrukcyjnych.
Badania przewidziane planem ZKP może producent wykonywać sam we własnym zakresie ale może również zlecić na zewnątrz do laboratorium. W każdym jednak przypadku jest za nie odpowiedzialny. W przypadku zlecenia badań do laboratorium nieakredytowanego producent zobowiązany jest do prowadzenia nadzoru. Powinien w takim przypadku, przed zleceniem badań, przeprowadzić audit potwierdzający kompetencje techniczne tego laboratorium. W przypadku zlecenia badań do laboratorium akredytowanego producent zwolniony jest z nadzoru, ponieważ nadzór i potwierdzenie kompetencji przejmuje na siebie Polskie Centrum Akredytacji (PCA).
Jeśli zaś producent zdecyduje się na prowadzenie badań we własnym zakresie, powinien wyposażyć laboratorium w niezbędne urządzenia badawcze i pomiarowe oraz zapewnić nadzór metrologiczny nad nimi.
Producent powinien:
• określić osoby odpowiedzialne za nadzór nad wyposażeniem,
• ustalić i udokumentować sposób postępowania, zapewniający, że całe wyposażenie, służące do prowadzenia kontroli i badań będzie wskazywać wiarygodne wartości,
• określić jakie przyrządy będą niezbędne do przeprowadzenia poszczególnych pomiarów,
• sporządzić spis wyposażenia oraz harmonogram sprawdzeń i wzorcowań wszystkich przyrządów pomiarowych.
Każdy przyrząd powinien mieć: instrukcję obsługi, sprawdzenia i wykonywania pomiarów. Instrukcje te powinny być dostępne i zrozumiałe dla pracowników, a wyposażenie używane wyłącznie zgodnie z przeznaczeniem.
Wyposażenie powinno być okresowo wzorcowane przez laboratorium wzorcujące a wyniki wzorcowań przechowywane razem z przyrządem. Również urządzenia produkcyjne powinny być regularnie sprawdzane i konserwowane w celu zapewnienia, że ich użytkowanie, zużycie lub uszkodzenie nie spowoduje wyprodukowania wadliwego wyrobu.
Montaż na budowie
Producent jest zobowiązany do dostarczenia wraz z wyrobem instrukcji:
• montażu,
• konserwacji,
• wymiany elementów,
• bezpiecznego użytkowania.
Postępowanie z wyrobem niezgodnym z wymaganiami
Producent powinien:
• ustalić osobę uprawnioną do stwierdzenia niezgodności wyrobu z wymaganiami,
• odizolować i właściwie oznakować ten wyrób,
• dokonać analizy przyczyny niezgodności,
• podjąć działania korekcyjne i korygujące.
Jeśli wyrób niezgodny z wymaganiami znajdzie się przypadkowo u klienta, należy niezwłocznie powiadomić o tym klienta, dokonać działań korekcyjnych (jeśli to możliwe) lub wymienić wyrób na pełnowartościowy. Ze wszystkich działań należy dokonywać zapisy.
Działania korygujące i zapobiegawcze
W przypadku stwierdzenia wyrobu niezgodnego z wymaganiami, osoba uprawniona do stwierdzenia niezgodności powinna podjąć działania korekcyjne (naprawcze), dokonać analizy przyczyny powstałej niezgodności oraz wprowadzić działania korygujące, mające na celu usunięcie przyczyny powstałej niezgodności.
Reklamacje
Producent powinien określić i udokumentować sposób postępowania z reklamacjami, zarówno zgłoszonymi do niego przez odbiorców jego własnych wyrobów, jak również składanych przez producenta dostawcom materiałów i elementów składowych okien i drzwi.
Sposób postępowania powinien obejmować:
• rejestracje wszystkich zgłoszonych reklamacji;
• prowadzenie zapisów umożliwiających identyfikację: umowy, zlecenia, data zgłoszenia i data zakończenia postępowania reklamacyjnego, osoby odpowiedzialne za prowadzenie i zakończenie reklamacji;
• zapisy dotyczące stanowiska klienta;
• merytoryczną ocenę przyczyny reklamacji;
• ustalenie działań korygujących.
Producent powinien nadać uprawnienia osobom odpowiedzialnym za prowadzenie reklamacji i podejmowanie decyzji w toku prowadzenia reklamacji.
Producent jest zobowiązany do:
• przechowywania i archiwizowania zapisów z reklamacji,
• podejmowania działań korygujących związanych z każdą reklamacją,
• okresowej oceny reklamacji,
• wykorzystanie zgłaszanych przez siebie reklamacji do oceny dostawców.
Analiza reklamacji powinna być wykorzystana przez producenta do oceny skuteczności niektórych procesów, np. zakupów, produkcji, obsługi klienta.
Identyfikacja i identyfikowalność
Wszystkie wyroby i ich poszczególne elementy składowe powinny być możliwe do zidentyfikowania. Identyfikacja wyrobu, często zapisana w postaci ustalonego kodu, pozwala na stwierdzenie, jaki to jest typ wyrobu, kiedy i przez kogo wyrób był wyprodukowany, kto dokonał sprawdzenia i kto skierował wyrób do klienta. Producent powinien również prowadzić zapisy umożliwiające odtworzenie drogi powstania wyrobu, począwszy od zakupu materiałów i elementów składowych, przez wyniki kontroli w toku produkcji i gotowego wyrobu aż do wykonania montażu u klienta (identyfikowalność).
Wszystkie zapisy związane z powstaniem wyrobu powinny być bezwzględnie archwizowane.
Zapisy
Najważniejszym dokumentem w systemie Zakładowej Kontroli Produkcji są zapisy. Są one tworzone na różnych etapach produkcji i powinny dotyczyć:
• określenia zakresu odpowiedzialności i uprawnień personelu biorącego udział w ZKP,
• wyników kontroli i badań,
• wyników kontroli wzorcowań i sprawdzeń urządzeń produkcyjnych, badawczych i pomiarowych,
• prowadzonych działań korekcyjnych i korygujących,
• identyfikacji i identyfikowalności,
• reklamacji.
Znakowanie wyrobu
Gotowe wyroby powinny być znakowane zgodnie z wymaganiami EN14351-1:2006. Producent powinien wystawić deklaracje zgodności, uprawniającą go do naniesienia na wyrób znaku CE.
Deklaracja powinna zawierać następujące informacje:
• nazwę i adres producenta lub jego upoważnionego przedstawiciela w EEA i miejsce produkcji,
• opis wyrobu (typ, identyfikacja, zastosowanie itp.),
• kopię wszystkich informacji towarzyszących znakowaniu CE,
• postanowienia, z którymi wyrób jest zgodny,
• szczególne warunki dotyczące użytkowania wyrobu,
• nazwę i adres laboratorium aprobującego,
• nazwisko i zajmowane stanowisko osoby uprawnionej do podpisania deklaracji w imieniu producenta lub jego upoważnionego przedstawiciela.
Deklaracja powinna być wystawiona w oficjalnym języku UE lub języku kraju członkowskiego UE, w którym wyrób jest użytkowany.
Znak CE powinien być umieszczony w dokumentach towarzyszących, tj. w fakturze.
Znak zgodności przeznaczony do umieszczenia, powinien być zgodny z dyrektywą 93/68/EC i powinny mu towarzyszyć następujące informacje:
• numer identyfikacyjny instytucji certyfikującej,
• nazwa lub znak identyfikacyjny i zarejestrowany numer producenta,
• dwie ostatnie cyfry roku, w którym zostało umieszczone oznakowanie,
• numer certyfikatu zgodności CE lub certyfikatu ZKP,powołanie normy europejskiej lub aprobaty technicznej,
• opis wyrobu,
• informacje o podstawowych właściwościach,
• wartości, poziom lub klasy deklarowanych właściwości podstawowych,
• istotne właściwości lub opcja NPD.
Podsumowanie
Zakładowa kontrola produkcji jest najważniejszym elementem oceny zgodności wyrobu.
Producent i jedynie producent jest odpowiedzialny za jakość swojego wyrobu. Żeby móc sprostać stawianym wymaganiom powinien:
• mieć kompetentny personel,
• uczynić go odpowiedzialnym za poszczególne działania i nadać mu uprawnienia odpowiednie do zakresu odpowiedzialności,
• opracować dokumentację ZKP,
• prowadzić kontrolę i badania na wszystkich etapach produkcji, począwszy od kontroli materiałów i elementów składowych, poprzez proces produkcyjny i badania gotowego wyrobu,
• zapewnić nadzór nad wyposażeniem pomiarowym tak, by wyniki badań można było uznać za właściwe,
• prowadzić nadzór nad wyrobem niezgodnym z wymaganiami,
•podejmować działania korekcyjne, korygujące i zapobiegawcze,
• prowadzić i archiwizować wszystkie zapisy powstałe w wyniku działania ZKP.
• znakować swój wyrób zgodnie z wymaganiami normy.
Norma PN-EN 14351-1:2006 zawiera wymagania dotyczące zakładowej kontroli produkcji dla wszystkich producentów okien i drzwi zewnętrznych bez względu na ich wielkość. Zarówno małe firmy jak i duże montownie okien muszą spełniać wszystkie opisane wymagania.
Wdrożenie i prowadzenie zakładowej kontroli produkcji wymaga określonej wiedzy, którą może służyć Zakład Badań Lekkich Przegród i Przeszkleń ITB w postaci konsultacji, szkolenia pracowników, opracowywania programów badań.
Irena Kotwica
ITB
- Szczegóły
- Kategoria: Wydanie 1/2007
Wady szyb zespolonych izolacyjnych |
Producent szyb zespolonych izolacyjnych (SZI) wystawiając obowiązującą Deklarację Zgodności ponosi odpowiedzialność za stwierdzone wady wyrobów wobec kupującego, np. producenta okien, przedsiębiorcy budowlanego lub konsumenta. W praktyce występują jednak wady widoczne, możliwe do stwierdzenia
w wyniku oględzin produktów oraz wady ukryte, objęte także odpowiedzialnością prawną z tytułu rękojmii wobec instytucjonalnego użytkownika wyrobu lub stwierdzonej niezgodności z umową wobec konsumenta.
Kluczowego znaczenia nabiera dokumentacja jakości towarzysząca produktowi, bowiem każde odstępstwo od obowiązującej formy i zakresu treści Deklaracji Zgodności, wystawionej przez producenta, stwarza domniemanie niezgodności wyrobu z ustalonymi wymaganiami jakości i/lub braku wykonywania programu i planów badań jakości w ramach zakładowej kontroli produkcji (ZKP), jako podstawy wystawienia każdej deklaracji.
Zasada odpowiedzialności dotyczy producenta, gdy wytwarzane szyby zespolone dostarcza przedsiębiorcy lub konsumentowi bezpośrednio lub za pośrednictwem innego sprzedawcy albo przedsiębiorcy. Odpowiedzialność producenta występuje również, gdy umowa jest zawarta w formie ustnej, a jedynym dokumentem transakcji jest faktura lub tylko pokwitowanie zakupu.
Wada lub niezgodność wyrobu z wymaganiami może być błędnie interpretowana na niekorzyść producenta albo odbiorcy lub użytkownika szyby zespolonej. Dlatego ważne są przyjęte normy (specyfikacje techniczne) i kryteria oceny jakości oraz stosowane w nich określenia, kategorie i klasy wad czy niezgodności, dla zapewnienia obiektywnego rozstrzygania ewentualnych sporów przy weryfikacji zgodności.
Normy i kryteria oceny
Ocena zgodności SZI w okresie przejściowym, tj. w okresie możliwości stosowania dotychczasowej normy PN-B-13079 oraz nowej normy PNhEN 1279 jest dość trudna i złożona. Wynika to w ogólności z nowych zasad kształtowania jakości w polskim budownictwie, związanych z przyjęciem do polskiego prawa Dyrektywy „Nowego Podejścia”, dotyczącej wyrobów budowlanych nr 89/106/EEC.
Dotychczasowa norma opiera się o ocenę i odbiór pomiędzy dostawcą i odbiorcą, z możliwością przywołania określonych w normie wymagań i wykazu wad wraz z opisem ich w Kryteriach Technicznych (KT 20/S/2000) na dobrowolny znak bezpieczeństwa „B”. W tym przypadku kupujący może wskazać i powinien uzasadnić występowanie określonej wady i/lub niezgodności jako podstawy reklamacji jakości wyrobu.
Z nowej normy wynika inna koncepcja, do stosowania także już w okresie przejściowym, tj. zapewnienie zgodności, w której producent SZI poprzez wystawienie Deklaracji Zgodności ponosi pełną i wyłączną odpowiedzialność za parametry deklarowane, tj. właściwości i cechy użytkowe wymagane dla określonego typu (asortymentu) SZI i zastosowania jego w obiekcie budowlanym. Producent powinien umieścić w Deklaracji Zgodności poszczególne wartości i/lub klasy dla jednej lub więcej deklarowanych cech użytkowych, w zależności od przewidywanego zastosowania SZI, tj. odporności na ogień, reakcji na ogień, reakcji przy pożarze zewnętrznym, odporności na uderzenie pociskiem, odporności na siłę eksplozji, odporności na atak ręczny (włamanie), odporności na uderzenie ciałem, odporności na zmiany i różnice temperatury, odporności na obciążenia wiatrem i/lub śniegiem, izolacyjności od dźwięków, przenikalności cieplnej, przepuszczalności i odbicia światła, przepuszczalności i odbicia energii słonecznej.
Przykład. Gdy przewidywane zastosowanie szyb zespolonych w obiekcie budowlanym obejmuje łącznie takie cechy jak przenikalność cieplna, przepuszczalność i odbicie energii słonecznej oraz odporność na włamanie, opracowany dla takiego zastosowania typ szyby zespolonej w powiązaniu z konstrukcją szyby i parametrami projektowymi powinien być zgodny z Polskimi Normami z tym, że w okresie przejściowym występują dwa rodzaje dokumentów, które opcjonalnie może wystawić producent, tj. Krajową Deklarację Zgodności lub Deklarację Zgodności.
W przypadku Krajowej Deklaracji Zgodności z normą PN-B-13079 producent powinien potwierdzić parametry w trybie Oceny zgodności według Systemu 1, przeprowadzonej z udziałem Jednostki Certyfikującej (Notyfikowanej) oraz dokonać sprawdzenia takich właściwości (cech) użytkowych szyb zespolonych jak:
• odchyłki wymiarów, zgodności wykonania i szczelności szyby wg normy PN-B-13079:1997, w ramach procedur kontroli wyrywkowej z normy PN-ISO 2859-1:2003 oraz kontroli zakładu,
• klasa bezpieczeństwa wg PN-EN 356:2000,
• wartość deklarowana współczynnika przenikania ciepła, ustalonego wg PN-EN 673:1999,
• wartości deklarowane poszczególnych współczynników przepuszczania i odbicia światła oraz energii słonecznej, ustalonych wg PN-EN 410:2001.
W przypadku Deklaracji Zgodności z normą PN-EN 1279 dla przedstawionego przykładu, producent powinien potwierdzić parametry w trybie Oceny zgodności według Systemu 3, przeprowadzonej z udziałem Notyfikowanego Laboratorium i przepisanych procedur badawczych oraz dokonać sprawdzenia właściwości (cech) użytkowych szyb zespolonych izolacyjnych takich jak:
• zgodność typu z definicją SZI określoną w części 1 normy PN-EN 1279 na podstawie opisu typu i wstępnego badania typu,
• wykonywanie programu i planu badań w ramach ZKP wg normy PN-EN 1279-6,
• klasa bezpieczeństwa wg PN-EN 356:2000,
• wartość deklarowana współczynnika przenikania ciepła, ustalonego wg PN-EN 673:1999,
• wartości deklarowane poszczególnych współczynników przepuszczania i odbicia światła oraz energii słonecznej, ustalonych wg PN-EN 410:2001.
Określenie wad i niezgodności
Podstawą kwalifikacji i określenia wady albo niezgodności, a także dalszych podziałów na kategorie lub klasy, jest stwierdzenie stopnia przydatności produktu wadliwego do zamierzonego użytkowania. Ta zasada jest podstawą definicji, podanych w normie PN ISO 2859-1:2003 Procedury kontroli wyrywkowej metodą alternatywną. Schematy kontroli indeksowane na podstawie granicy akceptowanej jakości (AQL) stosowanej do kontroli partii za partią, a mianowicie:
Jak z tego wynika, o zmniejszeniu przydatności do użycia produktu lub nieprzydatności do jego zastosowania decyduje wymaganie związane z zamierzonym użytkowaniem, któremu mogą być przyporządkowane odpowiednie kategorie i klasy poszczególnych odstępstw.
Istnienie wad i niezgodności wpływa bezpośrednio na obniżenie trwałości produktu, niezależnie od innych czynników, związanych z właściwościami i specyfiką ich zabudowy.
Wady i niezgodności szyb zespolonych warto też prześledzić na przykładach wad widocznych oraz charakterystyki wad ukrytych, w tym niezgodności wynikających z wymagań normy PN-EN 1279 po jej harmonizacji z Dyrektywą 89/106/EEC. Harmonizacja tej normy nastąpiła w trybie Obwieszczenia Prezesa PKN, opublikowanego w dniu 9 czerwca 2006 r. (MP Nr 38 z 2006 r., poz. 424).
Wady i niezgodności widoczne
Do wad widocznych należą także wady i niezgodności dotyczące wykonania szyb zespolonych lub użytych materiałów, które można ujawnić dopiero po demontażu szyby z ramy okna lub listew przylgowych albo maskujących na fasadzie. W przypadku szyb zespolonych z natury rzeczy wady i niezgodności skupiają się w strefie uszczelnienia krawędzi, tj. złącza pomiędzy taflami szkła i ramką dystansową. Przedstawiając kilka fotografii chcę zwrócić szczególną uwagę na wady wykonania, obniżające trwałość SZI i stanowiące o nieprzydatności do zastosowania ich w obiekcie budowlanym.
Wady i niezgodności ukryte
Znacznie trudniej jest określić i wskazać wady oraz niezgodności ukryte SZI. Wady takie są ujawniane zwykle po pewnym okresie użytkowania oszklenia, a ich diagnoza wymaga dostępu do dokumentów projektowych i uzgodnień w czasie budowy (remontu) obiektu budowlanego, uzgodnień i umów techniczno-handlowych pomiędzy dostawcą i odbiorcą, a także szczegółowych oględzin technicznych szyby zespolonej wraz z zabudową oszklenia.
Zaletą nowej normy PN-EN 1279 w zakresie eliminacji wad ukrytych jest weryfikacja jakości SZI pod kątem zgodności z definicją, podaną w części 1 tej normy oraz pozytywnych wyników badań w zakresie stosowanych materiałów, technologii wytwarzania oraz zgodności wyrobu gotowego z opisanym przez producenta typem dla określonego zastosowania. Dzięki takiej wielostopniowej procedurze, wynikającej z Dyrektywy 89/106/EEC, producent może wystawić Deklarację Zgodności dopiero po przeprowadzeniu Oceny Zgodności według właściwego Systemu i przewidywanego zastosowania, a Deklaracja Zgodności musi być sporządzona według wymaganego wzoru, lecz często spotykane w deklaracji określenie przeznaczenia wyrobu „do stosowania w budownictwie”, stanowi niezgodność z obecnie obowiązującą formą i treścią wzoru deklaracji. Oznacza to także, że wystawienie Deklaracji Zgodności z Polską Normą i Oznakowanie ZgodnościŒ (etykieta), towarzyszące partii wyrobów bez wstępnego badania typu i/lub bez dalszej wymaganej procedury badawczej jest naruszeniem prawa budowlanego, a ewentualne uchybienia w zapisach na etykiecie Oznakowania Zgodności Œ stanowić będą domniemanie wad i niezgodności ukrytych SZI.
Wyposażenie i odpowiedzialność
Jak wynika z powyższego, każdy producent szyb zespolonych w ramach dokonywania oceny i deklarowania zgodności powinien posiadać wyposażenie badawcze i personel do badań jakości oraz świadomość odpowiedzialności za ewentualne wady i niezgodności w zakresie wytwarzanych szyb zespolonych. Podstawowy zakres badań i kontroli w ramach ZKP wynika z tablic, przedstawionych w załączniku A części 6 normy PN-EN 1279.
Dla większości odmian zespoleń SZI producent powinien być wyposażony co najmniej w urządzenia badawcze do określania (sprawdzania) adhezji złącz uszczelniających szyby, standardowej i początkowej zdolności adsorpcji sita molekularnego, twardości końcowej stosowanych szczeliw oraz tzw. wyroszenia wewnętrznego od użytych komponentów. W przypadku braku stosownego wyposażenia, planowe badania w imieniu producenta powinno wykonywać upoważnione laboratorium, jednak zlecenie przeprowadzenia badań i kontroli nie zwalnia producenta od odpowiedzialności za ewentualne wady i niezgodności wyrobów.
W szczególnych przypadkach odpowiedzialność producenta może obejmować także udowodnione straty, wynikające z użycia wyrobu niezgodnego. Stwierdzone wady i niezgodności oraz udowodnione straty użytkownika wyrobu budowlanego mogą być przedmiotem roszczenia lub żądania zadośćuczynienia w trybie reklamacji przez użytkownika instytucjonalnego, lub konsumenta. Warto zauważyć, że w zakres umowy z konsumentem wchodzą wszelkie deklaracje producenta i/lub sprzedawcy oraz informacje i ulotki, dołączone lub przekazane przy zakupie, np. prospekty, etykiety, foldery, instrukcje i wszelkie oznaczenia na ramce dystansowej, itp.
Udowodnione wprowadzenie do obrotu wyrobu wadliwego, gdy odstępstwo powoduje, że wyrób budowlany nie spełnia wymagań związanych z zamierzonym użytkowaniem, a przez to nie nadaje się do stosowania przy wykonywaniu robót budowlanych jest równoznaczne z naruszeniem art. 34. ust.1 Ustawy z 16 kwietnia o wyrobach budowlanych. Działanie takie podlega karze w postaci wysokiej grzywny i/lub wpisowi do Krajowego Wykazu Zakwestionowanych Wyrobów Budowlanych.
| Zdjęcia przedstawiają wady szyb zainstalowanych oraz już częściowo zdemontowanych, dla których producent wystawił Deklarację Zgodności z Polską Normą i oznakował wszystkie znakiem bezpieczeństwa „B”. |
 |  |
| Fot. 1. Różne widoczne wady wykonania szyb w postaci pęcherzy oraz nieciągłości w strefie uszczelnienia, na granicy uszczelniacza zewnętrznego i wewnętrznego | Fot. 2. Przerwa we wstędze butylu, a jednocześnie widoczne oznaczenie znakiem „B” na ramce szyby świadczy o zupełnym braku zakładowej kontroli produkcji |
 |  |
| Fot. 3 i 4. Brak ciągłości uszczelnienia wewnętrznego i pęcherze w strefie złącza |
 |  |
| Fot. 5. Brak wymaganego wypełnienia krawędzi uszczelniaczem zewnętrznym | Fot. 6. Wydłużone pęcherze na granicy uszczelniaczy: wewnętrznego i zewnętrznego |
 |  |
| Fot. 7. Brak ciągłości i perforacja wstęgi butylu w narożniku | Fot. 8. Zespolenie szyby przy usytuowaniu szkła stroną powłoki miękkiej na zewnątrz, która oczywiście uległa destrukcji |
Wojciech Korzynow
SZKLAREXPERT
www.szybexp.of.pl
inne artykuły autora:
- Czy rzeczywiście alternatywa? , Wojciech Korzynow, Świat Szkła 12/2009
- Ocena zgodności typu szkła warstwowego , Wojciech Korzynow, Świat Szkła 12/2009
- Planowanie badań szyb hartowanych lub szyb zespolonych izolacyjnych. Część 3 , Wojciech Korzynow, Świat Szkła 3/2009
- Planowanie badań szyb hartowanych lub zespolonych izolacyjnych. Część 2 , Wojciech Korzynow, Świat Szkła 1/2009
- Planowanie badań szyb hartowanych lub zespolonych izolacyjnych. Część 1 , Wojciech Korzynow, Świat Szkła 12/2008
- Szkła budowlane o podwyższonej wytrzymałości , Wojciech Korzynow, Świat Szkła 11/2007
- Deklarowanie zgodności typów szkła dla budownictwa , Wojciech Korzynow, Świat Szkła 9/2007
- Wady szyb zespolonych izolacyjnych , Wojciech Korzynow , Świat Szkła 1/2007
- Badanie wytrzymałości szkła hartowanego , Wojciech Korzynow , Świat Szkła 10/2006
- Ważniejsze parametry wyrobów ze szkła, niezbędne do deklarowania zgodności z określonym przeznaczeniem , Wojciech Korzynow, Świat Szkła 6/2006
- Deklarowanie zgodności typu szyb zespolonych z zastosowaniem szkieł bezpiecznych i ochronnych , Wojciech Korzynow, Świat Szkła 2/2006
- Badania komponentów przy produkcji szyb zespolonych izolacyjnych , Wojciech Korzynow, Świat Szkła 11/2005
- Wady szkła float i szyb zespolonych , Wojciech Korzynow, Świat Szkła 5/2005
- Typy szyb zespolonych. Część 3 , Wojciech Korzynow, Świat Szkła 4/2005
- Typy szyb zespolonych. Cz. 2 , Wojciech Korzynow, Świat Szkła 2/2005
- Typy szyb zespolonych. Cz. 1 , Wojciech Korzynow, Świat Szkła 1/2005
- Szczegóły
- Kategoria: Wydanie 1/2007
PN-EN 14351-1:2006(U) |
Norma PN-EN 14351-1:2006(U) Okna i drzwi. Norma wyrobu, właściwości eksploatacyjne. Część 1: Okna i drzwi zewnętrzne bez właściwości dotyczących ognioodporności ogniowej i/lub dymoszczelności jest jedną z serii norm dotyczących okien i drzwi przewidzianych do harmonizacji z Dyrektywą Wyroby Budowlane 89/106/EWG. Ogólny zakres tej normy, która została opublikowana przez Polski Komitet Normalizacyjny w maju 2006 roku w postaci normy uznaniowej (dostępna tylko w języku oryginału), jak i szczegółowy w zakresie okien, przedstawiono w poprzednich numerach „Świata Szkła”.
W niniejszej publikacji zawarte są właściwości i wymagania oraz klasyfikacja drzwi. Ponieważ publikacja dotyczy drzwi zewnętrznych, to w ślad za normą podać należy ich definicje.
Do drzwi zewnętrznych zaliczamy zestawy i zespoły drzwiowe oddzielające wewnętrzny klimat budynku zewnętrznego, których głównym zamierzonym zastosowaniem jest przechodzenie osób pieszych.
Wymagania
Odporność na obciążenie wiatrem
Powyższą odporność drzwi zewnętrznych ustala się na podstawie badań prowadzonych według normy PN-EN 12211:2001 Okna i drzwi. Odporność na obciążenie wiatrem. Metoda badania. Wyniki tych badań powinny być wyrażone zgodnie z zasadami określonymi w normie PN-EN 12210:2001 Okna i drzwi. Odporność na obciążenie wiatrem. Klasyfikacja. Ugięcie elementów ramy może być określone przez obliczenia lub także przez badania.
Producent powinien podać informacje umożliwiające ustalenie nośności wypełnienia skrzydeł drzwiowych jak np. rodzaj i grubość tafli szklanej, a jeżeli na konkretne wypełnienie istnieje Norma Europejska, to powinien nośność określić zgodnie z tą normą.
Wodoszczelność
Badanie tej właściwości drzwi zewnętrznych należy prowadzić zgodnie z procedurami określonymi w normie PN-EN 12208:2001 Okna i drzwi. Wodoszczelność. Klasyfikacja. Norma ta przedstawia klasyfikację wyrobów według metod badań:
• metoda A – odpowiednia dla drzwi zewnętrznych, które są wystawione całkowicie na działanie czynników atmosferycznych,
• metoda B – odpowiednia dla drzwi zewnętrznych częściowo osłoniętych.
Substancje niebezpieczne
Biorąc pod uwagę obecny stan techniki, producent powinien określić w drzwiach zewnętrznych te materiały, które podczas normalnego zamierzonego użytkowania mogą być niebezpieczne dla higieny, zdrowia lub środowiska. Producent jest zobowiązany do ich określenia i złożenia odpowiedniej deklaracji, zgodnie z wymaganiami prawnymi zamierzonego kraju przeznaczenia.
W załączniku ZA omawianej normy podany jest adres internetowy informacyjnej bazy danych, zawierającej europejskie i krajowe regulacje prawne dotyczące substancji niebezpiecznych.
Odporność na uderzenie
Drzwi zewnętrzne wyposażone w oszklenie lub inne materiały tłukące się oraz drzwi szklane bezościeżnicowe (skrzydło i wszystkie elementy przyległe są wykonywane ze szkła, bez ramy nośnej) powinny być badane, a wyniki powinny być wyrażone według zasad podanych w normie PN-EN 13049:2004 Okna. Uderzenie ciałem miękkim i ciężkim. Metoda badania, wymagania dotyczące bezpieczeństwa i klasyfikacja. Tam, gdzie to jest wskazane, badanie powinno być przeprowadzone z obu stron drzwi.
Nośność urządzeń zabezpieczających
Urządzenia zabezpieczające, jeżeli je przewidziano w drzwiach zewnętrznych, zazębione zgodnie z instrukcją producenta, powinny być w stanie utrzymać skrzydło drzwiowe na swoim miejscu przez 60 sekund, gdy do tego skrzydła przyłożone jest – w sposób najbardziej niekorzystny – obciążenie 350 N. Ta wytrzymałość progowa powinna być wykazana za pomocą badań przeprowadzonych według normy PN-EN 948:2000 Drzwi rozwierane. Oznaczenie wytrzymałości na skręcanie statyczne.
Wysokość i szerokość drzwi (w tym drzwi balkonowych)
Wysokość i szerokość światła otworu drzwi zewnętrznych, w tym także drzwi balkonowych powinna być wyrażona w mm. Tam gdzie próg i nadproże nie są równoległe, powinna być określona wysokość minimalna i maksymalna. Ponadto należy zwrócić uwagę na fakt, że wystające okucia budowlane i kąt otwarcia skrzydła mogą ograniczyć wysokość i szerokość światła otworu.
Ta właściwość drzwi powinna przede wszystkim odpowiadać przepisom prawno-budowlanym obowiązującym w danym kraju – w Polsce jest to rozporządzenie Ministra Infrastruktury z dnia 12 kwietnia 2002 roku w sprawie warunków technicznych, jakim powinny odpowiadać budynki i ich usytuowanie (Dz. U. Nr 75, poz. 690). Z rozporządzenia tego wynika m.in., że:
• wymagane wymiary w świetle otworów okiennych i drzwiowych należy rozumieć jako wymiary w świetle ościeżnicy, a grubość skrzydła drzwi po otwarciu nie może pomniejszać wymiaru szerokości otworu w świetle ościeżnicy,
• drzwi wejściowe do budynku i ogólnodostępnych pomieszczeń użytkowych powinny mieć w świetle ościeżnicy co najmniej: szerokość 0,9 m i wysokość 2,0 m.
Zdolność do zwolnienia
Zamknięcia awaryjne oraz zamknięcia przeciwpaniczne do wyjść, instalowane w drzwiach zewnętrznych na drogach ewakuacyjnych powinny spełniać wymagania następujących norm:
• PN-EN 179:1999/A1:2002 Okucia budowlane. Zamknięcia awaryjne do wyjść uruchamiane klamką lub płytką naciskową. Wymagania i metody badań.
• PN-EN 1125:1999/A1:2002 Okucia budowlane. Zamknięcia przeciwpaniczne do wyjść uruchamiane prętem poziomym. wymagania i metody badań.
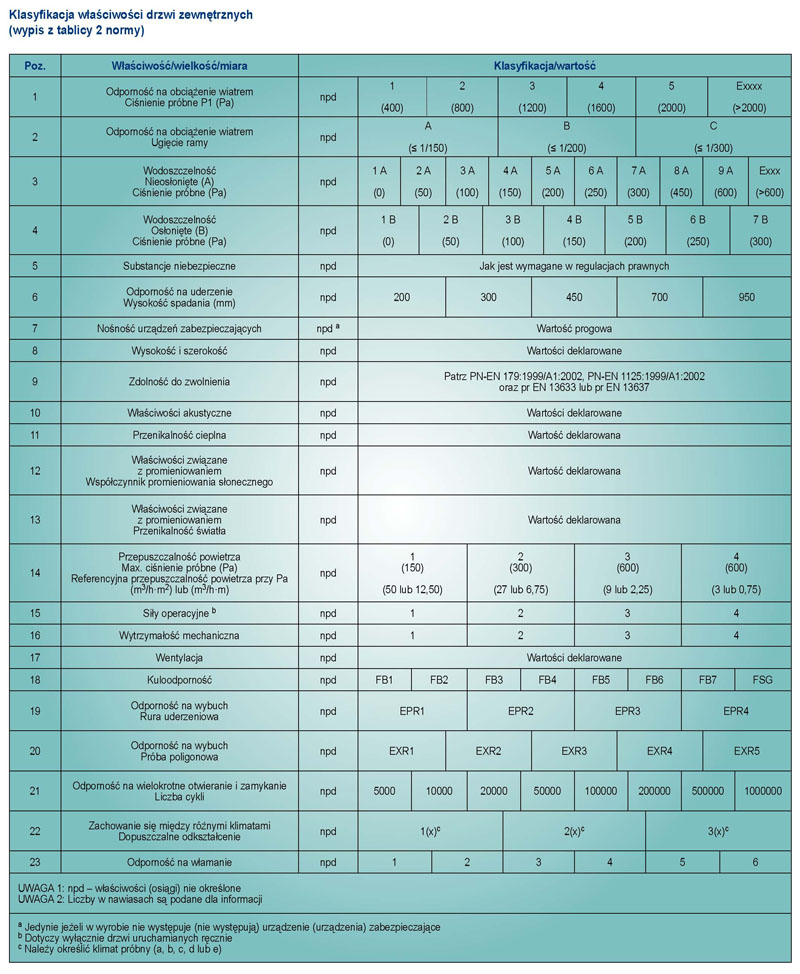
Ponadto drzwi przeznaczone na drogi ewakuacyjne powinny być same w sobie odpowiednio sklasyfikowane, zgodnie z tablicą 2 normy – wypis z tablicy zamieszczony jest na końcu niniejszej publikacji.
Właściwości akustyczne
Omawiana norma podaje w tablicy ZA.1 dotyczącej wymaganych właściwości eksploatacyjnych, że izolacyjność akustyczną drzwi zewnętrznych wyznacza się tylko wtedy, gdy jest wymagana. Polskie przepisy techniczno-budowlane, głównie cytowane już „warunki techniczne, jakim powinny odpowiadać budynki i ich otoczenie”, nie stawiają drzwiom zewnętrznym obowiązku spełniania lub określania właściwości akustycznych.
Przenikalność cieplna
Przenikalność cieplna drzwi zewnętrznych powinna być wyznaczona z zastosowaniem:
• PN-EN ISO 10077-1:2002 Właściwości cieplne okien, drzwi i żaluzji. Obliczanie współczynnika przenikania ciepła. Część 1: Metoda uproszczona – Tablica F.1,
lub drogą obliczeń, na podstawie:
• PN-EN ISO 10077-1:2002, albo:
• PN-EN ISO 1077-1:2002 i PN-EN ISO 10077-2:2005 Cieplne właściwości użytkowe okien, drzwi i żaluzji. Obliczanie współczynnika przenikania ciepła. Część 2: Metoda komputerowa dla ram
lub metodą skrzynki grzejnej na podstawie:
• PN-EN ISO 12567-1:2004 Cieplne właściwości użytkowe okien i drzwi. Określanie współczynnika przenikania ciepła metodą skrzynki grzejnej. Część 1: Kompletne okna i drzwi,
zależnie od tego, które z nich są właściwe.
Dodać tutaj należy, że obligatoryjne wymagania z zakresu izolacyjności cieplnej drzwi zewnętrznych w postaci określenia maksymalnych wartości współczynnika przenikania ciepła Uk(max) zawarte są w załączniku do rozporządzenia Ministra Infrastruktury z dnia
12 kwietnia 2002 roku.
Właściwości związane z promieniowaniem
Określenie całkowitej przenikalności energii słonecznej (współczynnika przenikania promieniowania słonecznego) i przenikalności świetlnej oszkleń półprzezroczystych powinno być przeprowadzone według norm:
• PN-EN 410-:2001 Szkło w budownictwie. Określenie świetlnych i słonecznych właściwości oszklenia,
lub jeśli to właściwe:
• PN-EN 13363-1:2005 Urządzenia ochrony przeciwsłonecznej połączone z oszkleniem. Obliczenie współczynnika przenikania promieniowania słonecznego i światła. Część 1: Metoda uproszczona,
• PN-EN 13361-2:2005(U) Urządzenia ochrony przeciwsłonecznej połączone oszkleniem. Obliczanie współczynnika promieniowania słonecznego i światła. Część 2: Szczegółowa metoda obliczeniowa (metoda preferencyjna).
Przepuszczalność powietrza
Norma podaje, że należy przeprowadzić dwa badania przepuszczalności powietrza drzwi zewnętrznych według normy PN-EN 1026:2001 Okna i drzwi. Przepuszczalność powietrza. Metoda badania – jedno z dodatnim ciśnieniem próbnym i jedno z ujemnym ciśnieniem próbnym.
Badania przepuszczalności powietrza dla zestawów okienno-drzwiowych powinny być przeprowadzone na zestawie lub na jego poszczególnych elementach, ale wtedy przepuszczalność powinna być obliczana jako suma przepuszczalności poszczególnych elementów i ich połączeń.
Wynik badania należy zdefiniować jako średnią liczbową z dwóch wartości przepuszczalności powietrza (m3/h) zmierzonych dla każdego stopnia ciśnienia i wyrazić zgodnie z normą PN-EN 12207:2001 Okna i drzwi. Przepuszczalność powietrza. Klasyfikacja.
Siły operacyjne
Drzwi zewnętrzne uruchamiane ręcznie powinny być, zgodnie z prezentowaną normą badane według PN-EN 12046-2:2001 Siły operacyjne. Metoda badania. Część 2: Drzwi. Wyniki natomiast powinny być wyrażone zgodnie z normą PN-EN 12217:2004(U) Drzwi. Siły operacyjne. Wymagania i klasyfikacja. Norma ta podaje klasyfikację sił operacyjnych
i momentów sił, w tym także dotyczących okuć, która obejmuje klasy od 0 do 4. Dla klasy 0 nie określono żadnych wymagań.
Wytrzymałość mechaniczna
Dla określenia tej właściwości, drzwi zewnętrzne powinny być badane według norm:
• PN-EN 947:2000 Drzwi rozwierane. Oznaczenie odporności na obciążenia pionowe,
• PN-EN 948:2000 Drzwi rozwierane. Oznaczenie wytrzymałości na skręcanie statyczne,
• PN-EN 949:2000 Okna i ściany osłonowe, drzwi, zasłony i żaluzje. Oznaczenie odporności drzwi na uderzenie ciałem miękkim i ciężkim,
• PN-EN 950:2000 Skrzydła drzwiowe. Oznaczenie odporności drzwi na uderzenie ciałem twardym.
Wyniki z przeprowadzonych badań powinny być wyrażone zgodnie z zasadami zawartymi
w normie PN-EN 1192:2001 Drzwi. Klasyfikacja wymagań wytrzymałościowych.
Wentylacje
Urządzenia do przepływu powietrza zintegrowane z drzwiami zewnętrznymi powinny być badane według normy PN-EN 13141-1:2006 Wentylacja budynków. Badanie właściwości elementów/wyrobów do wentylacji mieszkań. Część 1: Urządzenia do przepływu powietrza montowane w przegrodach zewnętrznych i wewnętrznych. Połączenia
i otwory nie podlegające badaniom powinny być zaklejone taśmą.
Wyniki badań powinny obejmować charakterystykę i natężenie przepływu powietrza,
a wielkość objętościowego natężenia przepływu powietrza qv powinna być wyznaczona przy pomocy wzoru:
qv = K(Δp)n
gdzie:
K = charakterystyka przepływu powietrza dla urządzenia;
n = eksponenta (wykładnik) przepływu;
Δp = różnica ciśnień.
Po tym zapisie jest uwaga, że oddzielne urządzenie przeznaczone do zainstalowania
w drzwiach w terminie późniejszym, nie są objęte niniejszą normą.
Kuloodporność
Po badaniach przeprowadzonych według normy PN-EN 1523:2000 Okna, drzwi, żaluzje
i zasłony. Kuloodporność. Metody badań, właściwości dotyczące kuloodporności drzwi powinny być wyrażone zgodnie z zasadami przedstawionymi w normie PN-EN 1522:2000 Okna, drzwi, żaluzje i zasłony. Kuloodporność. Wymagania i klasyfikacja.
Odporność na wybuch
Dla określenia tej właściwości drzwi należy przeprowadzić badania według norm:
• PN-EN 13124-1:2002(U) Okna, drzwi i żaluzje. Odporność na wybuch. Metoda badania. Część 1: Rura uderzeniowa,
• PN-EN 13124-2:2002(U) Okna, drzwi i żaluzje. Odporność na wybuch. Metoda badania. Część 2: Próba poligonowa.
Odporność na wybuch drzwi powinna być wyrażona zgodnie z normami:
• PN-EN 13123-1:2002(U) Okna, drzwi i żaluzje. Odporność na wybuch. Wymagania
i klasyfikacja. Część 1: Rura uderzeniowa.
• PN-EN 13123-2:2002(U) Okna, drzwi i żaluzje. Odporność na wybuch. Wymagania
i klasyfikacja. Część 2: Próba poligonowa.
Odporność na wielokrotne otwieranie i zamykanie
Badanie wielokrotnego otwierania i zamykania drzwi zewnętrznych powinno być prowadzone według wymogów określonych w normie PN-EN 1191:2002 Okna i drzwi. Odporność na wielokrotne otwieranie i zamykanie. Metoda badania.
Wyniki badań tej odporności powinny być wyrażone zgodnie z normą PN-EN 12400:2004 Okna i drzwi. Trwałość mechaniczna. Wymagania i klasyfikacja. Według tej normy drzwi zewnętrzne, w zależności od ich zastosowania i warunków użytkowania, mogą być zaliczone do klasy od 1 do 8 w zależności od liczby cykli badawczych, które wynoszą od 5 000
(klasa 1) do 1000 000 (klasa 8).
Zachowanie się między różnymi klimatami
W prezentowanej normie zapisano, że badania klimatyczne drzwi zewnętrznych powinny być prowadzone według procedur określonych w normie PN-EN 1121:2001 Drzwi. Zachowanie się pomiędzy dwoma różnymi klimatami. Metoda badania. Uzyskane wyniki badań powinny być wyrażone według normy PN-EN 12219:2002 Drzwi. Wpływ klimatu.
Wymagania i klasyfikacja.
Wymaganie to dotyczy odkształcenia trwałego skrzydeł drzwiowych poddanych działaniu klimatów próbnych oznaczonych jako a, b, c, d lub e zgodnie z normą PN-EN 1121:2001, które nie powinno przekraczać wartości dopuszczalnych, przewidzianych dla klasy 1, 2 lub 3 określonych w normie PN-EN 12219:2002.
Odporność na włamanie
Badania odporności na włamanie drzwi zewnętrznych należy przeprowadzić według prenorm:
• ENV 1628:1999 Okna, drzwi, żaluzje. Odporność na włamanie. Metoda badania dla określenia odporności na obciążenie statyczne,
• ENV 1629:1999 Okna, drzwi, żaluzje. Odporność na włamanie. Metoda badania dla określenia odporności na obciążenie dynamiczne,
• ENV 1630:1999 Okna, drzwi, żaluzje. Odporność na włamanie. Metoda badania dla określenia odporności na próby włamania ręcznego.
Wyniki z tych badań powinny być wyrażone zgodnie z zasadami podanymi w prenormie ENV 1627:1999 Okna, drzwi i żaluzje. Odporność na włamanie. Wymagania i klasyfikacja.
Wymienione prenormy nie zostały wprowadzone do Katalogu Polskich Norm, a więc nie są opublikowane. Prowadzone są jednak w Europejskim Komitecie Normalizacyjnym CEN prace nad przekształceniem ich w Normy Europejskie, a w chwili obecnej ukazały się projekty tych norm oznaczone jako prEN 1627, prEN 1628, prEN 1629 i prEN 1630.
Wymagania specjalne
Drzwi szklane bezościeżnicowe
Norma określa, że są to drzwi, których skrzydło (skrzydła) i wszystkie elementy przyległe są wykonane ze szkła (oszklenie pojedyncze lub szyba zespolona izolacyjna), bez ramy nośnej lub przenoszącej obciążenie.
Szkło zastosowane w tych drzwiach powinno spełniać wymagania norm:
• PN-EN 1863-2:2005 Szkło w budownictwie. Termicznie wzmocnione szkło sodowo
-wapniowo-krzemowe. Część 2: Ocena zgodności wyrobu z normą,
• PN-EN 12150-2:2005 Szkło w budownictwie. Termicznie hartowane bezpieczne szkło sodowo-wapniowo-krzemowe.
Część 2: Ocena zgodności wyrobu z normą,
• PN-EN 14321-2:2005(U) Szkło w budownictwie. Termicznie hartowane bezpieczne szkło z tlenków wapniowców i krzemionki. Część 2: Ocena zgodności/Zgodność wyrobu z normą,
• PN-EN 14179-2:2006 Szkło w budownictwie. Termicznie hartowane wygrzewane bezpieczne szkło sodowo-wapniowo-krzemowe. Część 2: Ocena zgodności wyrobu
z normą.
Drzwi zewnętrzne uruchamiane za pomocą napędu
Drzwi zewnętrzne z napędem powinny spełniać wymagania norm, które w chwili obecnej istnieją jako projekty:
• pr EN 12650-1:2002 Okucia budowlane. Automatyczne systemy drzwi z napędem do ruchu pieszego. Część 1: Wymagania do wyrobu i metody badań.
• pr EN 12650-2:2002 Okucia budowlane. Automatyczne systemy drzwi z napędem do ruchu pieszego. Część 2: Bezpieczeństwo przy drzwiach z napędem do ruchu pieszego.
Ponadto jednostki napędowe oraz inne okucia i elektryczne elementy składowe instalowane w drzwiach zewnętrznych z napędem, powinny także spełniać wymagania normy
pr EN 12650-1:2002.
Klasyfikacja
Zestawienie klasyfikacji właściwości objętych normą PN-EN 14351-1:2006(U) i dotyczących drzwi zewnętrznych podane jest w tablicy 2 tej normy. Wypis z tej tablicy przedstawiony jest poniżej.
Dodać należy, że ten rozdział normy podaje jeszcze związane z klasyfikacją uwagi,
z których najistotniejsze dotyczące drzwi to:
• producent powinien wyszczególnić, które właściwości zostały określone i podać deklarowany poziom osiągów,
• zamierzone zastosowanie wyrobu może być wyrażone za pomocą pojęć ogólnych,
w miarę możliwości za pomocą odwołań do określonych właściwości,
• przy określaniu wymaganych poziomów właściwości eksploatacyjnych drzwi zewnętrznych dla danego zastosowania finalnego, kompletator powinien wziąć pod uwagę zamierzone użytkowanie,
• nieprzydatność jakiegoś wyrobu do danego zastosowania finalnego nie wyklucza przydatności do innego określonego zastosowania,
• wytyczne dotyczące właściwych poziomów osiągów dla różnych przeznaczeń
i lokalizacji można znaleźć w dokumentach krajowych,
• wymagane cechy drzwi zewnętrznych, które nie są objęte omawianą normą, mogą być przedmiotem odrębnych uzgodnień między producentem a kompletatorem, np. przez powołanie innych norm.
inż. Zbigniew Czajka
ITB Oddział Wielkopolski
- Szczegóły
- Kategoria: Wydanie 1/2007
Get all from one |
Obecna na polskim rynku już od wielu lat firma HELANTEC po raz kolejny poszerzyła swoją ofertę o nowe rozwiązania w dziedzinie techniki kontroli i napełniania szyb zespolonych gazem. Rozwiązania te zostały po raz pierwszy zaprezentowane podczas ubiegłorocznych targów Glasstec.
Napełniarki do gazu
Oferta napełniarek do gazu jest dostosowana do oczekiwań zarówno małych, średnich jak i dużych producentów. Stąd generalny podział na dwie grupy (w zależności od zastosowania):
I. Napełniarki przeznaczone dla małych i średnich producentów, to seria MINI, COMFORT i STANDARD. Urządzenia te pracują niezależnie od linii produkcyjnej a ich wydajność w zależności od modelu i ilości kanałów wynosi od 150 do 750 jednostek na zmianę. 
II. Napełniarki przeznaczone dla dużych zakładów produkcyjnych – seria RAPIDE. Dzięki swej szybkości, znajdują zastosowanie w napełnianiu bezpośrednio w linii produkcyjnej (po prasowaniu, a przed uszczelnianiem zestawu), a ich maksymalna wydajność wynosi 1800 jednostek na zmianę.

Nowe rozwiązania wdrażane przez firmę HELANTEC, mają na celu po pierwsze obniżenie kosztów produkcji urządzeń, a co za tym idzie ich ceny, ale przy utrzymaniu najwyższej jakości finalnego produktu i po drugie – wzrostu wydajności oferowanych napełniarek.
Sztandarowym produktem jest tu najnowsza wersja RAPIDE 900.
W przypadku tej napełniarki już przy użyciu jednego kanału otrzymujemy wydajność do 900 jednostek na zmianę, a rozbudowa urządzenia o dodatkowy kanał pozwala podwoić tę wielkość. Osiągnięcie takiej prędkości napełniania jest możliwe dzięki zsynchronizowaniu procesu podawania gazu z odsysem powietrza, stałej kontroli ciśnienia wewnątrz szyby, oraz zastosowaniu dokładnego analizatora mierzącego stopień koncentracji gazu podczas całego procesu.
Napełniarka ta – jak każda z serii RAPIDE - może zostać wyposażona w moduł komunikacyjny, który umożliwia między innymi dokładną wizualizację procesu napełniania, diagnostykę, kontrolę produkcji i prowadzenie pełnej dokumentacji.
Analizatory i urządzenia pomocnicze
ISO-GAS-CONTROL
Urządzenie cieszące się dużym zainteresowaniem w związku z wymaganiami dotyczącymi kontroli produkcji, stawianymi przez normę EN 1279. Jest to zarazem najprostszy analizator gazu. Pozwala on na szybki i dokładny pomiar koncentracji gazu w przestrzeni międzyszybowej. Urządzenie jest proste w obsłudze i praktycznie bezawaryjne.

HELOX KVSN-F
Bardziej zaawansowany system. Jest to analizator, który pozwala mierzyć koncentrację gazu, ale w oparciu o dokładniejszą, pośrednią metodę pomiaru ilości tlenu w próbce.
Tego typu analizator jest certyfikowany do oficjalnych testów.
ANALIZATOR SF6
Ofertę analizatorów uzupełnia urządzenie które umożliwia pomiar koncentracji SF6.
LEAK FINDER
Wskaźnik przecieków gazu umożliwiający znalezienie nieszczelności i miejsca wycieku gazu bezpośrednio podczas produkcji szyb zespolonych.
MIERNIK Ug
Umożliwia pomiar wartości współczynnika Ug szyby zespolonej zainstalowanej w oknie.
ISO-ALTIMETER
Umożliwia kompensatę ciśnienia w szybie zespolonej ze względu na wysokość i zmiany ciśnienia atmosferycznego.

Firma HELANTEC dostarcza również kompletne systemy kontroli napełniania stosowane w liniach przystosowanych do napełniania gazem w prasie. Umożliwiają nie tylko dokładną kontrolę samego procesu, ale również jego pełną dokumentację.
ISO-COM-CONTROL
System komunikacji umożliwia kontrolę produkcji, transfer danych, dokumentację ISO 9000, diagnostykę, optymalizację systemu i serwisu, wizualizację procesu napełniania gazem, łatwe dostosowanie do nowych aplikacji. Oczywiście, oferta jest nieustannie modyfikowana
pod kątem oczekiwań użytkowników – dlatego gama oferowanych urządzeń jest ciągle poszerzana, tak aby zaspokoić potrzeby wszystkich potencjalnych użytkowników.
Należy podkreślić, iż oferta firmy HELANTEC zawiera wszelkie urządzenia do pomiaru, kontroli i rejestracji koncentracji gazu w szybach zespolonych, niezbędne do spełnienia wymagań normy EN 1279, zgodnie z zakładowym systemem kontroli jakości.
- Szczegóły
- Kategoria: Wydanie 1/2007
 W „Świecie Szkła” 10/2006 (Wojciech Żółtowski, Leszek Kwaśniewski, Maciej Cwyl: Modelowanie i analiza połączeń punktowych), w numerze 11/2006 i 12/2006 (Szymon Nadzieja: Stosowanie szczeliw silikonowych w szkleniu zabezpieczającym, część 1 i 2) przedstawiono wyniki badań spoin konstrukcyjnych z zastosowaniem silikonów DC993 i DC895 dla mocowań punktowych.
W „Świecie Szkła” 10/2006 (Wojciech Żółtowski, Leszek Kwaśniewski, Maciej Cwyl: Modelowanie i analiza połączeń punktowych), w numerze 11/2006 i 12/2006 (Szymon Nadzieja: Stosowanie szczeliw silikonowych w szkleniu zabezpieczającym, część 1 i 2) przedstawiono wyniki badań spoin konstrukcyjnych z zastosowaniem silikonów DC993 i DC895 dla mocowań punktowych.
- Szczegóły
- Kategoria: Wydanie 1/2007
|
Szklenie dekoracyjne drzwi wewnątrzlokalowych |
 Dzięki bogatej ofercie producentów drzwi mogą stać się doskonałym elementem dekoracyjnym pomieszczenia. Duża liczba sposobów wykończenia drzwi pozwala dopasować je do wnętrza o dowolnym charakterze.
Dzięki bogatej ofercie producentów drzwi mogą stać się doskonałym elementem dekoracyjnym pomieszczenia. Duża liczba sposobów wykończenia drzwi pozwala dopasować je do wnętrza o dowolnym charakterze.
Wnętrze z charakterem
Ważnym elementem dekoracyjnym i funkcjonalnym drzwi wewnętrznych jest przeszklenie, ponieważ poprzez dobór wymiarów szyb – ze szprosami lub bez – oraz gatunku i koloru szkła, pozwalają dopasować drzwi do wystroju i charakteru wnętrza.
Oferowane są przeszklenia o różnych kształtach – prostokątne, okrągłe, owalne lub inne wykonane zgodnie z fantazją projektanta. Przeszklenie o odpowiednio dobranym kształcie i wielkości odmienia całkowicie wygląd drzwi – dodaje im lekkości i elegancji.
Przeszklone czy pełne
Producenci w większość oferują drzwi w wersjach pełnej i przeszklonej, w niektórych wzorach można również dobierać różną powierzchnię przeszklenia. Pozwala to na wybór drzwi z jednolitym dla całego mieszkania układem elementów ozdobnych, płycin, kasetonów, szprosów (poprzeczek dzielących taflę szkła na mniejsze fragmenty).
Wielkość przeszklenia waha się od małych wstawek szklanych do drzwi całoszklanych, w których skrzydło drzwi stanowi tafla szklana zawieszona na, prawie niewidocznych ale solidnych, okuciach.
 Szprosy
Szprosy
Tafla szklana może zostać zamontowana z podziałem na mniejsze płaszczyzny, poprzez zastosowanie szprosów. Szprosy te mogą być wykonane z różnych materiałów (drewniane lub metalowe), mieć różną wielkość (szerokie lub wąskie), wzornictwo (delikatne lub bogato zdobione) i konstrukcję (naklejane lub konstrukcyjne).
Bogata oferta szprosów (zwanych też szczeblinami lub kratkami drzwiowymi) oraz będących z nimi w komplecie listew przyszybowych (służących do zamontowania tafli szklanych) poszerza dodatkowo wzornictwo oferowanych drzwi.
Funkcje przeszklenia
Szkło w drzwiach wewnętrznych dostarcza w ciągu dnia naturalne światło do pomieszczeń pozbawionych okien, jak korytarze, przejścia, wewnętrzne schody.
Drzwi z małym okienkiem często stosuje się w toaletach i łazienkach, zwłaszcza tych, które nie mają okien w ścianach. Pozwala to trochę je rozjaśnić, a ponadto można stwierdzić po zapalonym oświetleniu, czy pomieszczenie jest aktualnie zajmowane.
Natomiast przeszklenia w dużych, podwójnych drzwiach przesuwanych czy składanych, stosowanych na przejściu do pomieszczeń reprezentacyjnych (np. salonu lub pokoju dziennego w mieszkaniach), uatrakcyjniają wygląd drzwi i dodają im lekkości i elegancji.
Większe przeszklenia w drzwiach do pokoi wprowadzają też nastrój otwartości – nie izolują całkowicie domowników, zachowując podział funkcjonalny poszczególnych pomieszczeń, wyciszenie mieszkania i zabezpieczenie przed „wędrowaniem” zapachów kuchennych po mieszkaniu. Zaletą wprowadzania przeszkleń w przegrodach wydzielających pomieszczenia jest także optyczne powiększanie wnętrz.

Bezpieczeństwo
Przeszklenia drzwiowe, zwłaszcza te o większych rozmiarach, powinny być wykonane ze szkła bezpiecznego. Należy na to zwrócić szczególną uwagę w mieszkaniach, w których przebywają małe dzieci oraz w szkołach i przedszkolach.
W przypadku szkła mineralnego – czyli najczęściej stosowanego sodowo-wapniowo-krzemianowego – mamy do dyspozycji dwa typy szkieł bezpiecznych: hartowane lub laminowane. Podwyższone bezpieczeństwo w razie stłuczenia zapewnia również, rzadziej dziś stosowane, szkło zbrojone.
 Szkło hartowane. Uzyskiwane jest w wyniku obróbki termicznej tafli szkła – polegającej na podgrzaniu do temperatury ok. 650oC i szybkim schłodzeniu. W wyniku tej operacji otrzymujemy szkło o lepszych parametrach wytrzymałościowych oraz o tzw. bezpiecznej siatce spękań – czyli w razie stłuczenia szkło rozpada się na małe kawałki o nieostrych krawędziach, dzięki czemu nie robi krzywdy ludziom, którzy znajdują się w pobliżu.
Szkło hartowane. Uzyskiwane jest w wyniku obróbki termicznej tafli szkła – polegającej na podgrzaniu do temperatury ok. 650oC i szybkim schłodzeniu. W wyniku tej operacji otrzymujemy szkło o lepszych parametrach wytrzymałościowych oraz o tzw. bezpiecznej siatce spękań – czyli w razie stłuczenia szkło rozpada się na małe kawałki o nieostrych krawędziach, dzięki czemu nie robi krzywdy ludziom, którzy znajdują się w pobliżu.
Hartowanie odbywa się w specjalnych piecach, co sprawia, że szkło hartowane jest droższe od szkła zwykłego, a ponadto w czasie hartowania powstają niewielkie odkształcenia tafli szklanej wynikające z samej technologii hartowania.
Należy też wspomnieć, że szkło hartowane nie może być cięte ani poddawane innej obróbce – czyli prace takie jak przycięcie na dokładny wymiar, szlifowanie krawędzi i wiercenie otworów (np. pod okucia) powinny być przeprowadzone przed procesem hartowania.
Szkło laminowane. Uzyskiwane jest przez połączenie dwóch lub więcej tafli szkła za pomocą folii lub żywicy. Laminowanie za pomocą folii wymaga zastosowania specjalnych pieców do laminowania lub autoklawów.
Metoda laminowania za pomocą żywicy takich urządzeń nie wymaga, ale otrzymywane szkło laminowane jest mniej odporne na warunki atmosferyczne
Szkło laminowane ma również większą wytrzymałość niż szkło nieklejone, a w przypadku stłuczenia tafla szkła pozostaje w całości gdyż kawałki szkła pozostają przyklejone do folii lub żywicy.
Przy odpowiedniej ilości i grubości warstw folii i szkła możemy uzyskać tafle szklane o zwiększonej odporności na włamanie, a nawet szkło kuloodporne. Zarówno folie jak i żywice mogą być barwione, a ostatnio pojawiły się folie z nadrukowanymi np. pejzażami.
Dostępne są również technologie umożliwiające umieszczenie między taflami obok folii ozdobnej siateczki metalowej, tkanin lub innych elementów dekoracyjnych. Klejenie szkła zarówno folią jak i żywicą pozwala ponadto uzyskać tafle szklane o zwiększonej izolacyjności akustycznej.
Folia może być również przyklejona na zewnątrz tafli szkła, ale ze względu na jej mniejszą odporność mechaniczną niż szkła (możliwość zarysowania folii lub jej zmatowienia) – sposób ten jest stosowany głównie w przypadku laminowania zamontowanych już wyrobów szklanych.
Szkło zbrojone. Jest to szkło walcowane z wtopioną siatką metalową, która, w przypadku stłuczenia, utrzymuje odłamki szkła w całości. Inną zaletą tego szkła jest możliwość pełnienia funkcji ognioochronnych.
Do przeszkleń drzwiowych stosowane jest również szkło organiczne – czyli przezroczyste płyty z tworzyw sztucznych. Najczęściej używane są płyty polistyrenowe (PS), akrylowe (PMMA tzw. plexi) lub poliwęglanowe (PC).
Płyty te przewyższają szkło tradycyjne pod względem wytrzymałości na uderzenia (PMMA dwudziestokrotnie, a poliwęglan nawet ponad dwustukrotnie – porównując tafle o tej samej grubości) i mają mniejszy ciężar.
Najbardziej wszechstronne są płyty poliwęglanowe. Łączą one w sobie optyczne własności szkła z mechanicznymi własnościami metali tworzyw sztucznych. Właściwości te zachowują w szerokim zakresie temperatur od –40oC do +120oC. Są nietłukące – eliminują więc niebezpieczeństwo okaleczenia odłamkami rozbitego szkła.
Płyty poliwęglanowe lite grubości 4 mm mają już atest zwiększonej odporności na włamanie, a przy większych grubościach mogą być nawet kuloodporne – kula z kbk AK grzęźnie w grubości płyty.
Należy jednak podkreślić, że mają mniejszą odporność na uszkodzenia mechaniczne (mogą ulegać zarysowaniu lub zmatowieniu) oraz są materiałami palnymi (co prawda płyty poliwęglanu mają własności samogasnące, czyli przestają się palić po odjęciu zewnętrznego źródła ognia).
Estetyka
Efekty estetyczne, jakie daje szkło zależą od procesów technologicznych, jakim jest poddawane w czasie produkcji. Najprostsze daje sama powierzchnia szkła. Tu można wyróżnić: - Szkło płaskie lub ornamentowe
- Szkło płaskie lub ornamentowe
To pierwsze jest obecnie produkowane głównie metodą float – jego powierzchnia jest gładka a tafla przezroczysta, czasem o leciutkim zabarwieniu zielonkawym lub błękitnym. Gdy chcemy przepuścić przez oszklenie największej ilości światła – np. w celu doświetlenia znajdującego się za tymi drzwiami przedpokoju – stosujemy szkło bezbarwne. Szkło takie zapewnia również światło o naturalnym rozkładzie barw.
Szkło ornamentowe natomiast jest szkłem walcowanym Na jego powierzchni odciśnięto wypukłe wzory w trakcie walcowania na gorąco tafli szklanej (wstęga stopionego szkła przepuszczana jest pomiędzy metalowymi walcami w temperaturze ok. 900°C, a wzory z powierzchni walców zostają przeniesione na przechodzące pomiędzy nimi szkło).
W zależności od ukształtowania powierzchni walca możemy otrzymywać różnorodne wzornictwo szkła ornamentowego.
Zwykle jedna tylko powierzchnia tafli ma wytłaczany wzór, ale są również dwustronnie wytłaczane. Ponieważ szkło ornamentowe zniekształca obraz oglądanych przezeń przedmiotów, więc wyposażone w nie drzwi, oprócz estetyki, dają poczucie intymności przebywającym za nimi osobom. Rodzaj wzoru i jego struktura determinują poziom przezroczystości.
- Szkło kolorowe
Ciekawe efekty dekoracyjne otrzymujemy stosując szkło barwione w masie, uzyskiwane przez dodanie określonych składników do roztopionej masy szkła (przykładowo: kobalt i nikiel barwią szkło na szaro, tlenek żelaza – na niebiesko, a żelazo trójwartościowe nadaje mu żółte zabarwienie; natomiast użyte razem barwią szkło na zielono).
Otrzymywana w ten sposób liczba kolorów jest jednak ograniczona. Oprócz zwykłego szkła (zwanego białym, chociaż ma mniej lub bardziej zielonkawy odcień wynikający z naturalnych zanieczyszczeń masy szklanej) dostępne jest szkło w kolorach: brązowym, grafitowym, niebieskim i zielonym. Tafle szklane są jednolicie zabarwione na dany kolor.
- Szkło malowane metodą sitodruku, natrysku lub ręcznie
Metodą sitodruku mogą być nanoszone różne rodzaje farb – najczęściej są to jednak farby ceramiczne, które wypalane w wysokiej temperaturze – np. w trakcie hartowania szkła – pozwalają na uzyskanie powłoki o dużej wytrzymałości mechanicznej i odpornej na ścieranie, bardzo dobrze przylegającej do powierzchni szkła.
Tak otrzymujemy wyroby ze szkła bezpiecznego, o dowolnej kolorystyce i wzornictwie. W ten sposób malowane szkło bardzo dobrze sprawdza się jako ozdobne wypełnienie drzwi, znakomicie uzupełniając ich indywidualny charakter. Oprócz standardowych wzorów, wykonywane są zdobienia według projektów klientów.
Metodą natrysku nanoszone są na szkło zwykle farby organiczne, które nie wymagają wypalania (schną na wolnym powietrzu) i pozwalają na malowanie bardzo skomplikowanych wzorów, o nieograniczonej palecie barw i odcieni (np. odwzorowanie na szkle z fotograficzną dokładnością zdjęć krajobrazowych).
Jest to zautomatyzowany proces odbywający się w komorze lakierniczej, w której pracują pistolety natryskowe sterowane komputerowo. Nanoszone farby mają, niestety, mniejszą trwałość i odporność na ścieranie od farb ceramicznych.
W metodzie ręcznego malowania – za pomocą pędzelka lub aerografu nakładane są zwykle farby akrylowe. Jest to metoda możliwa do stosowania na istniejących już wyrobach szklanych, a dzięki łatwości aplikacji łatwa do samodzielnego stosowania przez osoby z zacięciem artystycznym.
Tym bardziej, że producenci takich farb oferują je w małych opakowaniach i w różnorodnej kolorystyce.
- Szkło witrażowe
Witraż tradycyjny. Szkło witrażowe produkowane jest tradycyjnymi, nieprzemysłowymi metodami. Jego charakterystycznymi cechami jest niejednorodność powierzchni i kolorystyki oraz niepowtarzalność faktury. Dostępne jest w bogatej gamie kolorów i ich odcieni. Oferowane są szybki przezroczyste i nieprzezroczyste (tzw. opalowe), wielokolorowe lub jednobarwne, mające różnorodną powierzchnię i strukturę. Witraż jest specyficznym wykorzystaniem szkła kolorowego.
Kolorowe szybki ułożone są w sposób pozwalający uzyskać ciekawe efekty dekoracyjne, a gdy witraż jest wykonany przez prawdziwego artystę może stanowić nawet dzieło sztuki. Szybki są łączone zwykle za pomocą taśmy ołowianej lub miedzianej, co sprawia, że wykonanie takiego witraża jest pracochłonne i… kosztowne.
Obecnie dzięki zastosowaniu technologii water-jet do wycinania elementów szklanych, uzyskiwana jest wysoka precyzja wycinanych kształtów, co umożliwia wykonywanie efektownych witraży z kolorowych elementów szklanych klejonych ze sobą z prawie niewidocznymi spoinami.
 |
 |
 |
 |
|
 |
 |
 |
 |
 |

Folie witrażowe. Aby upowszechnić witrażownictwo wprowadza się tańsze metody wykonywania kolorowych wzorów na szkle za pomocą samoprzylepnych folii w różnych barwach.
Wykonywanie takich witraży jest na tyle łatwiejsze, że można je wykonać nawet samodzielnie, posługując się szablonami dostarczanymi przez producenta. W takim zestawie znajduje się również samoprzylepna taśma ołowiana (zwykle w kolorze srebrnym, złotym lub czarnym) do wykonania głównego rysunku witraża i do imitacji połączeń ołowianych występujących w witrażu tradycyjnym.

Witraże żywiczne. W celu skrócenia czasu wykonywania witraży wprowadzono metodę wykorzystującą żywice do malowania tafli szklanej. Witraże takie wykonywane są z wykorzystaniem specjalnych maszyn automatycznie dozujących porcje różnokolorowych żywic według dostarczonego wzoru (zwykle w programie CAD). Metoda ta pozwala również na dokładne powielanie powtarzalnych wzorów witrażowych.
- Zdobienie specjalne – fusing, grawerowanie, fazowanie
Fusing – polegający na stapianiu różnokolorowych szkieł na gorąco – pozwala na wykonywania wyrobów wykorzystujących również efekt przenikania kolorowego światła, jak w witrażach. Obróbka szkła na gorąco pozwala na otrzymywanie wyrobów szklanych o różnorodnej, głęboko rzeźbionej fakturze, a przenikanie barw kolorowych szkieł przypomina dzieła awangardowego malarstwa.
Grawerowanie to nadawanie tafli szklanej własności estetycznych poprzez kombinację różnorodnych nacięć tworzących określony deseń. Zdobienie dzieli się na płytkie – matowe (z różnorodnym wzornictwem np. stylizowane rośliny) i głębokie, najczęściej polerowane (tworzące zwykle wzory geometryczne). Możliwe jest wykonywanie kompozycji wg wzorników lub artystyczne rzeźbienie w szkle i tworzenie unikatowych kompozycji.
Wykonywany wzór może być wypukły lub wklęsły, wówczas wypełnia się go czasami innym materiałem. Różnorodność motywów i form oraz kształtów narzędzi grawerskich, w zestawieniu ze szkłami float, matowymi czy też ornamentowymi, pozwala na nadanie drzwiom szklanym bardzo interesującego wyglądu. Połączenie grawerowania matowego i polerowanego nadaje zdobieniu wyrazistości i trójwymiarowości.
Fazowanie polega na szerokim szlifie krawędzi tafli szkła, pod kątem do powierzchni innym niż prosty, która załamując światło, wytwarza nietypowy efekt wizualny. Proces ten nadaje szczególnych walorów estetycznych, dlatego ma istotne znaczenie w produktach wyposażenia wnętrz.
Fazowanie może być przeprowadzone po jednej lub po obu stronach tafli szklanej Bardzo efektowne są fazy podwójne - o dwóch szlifach wykonanych pod różnymi kątami.
Taśmy dekoracyjne. Ponieważ procesy grawerowania i fazowania są bardzo pracochłonne, co sprawia, że oferowane wyroby mają dość wysoką cenę, więc dostępne są na rynku taśmy dekoracyjne umożliwiające uzyskania podobnych efektów estetycznych. Taśm tych można użyć do dekoracji wszelkich szklanych powierzchni. Dają efekt ciętego szkła i stanowią wygodną w aplikacji alternatywę dla tradycyjnych metod szlifowania szkła.
Taśmy te są odporne na wilgoć i mogą być myte tradycyjnymi środkami czystości używanymi w gospodarstwach domowych. Wyróżniamy taśmy rowkowe – służące do dekoracji powierzchni i taśmy krawędziowe - imitujące szlifowanie krawędzi. Taśmy te w prosty i tani sposób podnoszą wartość i estetykę ozdabianych przedmiotów. Można nimi zdobić bardzo cienkie szkło, co jest bardzo ryzykowne lub wręcz niemożliwe przy tradycyjnym fazowaniu, gdyż nie osłabiają szkła.
-Szkło przejrzyste lub nieprzejrzyste – piaskowane, trawione lub lakierowane – matowe lub z lekkim połyskiem albo z naklejanymi foliami matowymi
Drzwi mają za zadanie oddzielić w jakiś sposób sąsiednie pomieszczenia. Zastosowanie w drzwiach przeszklenia pozwala oddzielić pomieszczenia funkcjonalnie utrzymując jednocześnie między nimi kontakt wzrokowy. Kontakt ten może być regulowany przejrzystością szkła. Do oddzielania pomieszczeń biurowych można stosować przeszklenia o ograniczonej w różnym stopniu przejrzystości.
Natomiast w pomieszczeniach takich, jak łazienki, gdy chcemy zapewnić intymność przebywającym w nim osobom, stosuje się szkło nieprzejrzyste. Takim szkłem najczęściej jest szkło matowione, które można uzyskać różnymi metodami.
 |
|
 |
 |
|
 |
 |
 |
 |
Piaskowanie. Najbardziej rozpowszechnionym sposobem uzyskiwania szkła matowionego jest piaskowanie, czyli oddziaływanie na powierzchnię szkła strumieniem piasku kwarcowego (lub innego środka ściernego np. elektrokorundu) pod wysokim ciśnieniem. Proces ten zwykle odbywa się w sterowanym komputerowo automacie piaskującym. Tą metodą możemy zmatowić powierzchnię całej tafli szklanej lub tylko jej fragmenty.
Posługując się specjalnymi foliami i wycinając w nich na ploterach nawet skomplikowane wzory – możemy na tafli szklanej uzyskać ciekawe efekty estetyczne. Naklejona folia chroni szkło przed działaniem piasku w momencie piaskowania – szkło pod nią pozostaje przejrzyste, podczas gdy sąsiednie powierzchnie stają się matowe.
Po usunięciu folii otrzymujemy taflę szklaną z wzorami nieprzejrzystymi – matowymi i przejrzystymi – ze szklanym połyskiem. Od niedawna dostępna jest również możliwość tzw. głębokiego piaskowania – czyli wykonywania wyrobów o głębokiej fakturze – prawie płaskorzeźb szklanych.
 Trawienie. Inną metodą otrzymywania szkła matowego jest trawienie. Zwykle do trawienia stosuje się kwas fluorowodorowy – wymagający przestrzegania rygorystycznego przepisów BHP, aby nie doszło do poparzeń lub zatrucia trującymi oparami.
Trawienie. Inną metodą otrzymywania szkła matowego jest trawienie. Zwykle do trawienia stosuje się kwas fluorowodorowy – wymagający przestrzegania rygorystycznego przepisów BHP, aby nie doszło do poparzeń lub zatrucia trującymi oparami.
Ostatnio dostępne są również technologie bezkwasowego trawienia – „przyjaźniejsze” w stosowaniu – ale ze względu na większe koszty preparatów, są one głównie stosowane do wykonywania matowych wzorów na zamontowanych już drzwiach szklanych (nie wymagane są wówczas piaskarki stosowane przy uzyskiwaniu takiego szkła metodą piaskowania - mogące wywołać zakurzenie eksploatowanych już pomieszczeń).
Zwykle produkuje się tafle o jednolitej matowej powierzchni, ale sterując odpowiednio procesem trawienia producenci potrafią uzyskiwać szkło trawione z ciekawymi wzorami tworzonymi przez zróżnicowanie głębokości trawienia (punktowe nakładanie środka trawiącego za pomocą specjalnych maszyn i stosowanie szablonów).
Szkło matowe uzyskiwane metodą trawienia jest mniej szorstkie – przyjemniejsze w dotyku i łatwiejsze w utrzymaniu czystości – mniej widać na nich „ślady palców”.
Lakierowanie. Szkło matowe można również uzyskać przez równomierne nałożenie na tafli szklane mlecznego lakieru. Metoda ta daje możliwość nakładania różnych rodzajów lakierów i uzyskiwanie szkła o różnej przejrzystości i różnym stopniu połysku – od głębokiego matu do lekkiego satynowego połysku. Na rynku dostępne są również tafle szklane mające matowe powierzchnie uzyskiwane różnymi metodami np. jedna strona lakierowana a druga trawiona
Foliowanie. Metoda ta jest stosowana głównie na zamontowanych już drzwiach. Nakleja się na nie folie samoprzylepne (tzw. mleczne) o różnym stopniu przejrzystości. Dostępne są również samoprzylepne folie kolorowe jednobarwne lub z nadrukowanymi na nich wzorami.
- Z naklejonymi wzorami z kalkomanii lub z kolorowych lub bezbarwnych specjalnie ukształtowanych elementów szklanych tzw. beveli
Przeszklenia szklane mogą być również zdobione przez naklejenie kalkomanii np. z logiem firmy. Trwalsze są kalkomanie wypalane w piecu np. w czasie hartowania szkła – ale w przeszkleniach drzwiowych są rzadko stosowane.
Inną metodą zdobienia szkła jest naklejanie na szybę dekoracyjnych płytek z kolorowego lub bezbarwnego szkła tzw. beveli lub innych ozdobnych aplikacji wykonanych ze szkła (np. wspomnianą już metodą fusingu). Mogą mieć one dekoracyjnie szlifowane krawędzie, które załamując i rozszczepiając światło na barwy składowe wywołują ciekawe efekty kolorystyczne.
- Lustra nieprzejrzyste lub tzw. lustra szpiegowskie (weneckie)
Przeszklenie w drzwiach mogą stanowić również lustra wykonywane metodą tradycyjną i dostarczone gotowe przez producenta – lub uzyskane przez naklejenie folii z powłoką lustrzaną. Zarówno lustra gotowe jak i otrzymywane przez naklejenie folii mogą być nieprzejrzyste jak i półprzejrzyste tzw. szpiegowskie, które przy różnicy w oświetleniu pomieszczeń, pozwalają osobie przebywającej w ciemniejszym pomieszczeniu obserwować osobę w jaśniejszym pomieszczeniu – nie będąc przez nią widzianym.
- Szyby gięte wypukłe
Bardzo efektownym wypełnieniem drzwi oferowanym zarówno do drzwi wewnętrznych jak zewnętrznych są szyby wypukłe, uzyskiwane w wyniku gięcia i termoformowania szkła. Mogą mieć one również lustrzaną powierzchnię, otrzymywaną w wyniku napylenia na powierzchnię szkła warstwy metalicznej.
Powłoki ułatwiające czyszczenie szkła
Bardzo efektownie wyglądają szklane drzwi, ale dużym problemem jest utrzymywanie tak dużych powierzchni szkła w czystości. Dlatego trudno przecenić najnowsze osiągnięcie w zakresie szkieł powlekanych, jakim są szkła z naniesioną specjalną powłoką utrudniającą osadzanie się na szkle zanieczyszczeń. Powłoka ta jest nakładana przez producenta szkła w specjalnym procesie produkcyjnym.
Największą trwałość uzyskują powłoki utwardzane czasie procesu hartowania szkła. Tworząca się wówczas warstwa, jest chemicznie związana ze szkłem – wygładza ona i hydrofobizuje powierzchnię szkła. Metoda ta zdobyła już popularność w przypadku szklanych kabin prysznicowych, w których, dzięki powłoce, krople wody są odpychane od powierzchni szkła i szybko spływają w dół.
Najmniejsze krople, którym uda utrzymać się na powierzchni szkła, mogą pozostawić, co prawda niewielki osad, ale nie jest on związany chemicznie z warstwą szkła – można go więc łatwo usunąć, nawet wilgotną ściereczką. Trwałość działania tej powłoki zależy od tego, jakie zanieczyszczenia znajdują się w wodzie, z którą się szkło styka. Niekonserwowana powłoka wytrzymuje od 6 miesięcy do 5 lat. Natomiast przy odpowiedniej konserwacji jej trwałość wydłuża się do 10 lat.
Na rynku dostępnych jest też wiele środków impregnujących, które mogą być nakładane na szklane powierzchnie zmontowanych już elementów szklanych. Mają one stosunkowo niską cenę, ale też dają mniej trwałą powłokę, którą trzeba co jakiś czas odnawiać.
Tadeusz Michałowski
Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacji: Świat Szkła 01/2007
- Szczegóły
- Kategoria: Wydanie 1/2007
Profil TGI - "ciepła ramka" w polskich oknach |
- Szczegóły
- Kategoria: Wydanie 1/2007
Kalkulator Energetyczny REHAU |
W dobie stale wzrastających cen energii i co za tym idzie zwiększających się kosztów utrzymania, szukanie potencjalnych oszczędności coraz bardziej zaprząta głowy Polaków.
Poszukując nowych rozwiązań, coraz częściej zwracają oni uwagę na to, iż okna są niezwykle istotnym elementem, stanowiącym o energooszczędności budynku. Przez stare, często nieszczelne okna, wraz z ciepłem „uciekają” corocznie spore kwoty, wydawane na ogrzewanie pomieszczeń.

Firma REHAU stale aktywnie wspomaga działania sprzedażowe swoich klientów, aby mogli oni profesjonalnie reagować na potrzeby rynku. Obserwując rosnące zainteresowanie tematem energooszczędności oraz zwiększające się wymagania odnośnie do profesjonalnego doradztwa, REHAU przygotował nowe narzędzie wspomagające działania sprzedażowe firm okiennych.
Jest nim Kalkulator Energetyczny REHAU – program służący do obliczania korzyści wynikających z wymiany starych okien na nowe. Zasada jego działania jest prosta – podając określone parametry dotyczące aktualnie posiadanych okien, ich powierzchni, miejsca zamieszkania oraz sposobu ogrzewania, program oblicza natychmiast konkretne oszczędności, jakie można uzyskać wymieniając stare okna na energooszczędne okna z profili REHAU. Handlowiec w punkcie sprzedaży okien, korzystając z Kalkulatora Energetycznego REHAU, może także profesjonalnie doradzić, jaki system profili oraz rodzaj oszklenia najlepiej zaproponować klientom w celu uzyskania najbardziej wymiernych korzyści.
Oprócz programu na CD, umieszczonego w eleganckiej teczce i opakowaniu tekturowym, firma REHAU przygotowała także cały pakiet związanych z nim materiałów reklamowych. Jest to między innymi ulotka formatu A4, wspomagająca ukierunkowane akcje promocyjne w danym regionie. Można ją wykorzystać jako wrzutkę do skrzynek pocztowych lub wkładkę do gazet. Załączony kupon pozwala potencjalnym klientom na nawiązanie kontaktu z firmą okienną. W skład pakietu wchodzą również naklejki na witrynę sklepową, których charakterystyczny kształt i kolor zwracają uwagę i informują, iż tutaj można otrzymać fachowe doradztwo w kwestii energooszczędności.
Firma REHAU przygotowała także wzory ogłoszeń prasowych - dzięki nim, nie tracąc czasu na wymyślanie nowego motywu, można przeprowadzić skuteczne kampanie informacyjne w gazetach codziennych i czasopismach. Aby w interesujący sposób wyposażyć salony sprzedaży, przygotowany został również plakat 60x80 cm na sztywnym podłożu, umieszczony w aluminiowej ramie z szybą. Duży format eleganckiego plakatu, zawieszonego we wnętrzu salonu, z pewnością zainteresuje odwiedzających problematyką oszczędności energii. Część z wyżej opisanych materiałów może zostać uzupełniona o nadruk logo i danych teleadresowych firmy okiennej.
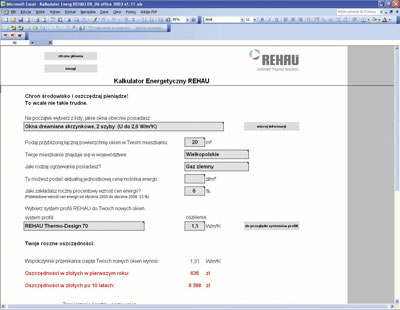
Szersze informacje oraz same pakiety Kalkulatora Energetycznego REHAU można uzyskać, kontaktując się z regionalnymi Biurami Handlowo-Technicznymi REHAU.
Adresy Biur Handlowo-Technicznych REHAU:
• 81-547 Gdynia, ul. Popiela 26,
tel. 0-58 66 85 960 –
• 44-109 Gliwice, ul. Jana Gutenberga 24,
tel. 0-32 77 55 100 –
• 62-081 Przeźmierowo k. Poznania – Baranowo, ul. Poznańska 1a,
tel. 0-61 84 98 400 –
• 03-176 Warszawa, ul. Fleminga 2a,
tel. 0-22 51 97 300 –
www.rehau.pl – www.okno.pl
- Szczegóły
- Kategoria: Wydanie 1/2007
Jakość cieplna okien w aspekcie użytkowym Część 2 |
Niedostateczna jakość cieplna przegród budowlanych z oszkleniami (okien, drzwi, lekkich ścian osłonowych) oraz ich połączeń z innymi przegrodami, może przyczyniać się do występowania niekorzystnych zjawisk, takich jak:
• nadmierne zapotrzebowanie na energię do ogrzewania lub chłodzenia pomieszczeń,
• ich niedogrzewanie lub przegrzewanie i w konsekwencji odczucie dyskomfortu cieplnego przez użytkowników,
• powierzchniowa kondensacja pary wodnej na oknach, połączeniach z obudową, w miejscach najsłabszych pod względem izolacyjności cieplnej.
W pierwszej części tego artykułu omówione zostało kryterium powierzchniowej kondensacji pary wodnej na oknach wg PN-EN ISO 13788:2003
Rzeczywiste cieplne i wilgotnościowe warunki w pomieszczeniach mieszkalnych
Jak wcześniej wspomniano rzeczywiste cieplne i wilgotnościowe warunki w pomieszczeniach mieszkalnych kształtowane są w istotny sposób przez lokatorów, którzy mają decydujący wpływ na emisję wilgoci i dostosowanie do niej intensywności wentylacji.

Na podstawie wyników badań autora i danych Zakładu Fizyki Cieplnej ITB zestawiono (rys. 7) wyniki pomiarów wilgotności powietrza wewnętrznego w czterech mieszkaniach, w budynkach wzniesionych po 2000 r.
Podano wartości średnie i maksymalne zarejestrowane w okresach kilkunastodniowych, charakteryzujących się podobnymi warunkami zewnętrznymi (średnia wartość temperatury powietrza zewnętrznego około 3°C) i przy zbliżonej temperaturze powietrza wewnętrznego (średnia wartość około 21°C).
Warunki panujące w mieszkaniach można ocenić w następujący sposób:
• na podstawie wartości średniej kilkudniowej nadwyżki Dp mogą być zaklasyfikowane do normowych klas wilgotności od 1 do 4,
• chwilowe wartości nadwyżki Dp mogą osiągać poziom o klasę wyższy.
Wartości fRsi na powierzchni okien
Oszklenie (centralna część)
Obliczone wg wzoru (7)
")
wartości fRsi w odniesieniu do centralnej części oszklenia o danych wartościach współczynnika Ug przedstawiono na rys. 8. W przypadku oszkleń o niskim Ug, (mniejszym niż 1,2 W/(m2·K)), uzyskanym dzięki zastosowaniu szyby pokrytej powłoką niskoemisyjną i dodatkowo wypełnieniu przestrzeni międzyszybowej gazem szlachetnym, uzyskuje się wartości fRsi nie przekraczające wartości dopuszczalnych, podanych na rys. 6. Istotnie większe ryzyko występowania powierzchniowej kondensacji pary wodnej w centralnej części oszklenia istnieje natomiast w przypadku zastosowania oszkleń wykonanych ze zwykłych szyb, które charakteryzują się współczynnikiem Ug większym niż 2,7 W/(m2·K).

Oszklenie przy styku z ramą okna
Jest to miejsce zwiększonego ryzyka wystąpienia kondensacji pary wodnej. Elementem pogarszającym jakość cieplną tej części okna jest ramka międzyszybowa. Najbardziej podatny na kondensację jest dolny styk oszklenia z ramą okna, ponieważ:
• jest to strefa napływu na wewnętrzną szybę ochłodzonego na szybie zewnętrznej gazu wypełniającego przestrzeń międzyszybową,
• parapet ogranicza napływ ciepłego powietrza z umieszczonego przeważnie pod oknem grzejnika.

Mniej podatne na powierzchniową kondensację pary wodnej są oszklenia z tzw. „ciepłymi” ramkami, w których ogranicza się lub eliminuje zastosowanie dobrze przewodzących ciepło metali. Pozwalają one uzyskać w obszarze styku oszklenia z ramą wartości fRsi,min zbliżone do dopuszczalnych z uwagi na ochronę przed kondensacją pary wodnej. Zestawienie wartości orientacyjnych, określonych na podstawie wyników symulacji komputerowej przepływu ciepła zamieszczono w tablicy 1. Na rys. 9 przedstawiono przykładowy rozkład izoterm w poziomym przekroju przez ramę okna drewnianego, z szybą zespoloną, o Ug = 1,1 W/(m2·K), z ramką aluminiową.

Rama okna
Zwykle nie ma znaczącego ryzyka wystąpienia kondensacji pary wodnej w centralnej części ram drewnianych i z kształtowników PVC, które zazwyczaj charakteryzują się wartościami współczynnika przenikania ciepła od około 1,2 W/(m2·K) do 1,6 W/(m2·K), a w odniesieniu do najsłabszych rozwiązań nie więcej niż 2,0 W/(m2·K).
Niższe wartości fRsi uzyskuje się na powierzchni ram z kształtowników aluminiowych z przekładką cieplną. Współczynnik przenikania ciepła ram zawiera się, w odniesieniu do typowych rozwiązań, od około 2,0 W/(m2·K) do 3,2 W/(m2·K). Na rys. 10 pokazano rozkład izoterm w poziomym przekroju przez aluminiową ramę drzwi, z szybą zespoloną o Ug = 1,1 W/(m2·K), z ramką aluminiową. Podatność na powierzchniową kondensację pary wodnej wewnętrznej powierzchni ramy jest w pokazanym przypadku zbliżona do podatności powierzchni oszklenia przy styku z ramą okna.

Połączenie ramy okna z obudową
Przy poprawnym wykonaniu izolacji cieplnej między ramą okna i obudową oraz zapewnieniu szczelności na przenikanie powietrza uzyskuje się w styku ramy z obudową dopuszczalne wartości fRsi. Przykładowe wyniki symulacji komputerowej w przekroju przez podokiennik i próg okna drewnianego zamieszczono na rys. 11. Po lewej pokazano rozwiązanie, w którym przestrzeń pod parapetem wypełniono izolacją cieplną. Po prawej przestrzeń pod parapetem pozostaje niewypełniona i możliwe jest jej intensywne wentylowanie powietrzem zewnętrznym. Przy poprawnym rozwiązaniu z izolacją cieplną w połączeniu okna z podokiennikiem uzyskuje się wysoką wartość fRsi,min. Na rysunku po lewej, podatność na powierzchniową kondensację pary wodnej wewnętrznej powierzchni w narożu przy krawędzi progu i parapetu jest zbliżona do podatności powierzchni oszklenia przy styku z skrzydłem okna.

Nawiewnik w oknie
Nawiewniki w oknie są montowane w jego górnej części:
• między oszkleniem a ramą, rys. 12, po prawej (rozkład izoterm przy całkowicie zamkniętym nawiewniku), lub
• w ramie okna, rys. 12, po lewej (rozkład izoterm przy ustalonym minimalnym przepływie powietrza przez nawiewnik).
Bardziej podatne na powierzchniową kondensację pary wodnej są nawiewniki nadszybowe, wykonane z kształtowników aluminiowych z przekładką cieplną, która w typowych rozwiązaniach daje nieduży, kilkumilimetrowy odstęp między zewnętrznym i wewnętrznym kształtownikiem aluminiowym nawiewnika. W pomieszczeniach, w których zastosowano okna z takimi nawiewnikami, w celu uniknięcia kondensacji pary wodnej na wewnętrznej powierzchni nawiewników, należy zachowywać niską wilgotność względną powietrza.

Podsumowanie
• Współczesne typowe rozwiązania techniczne okien umożliwiają utrzymanie w tzw. warunkach obliczeniowych wymaganej temperatury, z uwagi na zabezpieczenie przed powierzchniową kondensacją pary wodnej w centralnej części oszklenia i ramy oraz w połączeniach z obudową.
• Na oszkleniu przy ramie, zwłaszcza w dolnej części okna, w największym stopniu przy zastosowaniu szyby zespolonej z ramką aluminiową, istnieje duże ryzyko okresowego pojawiania się kondensacji pary wodnej.
• W warunkach eksploatacyjnych, występowanie powierzchniowej kondensacji pary wodnej na oknach jest zwykle uzależnione w decydujący sposób od użytkowników pomieszczeń. Z powodu różnych indywidualnych nawyków eksploatacji mieszkań obserwuje się w nich występowanie warunków cieplno-wilgotnościowych odpowiadających wszystkim normowym klasom wilgotności. Jeżeli chwilowe wartości ciśnienia cząstkowego pary wodnej osiągają poziom odpowiadający piątej klasie wilgotności, wówczas możliwa jest kondensacja pary wodnej na większej niż wyżej podano części powierzchni okna, np. na całej powierzchni oszklenia.
Robert Geryło
- Szczegóły
- Kategoria: Wydanie 1/2007
|
Drewno klejone warstwowo dla jednoramowych okien drewnianych |
Drewniane okna jednoramowe dobrej jakości muszą być wykonane z drewna klejonego warstwowo. Drewno takie, z którego wykonuje się ramy okienne skrzydeł i ościeżnic, jest gwarantem ich stabilności – nie odkształcają się, dzięki czemu konstrukcja okien jest niezmienna w swej funkcjonalności i zachowuje stałe parametry izolacyjności cieplnej, dźwiekowej oraz szczelność.
Ramy okien drewnianych wykonane są z trzech warstw drewna.
W Polsce, Europie a nawet w Ameryce Północnej wykonuje się je z drewna sosnowego, ponieważ jest ono w wymienionych rejonach powszechnie dostępne, posiada dobre parametry techniczne i odpowiednią trwałość. Poza tym jest materiałem, który daje się dobrze i bez większych kłopotów obrabiać w procesie produkcji ram okiennych.
A jest to dość trudny proces, gdyż głębokość frezowanych profili przymykowych jest bardzo duża. Ponieważ drewno sosny ma bardzo wyraźne usłojenie – tzn. część słoja z drewnem twardym różni się zasadniczo od części słoja z drewnem miękkim – musi być ono w szczególny sposób dobierane do klejenia. Własności anizotropowe tych części drewna różnią się w zależności od przekroju. Drewno sosny charakteryzuje się np. różnymi współczynnikami skurczu i pęcznienia – najwyższe wartości występują na przekrojach stycznych, znacząco mniejsze na przekrojach promieniowych.
Dlatego też do produkcji elementów przeznaczonych do klejenia należy używać tarcicy pozyskiwanej z tzw. promieniowego przetarcia, w której występuje korzystny układ słojów.
Szczególnie jest to ważne w warstwach zewnętrznych ram okiennych. Dlatego dobór drewna przeznaczonego do ich produkcji rozpoczyna się już u producenta tarcicy, wg starej zasady, że z nieodpowiedniej jakości surowca nie da się otrzymać elementów o dobrej jakości.
Kolejnymi etapami przygotowania drewna do produkcji okien drewnianych są:
• suszenie i sezonowanie tarcicy,
• właściwa manipulacja drewna przy wycinaniu elementów (fryzów) do klejenia,
• mechaniczna obróbka pozyskanych elementów,
• klejenie drewna,
• obróbka klejonki.
Suszenie tarcicy
To podstawowa operacja produkcyjna, której celem jest doprowadzenie wilgotności drewna do poziomu równoważnego z tym, jaki będą miały okna w okresie ich eksploatacji.
Na podstawie długoletnich pomiarów tego parametru przyjmuje się, że najodpowiedniejszą wilgotnością równoważną dla ram okiennych jest wilgotność na poziomie 8-12%. Jest ona jednocześnie niezbędna do właściwego przebiegu procesu technologicznego produkcji okien drewnianych, tj. klejenia i obróbki mechanicznej oraz zabezpieczenia ram okiennych powłokami ochronnymi.
Dostarczana tarcica ma na ogół znacznie wyższą wilgotność, która najczęściej waha się od 15-30%. Bezpośrednio po ścięciu wilgotność drewna wynosi zwykle ponad 35%, ale może być znacznie większa. Drewno w stanie określanym jako powietrzno-suche (wyschnięte na wolnym powietrzu) ma wilgotność około 15-20%. Z tego też względu drewno musi być dosuszane.
Właściwe suszenie drewna ma olbrzymi wpływ na jego jakość i dlatego powinno być ono prowadzone wyjątkowo precyzyjnie, przez doświadczonych pracowników, mających dużą wiedzę w tym zakresie. Niestety, częstym zjawiskiem w zakładach drzewnych jest zatrudnianie do obsługi suszarni przypadkowych pracowników, co na ogół przynosi bardzo złe efekty: niestabilną wilgotność suszonej tarcicy, różną w poszczególnych deskach, różną w różnych ich częściach, częste pęknięcia i to zarówno na powierzchni jak i o wiele groźniejsze pęknięcia wewnętrzne. Wszystko to znacznie obniża jakość surowca. Dlatego też każdy proces suszenia powinien się kończyć okresem wyrównywania wilgotności (sezonowania), tym dłuższym, im bardziej intensywnie była suszona tarcica.
Sezonowanie tarcicy, które należy traktować jako przedłużenie procesu suszenia jest zabiegiem najczęściej niedocenianym, a ma duże znaczenie i wpływ na jakość pozyskiwanych elementów. Szczególnie w obecnych warunkach ekonomicznych, ze względu na koszty, firmy nie zawsze mogą sobie pozwolić na większe zapasy składowanego drewna i przez dłuższy czas sezonowanego w warunkach naturalnych.
Głównym celem sezonowania tarcicy jest wyrównanie jej wilgotności a przez to likwidacja miejscowych naprężeń wewnętrznych, które zawsze powstają przy suszeniu drewna. Operacja ta polega na ułożeniu desek po suszeniu na głucho (tzn. jedna na drugiej bez przekładek), na równym podłożu hali produkcyjnej, na okres min. 48 h – w zależności od ich grubości. Im grubsza tarcica, tym dłużej musi być sezonowana. Warunki miejsca sezonowania powinny być najbardziej zbliżone do warunków panujących w innych częściach hali produkcyjnej, w których występować będą kolejne operacje technologiczne.
Po zakończeniu sezonowania należy dokonać pomiaru wilgotności drewna w różnych miejscach losowo wybranych desek. Jeśli wyniki pomiaru wskazują na właściwą wilgotność drewna (8-12%) i nie wykazują nadmiernego rozrzutu wilgotności, tarcicę taką można przeznaczyć do dalszej obróbki.
Manipulacja drewna (tarcicy)
Przeprowadzana jest najczęściej na pilarkach tarczowych, a polega na wycinaniu z tarcicy elementów przeznaczonych do klejenia, z zachowaniem ich wymiarów, odpowiedniej długości i szerokości (grubość wynika z grubości tarcicy i najczęściej wynosi 28 mm), pozbawionych wad, takich jak sęki, pęcherze żwiczne, przeżywiczenia, pęknięcia, krzywizny. Operację tę powinni wykonywać doświadczeni stolarze, o dużej wiedzy, ponieważ od ich pracy w dużej mierze zależy jakość końcowa wyrobu, a pośrednio również jakość następnych operacji produkcyjnych oraz koszty produkcji związane z wydajnością materiałową.
Obróbka mechaniczna pozyskanych elementów
Po pozyskaniu z tarcicy elementów do klejenia muszą być one strugane czterostronnie. Struganie ma za zadanie wyrównanie powierzchni klejonych i uzyskanie precyzyjnej grubości elementów. Jest to ważne, gdyż elementy są klejone w tzw. blokach – jednocześnie po kilka, układanych w warstwach po 3 sztuki. W związku z tym grubość pojedynczych elementów musi być bardzo dokładna, a jej odchyłki nie mogą być większe niż +/-0,2 mm. Większe różnice grubości powodują niedoklejenie cieńszych elementów z powodu braku docisku prasy. Również różnice w wymiarach szerokości nie powinny być zbyt duże, co zasadniczo nie wpływa na jakość klejenia ale może utrudniać obróbkę profilową klejonych fryzów.
Klejenie
Należy przestrzegać zasady, że czas między obróbką a klejeniem powinien być możliwie jak najkrótszy. Nigdy nie należy strugać elementów na zapas (np. 1-2 dni), ponieważ przestrugana powierzchnia drewna reaguje na działanie tlenu z powietrza. Grupy związków chemicznych zawartych w drewnie utleniają się i tracą swoją aktywność chemiczna, przez co wyraźnie obniża się tzw. adhezja chemiczna między drewnem a klejem, co z kolei pogarsza wytrzymałość klejenia (przyczepność kleju do powierzchni klejonej).
Właściwy dobór i nakładanie kleju są podstawowymi warunkami dobrego klejenia. Przy bardzo dużej obecnie podaży dobór najodpowiedniejszego kleju jest z jednej strony łatwy, bo wybór klejów jest duży, ale z drugiej strony dosyć trudny, ponieważ przy dużej ilości klejów o podobnych parametrach trudno wszystkie je sprawdzić. A odbiorca powinien sprawdzić kleje pod kątem ich przydatności dla swoich potrzeb, czy zachowują deklarowane zalety techniczne, a także upewnić się co do stabilności dostaw oraz zachowania parametrów (np. lepkość, zawartość suchej masy, ciężar właściwy) dostarczanych klejów na niezmiennym poziomie w każdej dostawie.
Dostawca kleju powinien również posiadać odpowiednie dokumenty: aprobatę lub certyfikat potwierdzający jakość kleju, a przede wszystkim wyniki badań potwierdzających wytrzymałość kleju w warunkach podwyższonej wilgotności i temperatury, określonych w odpowiedniej normie. Klasa kleju musi być określona jako D4, bo tylko klej tej klasy nadaje się do klejenia warstwowego drewna, przeznaczonego na ramy okienne, gwarantując skuteczne i trwałe jego sklejenie. W żadnym przypadku nie można używać kleju o niższej klasie, gdyż takie kleje nadają się tylko do klejenia drewna lub tworzyw drewnianych eksploatowanych wewnątrz budynków, gdzie nie są narażone na bezpośredni wpływ zmiennej wilgotności i temperatury powietrza).
Po wybraniu kleju odbiorca musi uzyskać od dostawcy potwierdzenie (odpowiednie dokumenty) klasy kleju wraz z określeniem parametrów:
1. lepkości i sposobu jej badania,
2. ciężaru właściwego,
3. pozostałości tzw. suchej masy,
4. ilości naniesienia kleju na powierzchnie klejone,
5. wartości wytrzymałości spoin klejowych określone w normie VAT.
Wszystkie w/w parametry powinny być badane przez odbiorcę, przy czym parametry 1-4 dla każdej dostawy, a parametr 5 sporadycznie, w certyfikowanym laboratorium badawczym.
Ważnym parametrem zależnym bezpośrednio od producenta klejonki jest parametr 4 określajacy ilość nanoszonego kleju na powierzchnię klejonego drewna. Od niego w znacznym stopniu zależy wytrzymałość spoin klejowych, a jest on, niestety, często nieprzestrzegany.
Główną tego przyczyną jest powszechnie stosowany sposób nanoszenia kleju na powierzchnię drewna z zastosowaniem walców nanoszących, pokrytych najczęściej odpowiedniej jakości gumą z wyciętymi rowkami, tzw. ryflami, gdzie gromadzi się nanoszony klej. Jest on następnie przemieszczany na powierzchnię drewna w postaci lekko wypukłych pasków. Ponieważ powierzchnia gumowa walców ściera się w trakcie pracy, zmienia się również głębokość ryfli. Stają się one płytsze, przez co ilość nanoszonego kleju się zmniejsza.
Jest to powszechne zjawisko u producentów klejonego drewna, które prowadzi do pogorszenia się jakości klejonki. Dlatego ilość nanoszonego kleju musi być systematycznie badana, a należy sprawdzać to bezwzględnie po każdorazowych naprawach, konserwacjach czy regeneracjach urządzenia nanoszącego. Wszelkie odchylenia od wzorcowej ilości nanoszonego kleju skutkują zdecydowanym pogorszeniem się jakości klejenia, głównie przez spadek wytrzymałości spoin klejowych.
Po nałożeniu kleju na elementy klejone układa się je w bloki – po 3 sztuki – w urządzeniu zaciskowym, którym najczęściej jest specjalna prasa z pneumatycznymi siłownikami zaciskowymi. Czas prasowania, w zależności od rodzaju kleju, waha się od 0,5 h wzwyż, a jednostkowy nacisk powinien zawierać się w granicach 1,5-2,5 kg/cm2 (co również zależy od rodzaju kleju).
Po utwardzeniu się kleju elementy układane są na odpowiednich paletach, gdzie powinny być sezonowane min. 24 h przed dalszą obróbką. Dopiero po tym czasie spoiny klejowe uzyskują swoją pełną wytrzymałość. Wcześniejsza obróbka klejonki może spowodować uwalnianie się miejscowych naprężeń, które z kolei mogą doprowadzić do rozwarstwiania spoin klejowych. W dalszych etapach produkcji i eksploatacji skutkować to może rozklejaniem się elementów czyli utratą wszystkich zalet drewna klejonego warstwowo.
Operacja warstwowego klejenia drewna jest najważniejszą operacją produkcji okien drewnianych, a jej jakość i dokładność wykonania głównie decyduje o jakości drewnianych okien jednoramowych.
Andrzej Podobas
- Szczegóły
- Kategoria: Wydanie 1/2007
Ochrona przed słońcem |
Techniki osłonowe spełniają dwie podstawowe funkcje: dekoracyjną i osłonową. O ile jeszcze w latach siedemdziesiątych podstawową była funkcja dekoracyjna o tyle ostatnie 20 lat przyniosło zdecydowaną dominację funkcji osłonowej (głównie ochrony przeciwsłonecznej).
Należy podkreślić wagę planowania ochrony przeciwsłonecznej już w projekcie architektonicznym, gdyż efektywna ochrona przed słońcem realizowana po zakończeniu procesu inwestycji budowlanej kosztuje często kilkakrotnie drożej niż mogłaby kosztować gdyby architekt lub deweloper przemyślał ją na etapie projektowania budynku.
Promieniowanie słoneczne
Aby lepiej zrozumieć istotę funkcji osłonowej nowoczesnych produktów podajemy nieco ogólnych informacji z zakresu optyki i nauki o promieniowaniu.
Promieniowanie słoneczne docierające na Ziemię, zwane również bezpośrednim, składa się – w zależności od długości fali – z trzech zakresów a mianowicie: ultrafioletowego (nadfioletowego), widzialnego oraz podczerwonego, które stanowią odpowiednio 9%, 45% i 46% całości.
U człowieka promieniowanie ultrafioletowe wywołuje rumień, poparzenia skóry, a poprzez wnikanie w głąb organizmu i rozpad kolagenu może prowadzić do zmian nowotworowych. W odniesieniu do przedmiotów promieniowanie UV powoduje przyspieszone starzenie i degradację barw.
Promieniowanie widzialne poprzez wywoływanie wrażeń wzrokowych w oku człowieka pozwala nam widzieć. Nadmiar promieniowania widzialnego może spowodować krótkotrwale oślepienie, olśnienie lub stopniową utratę wzroku.
Z kolei promieniowanie podczerwone odpowiedzialne jest między innymi za ogrzewanie Ziemi, tzw. efekt cieplarniany, a w odniesieniu do naszej branży osłonowej za podgrzewanie zamkniętych pomieszczeń z oknami.
Warto też przypomnieć, że wielkość promieniowania określa się przy pomocy natężenia promieniowania tj. stosunku strumienia promieniowania padającego na daną powierzchnię do wielkości tej powierzchni.
Efekt cieplarniany
O efekcie cieplarnianym mówi się najczęściej w odniesieniu do Ziemi i jej zmian klimatycznych wywołanych działalnością człowieka. Polega on na tym, że znaczna część krótkofalowego promieniowania słonecznego przenika przez atmosferę i jest pochłaniana przez Ziemię. Podgrzana Ziemia emituje nowe promieniowanie długofalowe, które nie może już przedostać się przez atmosferę w kosmos i zostaje uwięzione w postaci ciepła, podnosząc temperaturę Ziemi.
Analogiczne zjawisko występuje w pomieszczeniu, do którego przez szybę dociera promieniowanie słoneczne. Rolę atmosfery pełni szyba, a rolę Ziemi ściany i meble znajdujące się w pomieszczeniu. A więc krótkofalowe promieniowanie przenikające przez szybę jest pochłaniane przez meble i ściany, a następnie jest emitowane promieniowanie długofalowe, którego szyba (szczególnie z powłoką niskoemisyjną) już „nie wypuszcza” na zewnątrz (rys. 1).

Ochrona przed promieniowaniem
Techniki osłonowe pozwalają na ochronę człowieka przed uciążliwym i szkodliwym działaniem promieniowania słonecznego. Osłona może być umieszczona wewnątrz pomieszczenia lub na zewnątrz. Dobre zrozumienie istoty efektu cieplarnianego pozwala bez trudu domyślić się, że osłony umieszczone na zewnątrz budynku są znacznie bardziej skuteczne od wewnętrznych. Dzieje się tak dlatego, że w przypadku tych drugich promieniowanie wprawdzie nie jest pochłaniane przez meble i ściany tylko przez osłonę, ale powstające ciepło pozostaje już w pomieszczeniu i to, paradoksalnie, tym dłużej im bardziej energooszczędne szyby zostały zastosowane.
Aby osłony były skuteczne powinny one:
• obniżyć ciepło emitowane w pomieszczeniu,
• pozwalać widzieć od wewnątrz na zewnątrz, ale nie odwrotnie,
• eliminować oślepianie poprzez filtrowanie światła dziennego wnikającego do pomieszczeń,
• ograniczać do minimum promieniowanie UV dostające się do wnętrza.
Miarą wydajności osłony są: współczynnik słoneczny SF (solar factor) i wskaźnik zaciemnienia SC (shading coefficient). Współczynnik słoneczny (SF) jest to ułamek, określający jaka część promieniowania przedostaje się poprzez chronione okno w stosunku do całości promieniowania padającego na to okno.
Wskaźnik zaciemnienia jest to stosunek współczynnika słonecznego dla okna z osłoną do współczynnika słonecznego dla tego samego okna bez osłony.
Komfort wizualny
Dyrektywa Unii Europejskiej 87/391/EEC, a w szczególności norma RT 2000 określają, że: stanowiska pracy powinny być tak zaprojektowane aby źródła światła nie powodowały bezpośredniego oślepienia i aby do minimum ograniczyć odbicie światła na ekranach monitorów komputerowych. Norma RT 2000 podaje też zalecane dla tkanin osłonowych współczynniki otwarcia OF (openness factor) a w szczególności dopuszczalny poziom widzialnej transmisji TV (Visible Transmittance):
• TV 10-15% dla ekspozycji północnej,
• TV 5-10% dla ekspozycji pośrednich,
• TV mniej niż 5% dla ekspozycji południowych i zachodnich
Warto też zauważyć, że aby zredukować oślepienie i odbicie należy stosować osłony słoneczne, tak aby jaskrawość otoczenia obniżyć do poziomu poniżej 500 cd/m2.

Tkaniny ekranujące
Optymalnym rozwiązaniem uwzględniającym większość powyższych wymagań dotyczących zdrowia, komfortu i oszczędności energii jest zastosowanie w technikach osłonowych tkanin ekranujących (ang. screen). Do ich podstawowych zalet należy zaliczyć:
• zatrzymywanie do 80% energii słonecznej, co powoduje obniżenie temperatury,
• zatrzymanie bezpośredniego, oślepiającego promieniowania widzialnego,
• możliwość patrzenia od wewnątrz, samemu pozostając niewidzialnym z zewnątrz,
• ograniczenie promieniowania UV, które powoduje degradację barw,
• niepalność (posiadają atesty niepalności M1 B1),
• oszczędność do 62% kosztów klimatyzacji i ogrzewania pomieszczeń,
• wieloletnią trwałość polegającą na utrzymaniu kolorów i dużej odporności mechanicznej,
• walory dekoracyjne (ponad 200 kolorów w różnych splotach),
• nieuleganie gniciu (mogą być zwijane na mokro),
• łatwość utrzymania czystości (trudno się brudzą i łatwo zmywają się wodą),
• świetnie wytrzymują ekstremalne temperatury zewnętrzne (od -30oC do +80oC).
Produkty osłonowe
Do najwydajniejszych pod względem osłonowym produktów bez wątpienia należą wielkogabarytowe rolety z tkaniną ekranującą montowane na zewnątrz (rys. 2).
W dalszej kolejności należy wymienić:
• folie okienne,
• rolety zewnętrzne,
• markizy i markizolety,
• okiennice,
• żaluzje fasadowe,
• moskitiery refleksyjne
 |  |
 |  |
Przesłony wielkogabarytowe
Najogólniej przesłony te możemy podzielić wg:
a) miejsca montażu – na zewnętrzne i wewnętrzne,
b) sposobu działania – na rolowane, zsuwane i obracane,
c) płaszczyzny pracy – na pionowe, poziome i uniwersalne,
d) stopnia przesłonięcia – na przezroczyste, półprzezroczyste, ekranujące, mocno zaciemniające tzw. dim-out, oraz całkowicie zaciemniające tzw. black-out,
e) zastosowania napędu i sterowania – na ręczne lub elektryczne ze sterowaniem klawiszowym, półautomatycznym lub automatycznym.
Poniżej znajdziecie państwo krótkie omówienie kilku mniej znanych, a bardzo skutecznych rozwiązań osłon wielkogabarytowych.
Rolety wielkogabarytowe
Można je stosować na zewnątrz lub wewnątrz w wielu odmianach, różniących się od siebie solidnością konstrukcji, zabudowaniem rury nawojowej, oraz sposobem prowadzenia tkaniny.
Na rys. 1a pokazano typową roletę wewnętrzną bez kasety i prowadzenia tkaniny, napędzaną elektrycznie. Na rys. 1b i rys. 1c pokazują schematycznie rozwiązania uniwersalne do stosowania wewnątrz i na zewnątrz z prowadzeniem tkaniny za pomocą stalowych linek lub zamkniętych prowadnic.
Na rys. 1d pokazano typową roletę fasadową (zewnętrzną) o maksymalnych wymiarach: szer. 550 mm i wys. 450 mm.
 Markizoleta
Markizoleta
Jak nazwa wskazuje jest to kombinacja markizy balkonowej (ramiona pracują w płaszczyźnie pionowej) oraz rolety fasadowej (rys. 4).
Jej podstawową zaletą jest możliwość płynnej zmiany pełnionej funkcji od częściowo zaciemniającej przez zacieniającą, aż do znacznego zaciemnienia w pozycji zamkniętej.
Prezentuje się wyjątkowo estetycznie na dużych budynkach ze znaczną ilością okien.
Istotną rzeczą jest aby wszystkie markizolety na danym obiekcie znajdowały się w takim samym położeniu, co można bez trudu uzyskać przy pomocy automatycznego sterowania.
 Przesłony zsuwane
Przesłony zsuwane
Przeznaczone są do pracy w płaszczyźnie poziomej lub lekko pochyłej (rys. 5) i przesłaniania najczęściej wewnętrznych, dużych powierzchni szklanych.
Maksymalna szer. 500 cm, a dł. do 1100 cm.
Roleta uniwersalna VERANDA
Zaprojektowana do aplikacji zewnętrznych poziomych lub pochylonych, zalecana jest szczególnie jako osłona świetlików dachowych (rys. 6) lub werand (rys. 7).
Optymalną ochronę przed słońcem uzyskuje się umieszczając roletę 40 cm od szyby okiennej, tak aby efekt cieplarniany był jak najmniejszy.
Charakterystyczną cechą konstrukcyjną jest sprężyna umieszczona w profilu dolnym, która napina tkaninę.
 |  |
 Przesłona zsuwana, do pracy w kilku płaszczyznach
Przesłona zsuwana, do pracy w kilku płaszczyznach
Jest to rozwiązanie umożliwiające przesłanianie wewnętrzne przeszkleń pionowych, skośnych i poziomych (rys. 8). Maksymalna dł. (wysokość) 600 cm przy szerokości 200 cm.
Roleta dwukasetowa
Jest rozwiązaniem alternatywnym dla rolety VERANDA, stosowanym wewnątrz, w którym sprężyna napinająca tkaninę znajduje się w drugiej kasecie po przeciwnej stronie rury nawojowej (rys. 9).
Silnik napina tkaninę za pośrednictwem pasów. W rozwiązaniu tym bardzo istotne jest właściwe wyregulowanie tak, aby nie występowały zbyteczne przeciążenia silnika, a równocześnie tkanina była odpowiednio napięta. Maksymalne wymiary to 200x300 cm.

Dr inż. Krzysztof Schmidt
MOL sp. z o.o.
- Szczegóły
- Kategoria: Wydanie 1/2007
Fasady. Rozwój i nowoczesność |
Szkło i światło w architekturze
Wykorzystanie światła dziennego (podstawowe zalecenia)
Według warunków technicznych jakim powinny odpowiadać budynki i ich usytuowanie pomieszczenie przeznaczone na pobyt ludzi powinno mieć zapewnione oświetlenie dzienne dostosowane do przeznaczenia, kształtu i wielkości.
• należy dążyć do szerokiego otwarcia jadali, salonów i kuchni tj. pomieszczeń w których spędzamy około 80% czasu w ciągu dnia;
• należy projektować dobrze oświetlone pomieszczenia, w którym przebywają dzieci (pokoje dziecinne, sale szkolne i przedszkolne)
• uwzględniać miejsca do nauki i pracy możliwie w pobliżu okien, a tylko wyjątkowo uzupełniać oświetleniem sztucznym – tzw. „dziennym”;
• uwzględniać możliwość przewietrzania pomieszczeń oraz zachowanie niezbędnej wilgotności powietrza (przewietrzanie pomieszczeń wilgotnych, nawilżanie zbyt suchego powietrza w pomieszczeniach)
• brać pod uwagę przeszkody zewnętrzne nasłonecznienia takie jak wysokie budynki, roślinność, zadrzewienie itp. Przeszkoda o wysokości 10 m w odległości 15 m ogranicza dostęp naturalnego światła o 40%
• należy rozważyć możliwość oświetlenia dwustronnego
• pamiętać, że balkony i okapy ograniczają dostęp światła do pomieszczenia i zrekompensować to można albo większymi oknami albo oknami dodatkowymi.
Fasady północne
Pomieszczenia, w których okna skierowane są na północ prawie nie korzystają ze słońca. Jakość światła naturalnego jest tam stała i jest to jeden z powodów umieszczania tam pracowni artystycznych, czytelni, pracowni komputerowych. Szyby o zwiększonej izolacyjności cieplnej pozwalają na powiększenie okien bez znacznej utraty ciepła w porze zimowej.
Fasady południowe
Pomieszczenia od strony południowej cechuje wysokie nasłonecznienie także w porze zimowej, a także pozwalają na uzyskanie dodatkowego ciepła. Latem zaś kiedy słońce świeci bardziej pionowo stosunkowo łatwo jest osłonić okna oknami, balkonami, daszkami lub różnego typu żaluzjami.
Fasady wschodnie i zachodnie
Pomieszczenia, których okna skierowane są na wschód lub zachód otrzymują najwięcej światła w porze rannej od strony wschodniej i w porze popołudniowej od strony zachodniej. Należy tu jednak przewidzieć możliwość zastosowania osłon przeciw olśnieniowych i przed przegrzaniem. Można to osiągnąć przez zastosowanie odpowiedniego typu szkła (atermiczne, barwione w masie, szyby z powłokami niskoemisyjnymi i refleksyjnymi, żaluzje zewnętrzne i wewnętrzne oraz w przestrzeni międzyszybowej szyb zespolonych.
Dobór odpowiednich okien
Okna powinny zajmować do 35-50 % powierzchni ściany. Powinny one być umieszczone możliwie najwyżej, co najmniej na wysokości połowy głębokości pomieszczenia. W przeciwnym razie konieczne będzie doświetlenie sztuczne. Powierzchnia przeszklona powinna być jak największa, aby zwiększyć ilość padającego światła. Dlatego ograniczyć należy grubość (szerokość) ram w stolarce okiennej. Np. procent powierzchni „przeziernej” jest następujący (szacunkowo):
• otwór okienny bez okna – 100%
• okno stałe – 80%
• okno otwierane – 55%
• okno ze szprosami – 45%
Ochrona przed słońcem
Oprócz zasłon, żaluzji i firanek w celu ochrony przed nadmiernym nasłonecznieniem stosuje się różnego typu szkła tzw. antisolowe – barwione w masie lub z powłokami, są to często powłoki odbijające światło i ciepło, choć jeśli te przysłony umieszczone są wewnątrz pomieszczenia – to może powstać efekt cieplarniany. prowadzący do znacznego przegrzania szyb i pomieszczeń. Należy zaznaczyć, że w przypadku pełnego nasłonecznienia latem okno o wymiarach 1,0 x x 1,5 m zachowuje się jak grzejnik o mocy 1 kW.
Aby ochrona przeciwsłoneczna była skuteczna powinna zatrzymywać od 80-85% energii promieniowania słonecznego latem a tzw. współczynnik solaryzacji powinien wynosić 15-20%. Ochrony przeciwsłoneczne w miarę możliwości powinny być ruchome, aby można je było regulować np. w dni pochmurne.
Nowoczesne pomieszczenia powinny cechować możliwie maksymalne wykorzystanie światła dziennego. Temu celowi służyć powinno stosowanie jasnych kolorów ścian, podłóg i sufitów, jasne kolory zasłon i żaluzji oraz możliwie ograniczanie zasłon wewnętrznych, mebli itd.Jeśli chodzi o sale szkolne to wiele badań potwierdziło, że warunki oświetlenia są bardzo ważnym czynnikiem. Okna powinny więc znajdować się z lewej strony uczniów, ławki nie powinny znajdować się bezpośrednio przy oknie, aby ograniczyć zjawisko odbicia światła. Powinna istnieć możliwość całkowitego zasłonięcia okien np. w czasie projekcji slajdów itp.
W pomieszczeniach biurowych należy stosować meble, rośliny i ścianki działowe do połowy wysokości okien, aby móc kontrolować naświetlenie stanowisk pracy. Należy odpowiednio ustawiać ekrany komputerów, najlepiej na obrotowych podpórkach lub wysięgnikach tak, aby nie padły promienie słoneczne bezpośrednio na ekran monitora. W pomieszczeniach produkcyjnych, przemysłowych najkorzystniejszym wydaje się oświetlenie dachowe o takim natężeniu aby eliminowało refleksy świetlne, oraz aby światło rozpraszało i redukowało cienie.
|
Rys. 1. Rozkład energii świetlnej i słonecznej |
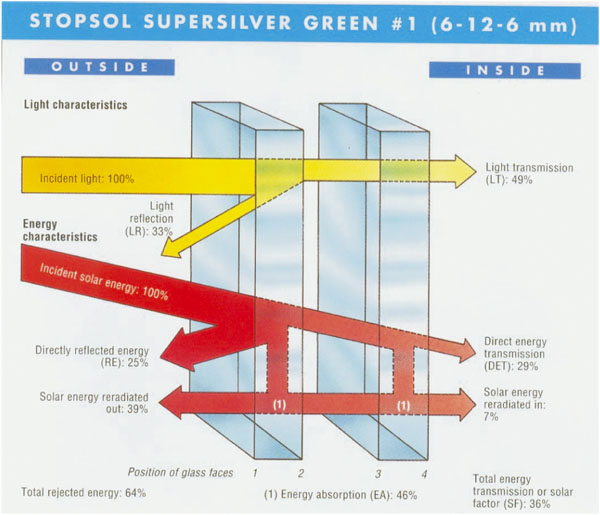
Promieniowanie
Promieniowanie słoneczne docierające poprzez atmosferę składa się z około:
• 3% promieniowania UV tj. o dł. fali od ok. 280 nm < 380 nm
• 42% promieniowania widzialnego tj. o dł. fali od 380 do 780 nm
• 55% promieniowania podczerwonego tj. o dł. fali > 780 nm – do ok. 2 500 nm.
Rozkład energii promieniowania dla poszczególnych długości fal nie jest jednakowy i jest zobrazowany przez krzywą rozkładu widmowego. Ten rozkład energii widma promieniowania słonecznego (a także sztucznego) można zmieniać przez stosowanie odpowiednich filtrów (najczęściej szklanych).
Często używa się terminu średniej przepuszczalności światła w zakresie np. widzialnym (T%).
Przepuszczalność, odbicie i absorpcja energii promieniowania
Światło padające na szybę w części przechodzi przez nią ulegając przy tym zwykłym prawom załamania na powierzchniach przy przejściu z różnych środowisk, w części ulega odbiciu, a w części ulega pochłonięciu (absorpcji).
Proporcje pomiędzy wielkościami energii przepuszczonej, odbitej i zaabsorbowanej zależą przede wszystkim od rodzaju szkła jego grubości oraz w przypadku szyb zespolonych i szyb warstwowych od ich konstrukcji.
Parametrem charakterystycznym dla przepuszczalności energii cieplnej przez przegrodę je tzw. współczynnik przenikania ciepła U (w literaturze często podawany jako „k”) wyrażony w W/m2K. Prze-puszczalność, odbicie i absorpcja energii świetlnej wyraża się w procentach w stosunku do światła przechodzącego w powietrzu bez przeszkód .
Solar faktor (g) – jest stosunkiem całkowitej przepuszczalności energii do padającej energii słonecznej. Określa się go przy użyciu spektrofotometru według normy EN 410.
Oświetlenie – współczynnik światła dziennego – komfort świetlny
W projektowaniu oświetlenia pomieszczeń używa się pojęcia współczynnika światła dziennego. Jest to stosunek oświetlenia wewnętrznego w danym punkcie pomieszczenia do oświetlenia zewnętrznego bez względu na porę dnia i pozwala na ocenę czy konieczne będzie doświetlenie pomieszczenia oświetleniem sztucznym dla zapewnienia komfortu świetlnego.
Szkło a izolacja termiczna
Wymiana ciepła przez ścianę
Wymiana ciepła przez przegrodę (ścianę) odbywa się przez:
• przewodzenie
• konwekcję
• promieniowanie
W rzeczywistych przegrodach budowlanych najczęściej występuje wymiana ciepła przez przewodzenie, a w przypadku przegród szklanych przez promieniowanie i przez przewodzenie.
Konwekcja ma większe znaczenie w przewodzeniu ciepła pomiędzy środowiskiem gazowym i stałym zwłaszcza tam gdzie występuje cyrkulacja w fazie gazowej).
Ponieważ w wymianie ciepła przez przegrody biorą udział wszystkie wymienione typy wymiany stosuje się tzw. współczynnik przenikania ciepła U (k).Istotne znaczenie dla tego parametru ma współczynnik emisyjności materiału lub materiałów stanowiących przegrodę cieplną. Dla normalnego szkła wynosi on 0,89 a dla szkieł z powłokami niskoemisyjnymi pozwala osiągnąć współczynnik nawet poniżej 0,10. Im jest on niższy tym słabsze jest przenoszenie ciepła przez dany materiał.
Poprawa wartości współczynnika U
Poprawę wartości współczynnika przenikania ciepła uzyskuje się przez;
a) odpowiedni dobór szkła z powłokami niskoemisyjnymi miękkimi lub twardymi,
b) stosowanie szyb zespolonych zamiast szyb pojedynczych bądź tradycyjnych okien – skrzynkowych,
c) stosowanie optymalnej szerokości przestrzeni międzyszybowej (optymalną przyjęto 16 mm) efekt obserwuje się do około 22-24 mm, przy większej szerokości ramki występuje pogorszenie parametrów izolacyjnych szyby ze względu na możliwość występowania zwiększonej konwekcji w przestrzeni międzyszybowej
d) gaz w przestrzeni międzyszybowej zamiast powietrza. Standardem jest tutaj argon, można natomiast stosować krypton i ksenon, ale cena tych ostatnich rośnie znacznie ze względu na coraz mniejsze ilości tych gazów szlachetnych w atmosferze i koszt ich wyizolowania.
e) do szyb dźwiękochłonnych stosuje się sześciofluorek siarki SF6, który poprawia parametry akustyczne szyby zespolonej ale pogarsza współczynnik przenikania ciepła „U”. Często stosuje się mieszaninę sześciofluorku siarki i argonu dla uzyskania optymalnego efektu.
Współczynnik przenikania ciepła można obliczać na podstawie normy PN-EN 673.
Dostępne są również programy do obliczeń komputerowych np. amerykański WINDOW 5.1 wraz z biblioteką szyb o różnych konstrukcjach szyb zespolonych oraz programy firm Guardian i Pilkington. Metodą doświadczalną współczynnik przenikania ciepła ustala się według PN-EN 674 – przez pomiar metodą dwupłytową na próbkach o wymiarach 800 x 800 mm.
Szkło a izolacja akustyczna
Natężenie, ciśnienie i poziom akustyczny
Hałas można mierzyć jego natężeniem lub tzw. ciśnieniem akustycznym (W/m2).
Jednostką powszechnie używaną jest decybel (dB). Jest to logarytm stosunku ciśnienia akustycznego hałasu do ciśnienia akustycznego tzw. progu słyszalności.
Parametr ten jest także zależny od częstotliwości dźwięków. Najczęściej podaje się tzw. dźwiękochłonność ważoną Rw, którą mierzy się lub oblicza, na podstawie 16 wartości dla 16 pasm częstotliwość w zakresie od 100 do 3150 Hz. Szczegóły można znaleźć w normie PN EN-ISO 140 i EN 717-1.
Przeciętne wartości izolacji akustycznej dla szyb zespolonych mieszczą się w zakresie 30-40 dB. Granica bólu to około 100 dB.
Wskaźnik dźwiękochłonności zwykle odnosi się do szyby wraz z ramą i ościeżnicą to jest do całego okna, gdyż nie można określić akustyczności okna na podstawie samego tylko szkła.
Szkło a ochrona przeciwpożarowa
Szkło jest materiałem niepalnym i może być użyte jako lekka przegroda przeciwpożarowa.
Jednakże pojedyncza tafla szkła nawet znacznej grubości stanowi słabą zaporę ogniową, gdyż po nagrzaniu łatwo może spękać na wskutek rozszerzalności termicznej, a nawet stopić się, gdyż w pożarze często występują temperatury znacznie przekraczające punkt mięknięcia szkła.
Jako przegrodę ogniową stosuje się osadzone w odpowiednich profilach szkło zbrojone lub szkło warstwowe, w którym przestrzenie międzyszybowe wypełnione są galaretowatą masą-żelem, przezroczystym w normalnych temperaturach. Pod wpływem pożaru i wysokich temperatur żel ten mętnieje, staje się nieprzejrzysty, a następnie zestala się, spieka i stanowi sztywną ścianę, która może stanowić zaporę dla ognia i gazów przez czas stosunkowo długi.
Efekt ognioodporności kontrolowany jest przez:
• klasę odporności lub stabilności (R)
• klasę szczelności na płomienie i gazy (E)
• klasę izolacji cieplnej podczas pożaru (I)
Odporność ta jest badana dla całej przegrody, łącznie z ramami, sposobem zamocowania oraz z innymi elementami konstrukcji. Wymagania określone są w normie PN-EN 357:2002.
Przykładem szyb ognioochronnych mogą być szyby PYRODUR i PYROSTOP produkowane przez firmę Pilkington. Są to jak już wspomniano szyby warstwowe, całkowicie przezroczyste, przeznaczone do szklenia zewnętrznego i wewnętrznego, stosowane w przezroczystych ściankach działowych, drzwiach ognioodpornych, do przeszkleń fasad lub jako efektowne oszklenie dachu oraz wszędzie tam gdzie przepisy wymagają oszklenia odpowiedniej klasy.
Szkła tego typu spełniają wymagania polskiej normy, według której w czasie 30, 60 i 90 minut średni wzrost temperatury na powierzchni nie nagrzewanej szkła nie przekracza 150 K. Szkło tego typu oprócz bariery mechanicznej dla ognia i dymu stanowi również barierę dla promieniowania cieplnego od pożaru. Szkła ognioodporne mogą być łączone z innymi rodzajami szkła np. w przypadku szklenia fasad i dachów, gdzie trzeba spełnić dodatkowe funkcje, takie jak ochrona przeciwsłoneczna, zapewnienie odpowiedniej izolacji cieplnej, zapewnienie podwyższonej dźwiękochłonności czy ochrony przed włamaniem.
|
Rys. 2. Systemy profili montażowych |
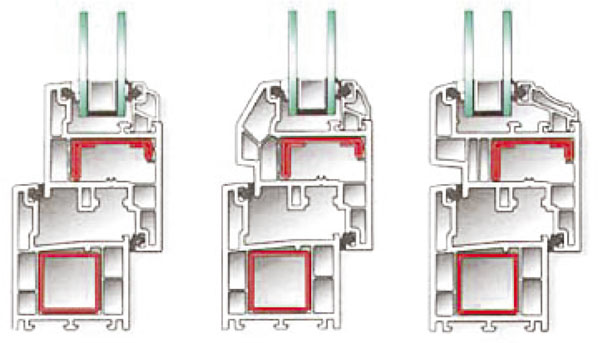
Szkło w budownictwie – zastosowania
Rozwój metod i sposobów oszkleń zmieniał się wraz z rozwojem budownictwa. Szkło stanowi bardzo dobry materiał do łączenia wielu funkcji takich jak:
• wytrzymałość mechaniczna
• estetyka,
• przezierność lub jej brak,
• ochrona przed promieniowaniem świetlnym i cieplnym,
• izolacyjność w postaci szkła przetworzonego
• przydatność do nowoczesnych form montażu tj.
- oszkleń z mocowaniem punktowym,
- oszkleń tradycyjnych:
- – okna skrzynkowe – drewniane,
- – szyby zespolone
- oszklenia strukturalne
- oszklenia mieszane
- oszklenia dachowe
- szklane fasady i elewacje budynków
- szklane elementy podłóg, schody
- oszkleń bezramowych,
- ściany zewnętrzne i działowe z pustaków i bloków szklanych
Przykłady podstawowych zastosowań
a) Fasady warstwowe i pojedyncze
W projektowaniu fasad uwzględnia się z jednej strony utrzymanie niskich strat ciepła, a z drugiej jednak zabezpieczenie przed promieniowaniem słonecznym w miesiącach letnich. Zakres możliwości jest tu bardzo duży i można wyróżnić kilka typowych kategorii.
Główne kryterium stanowi liczba warstw szklanych:
• fasady z pojedynczą warstwą szkła
• fasady z podwójna warstwą oszkleń
drugim kryterium jest np. system kontroli nasłonecznienia
• w oszkleniach pojedynczych
– wewnętrzne zacienienie
– zewnętrzne zacienienie
– elementy zacieniające w przestrzeni międzyszybowej w szybach zespolonych (szprosy)
• w wielowarstwowych oszkleniach fasadowych
– przestrzeń wentylowana
b) Fasady z oszkleniami jednowarstwowymi
• powłoki na szkle
– refleksyjne tzn. odbijające promieniowanie słoneczne zwłaszcza podczerwone i/lub
– absorbujące część promieniowania widzialnego i podczerwonego
• zewnętrzne urządzenia regulacji nasłonecznienia
– żaluzje na zewnątrz budynku, stałe lub o regulowanym kącie nachylenia (stosowane w latach 1989-1992 były to najczęściej żaluzje z anodowanego aluminium; charakteryzuje je wysoki koszt i konieczność stałego oczyszczania)
c) Fasady zewnętrzne
d) Fasady wewnętrzne
• zasłony zwijane, opuszczane i podnoszone mechaniczni
• okapy, zadaszenia, balkony
e) fasady ze szkła profilowanego, zbrojonego w oszkleniach jednowarstwowych i dwuwarstwowych
f) fasady z pustaków szklanych
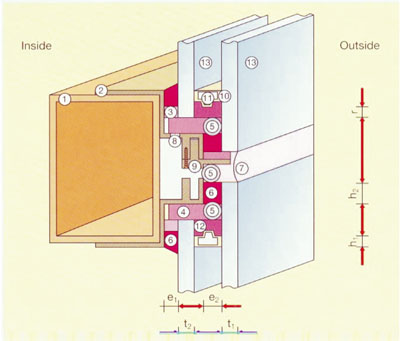 |
Rys. 3. Przykład montażu fasady strukturalnej stałej |
Oszklenia strukturalne
Oszklenia te są przede wszystkim stosowane do wykonywania fasad.
Szkło, metalowe panele, okładziny kamienne i ceramiczne łączy się z elementami konstrukcyjnymi budynku przy użyciu lepiszcza silikonowego. Obciążenia wynikające z parcia wiatru są przenoszone na konstrukcję budynku poprzez lepiszcze silikonowe. Wielkość wewnętrznej kohezji silikonu oraz siła wiązań adhezyjnych silikonu i łączonych materiałów zapewniają trwałe zamocowanie przyklejonych elementów fasady. Są też struktury mocowane mechanicznie przy użyciu sworzni, śrub, rygli.
Technologia oszkleń strukturalnych pozwala przede wszystkim na podniesienie walorów estetycznych fasad budynków oraz obniża koszty utrzymania fasad. Niższe są także koszty montażu fasad i elewacji od tradycyjnych. Na budowę dostarcza się gotowe elementy prefabrykowane – oszkleniowe, które przy pomocy kilku śrub lub trzpieni mocuje się do przygotowanego rusztu elewacji.
Struktury szczelne
W strukturach szczelnych, klejonych silikonami do konstrukcji wyróżnić można dwa podstawowe rodzaje oszkleń strukturalnych:
• dwukrawędziowe i
• czterokrawędziowe.
W oszkleniach dwukrawędziowych dwa przeciwległe boki szkła mocowane są tradycyjnymi listwami dociskowymi, oba pozostałe boki przyklejane są silikonem do profili podpierających i uszczelniane między sobą.
W oszkleniach czterokrawędziowych szyba na całym swym obwodzie przyklejana jest silikonem do najczęściej aluminiowego profilu nośnego.
Realizacja fasady z oszkleniem strukturalnym wymaga dla konkretnego obiektu ścisłej współpracy na etapie przygotowań pomiędzy architektem – projektantem budynku, wykonawcą fasady oraz dostawcą oszkleń. Uwzględnić należy założenia architektoniczne i estetyczne, ograniczenia montażowe i techniczne, właściwości zastosowanych materiałów głównie wytrzymałościowe, ograniczenia wymiarowe, właściwości optyczne itp.
Używana terminologia:
• pręt czołowy: wąski pasek polietylenowy lub z twardego spienionego materiału, spełniający rolę ogranicznika głębokości fugi dla uszczelnienia;
• blok podstawy: elastyczny blok z utwardzonego silikonu lub z innego materiału o twardości 70-90 stopni w skali Shora, zastosowane pomiędzy dolną krawędzią panelu i żebrem podporowym dla ustalenia położenia i zachowania odstępu dylatacji;
• panele: szyby pojedyncze, warstwowe lub zespolone;
• taśma dystansowa: taśma umieszczona na obwodzie panelu, utrzymująca odległość pomiędzy panelem i ramą.
Stanowi też ograniczenie dla uszczelnienia;
• żebro podporowe: niewielka pozioma prowadnica w ramie, która przenosi obciążenie na dwa bloki konstrukcyjne;
• uszczelniacz ramy: uszczelnienie elastyczne zapobiegające bezpośredniemu przenoszeniu ewentualnych drgań na konstrukcję budynku;
• uszczelnienie hermetyczne: uszczelnienie zabezpieczające konstrukcje przed przenikaniem powietrza, wody, pary i jest odporne na działanie promieniowania UV, ozonu oraz zapewnia stabilność szkła podczas parcia wiatru lub działania innych obciążeń;
• uszczelnienie strukturalne: uszczelnienie materiałem odpornym na starzenie się i działanie czynników atmosferycznych, uszczelnienie wytrzymałościowe;
• uszczelnienie wypełniające przestrzenie, również odporne na działanie czynników atmosferycznych, które jednak nie jest konieczne do stabilizacji struktury systemu.
Przegląd projektu
Dostawca silikonu ocenia przyjęte rozwiązania połączeń silikonowych szyb z profilami aluminiowymi biorąc pod uwagę takie cechy jak:
• maksymalne wymiary tafli szkła (lub szyb zespolonych)
• grubość i budowa szyby zespolonej
• zakres temperatur eksploatacji budynku
• zakładane parcie wiatru
• przewidywana grubość i szerokość spoiny silikonowej
• zastosowany system profili aluminiowych – sposób przeniesienia obciążeń ciężarem własnym szyb (system podparty czy nie)
Na podstawie w/w informacji dokonywany jest wybór typu silikonu dopuszczonego do danego projektu. Sprawdzane jest przy tym zachowanie podstawowych zasad projektowania spoin strukturalnych:
• szerokość spoiny musi wynosić minimum 6 mm· grubość spoiny musi wynosić minimum 6 mm
• szerokość spoiny musi być równa lub większa od jej grubości
• minimalna szerokość spoiny musi być nie mniejsza niż długość dłuższego boku szyby przemnożona przez obciążenie wiatrem i podzielona przez podwojoną wytrzymałość silikonu na rozciąganie
• spoina musi być tak umiejscowiona, aby był do niej dostęp standardowymi urządzeniami do nakładania silikonu
• oszklenie nie może ulegać przemieszczaniu podczas utwardzania silikonu w spoinie
• do spoiny musi być dostęp powietrza w trakcie utwardzania· jeśli silikon ma przenosić także obciążenia ciężarem oszklenia to do obliczeń należy przyjąć dla silikonu zredukowaną wartość wytrzymałości na obciążenie.
Oprócz przeglądu dokumentacji projektu sprawdzana jest laboratoryjnie zdolność wybranego silikonu do adhezji do powierzchni próbek partii profili i szkieł, które będą użyte przy wykonywaniu elewacji budynku. Sprawdzone z punktu widzenia zgodności chemicznej muszą być również wszystkie materiały, które mogą się stykać z silikonem na elewacji np. uszczelki, podkładki dystansowe, i stabilizujące, silikony uszczelniające, silikony i uszczelniacze do produkcji szyb zespolonych itp.
Kontrola jakości silikonu
a) sprawdzenie okresu ważności partii silikonu
b) sprawdzenie prawidłowości mieszania (silikony dwuskładnikowe)
Przygotowanie powierzchni spoiny i nakładanie silikonu
a) przygotowanie profilu i szkła zgodnie z zaleceniami określonymi po badaniach próbek przez dostawcę silikonu
b) całkowite wypełnienie spoiny silikonem, bez szczelin i pęcherzy powietrza
Sprawdzenie rzeczywistej adhezji silikonu do szkła i profilu
a) sprawdzenie kohezji silikonu
b) sprawdzenie wytrzymałości próbek na zrywanie (adhezja silikonu do szkła i profilu).
Dokumentacja
a) prowadzenie dziennych kart badań
b) archiwizowanie całości dokumentacji projektu
Renomowanymi, światowymi producentami silikonów do oszkleń strukturalnych są:
• Dow Corning (USA)
• Tremco (Francja)
• General Electric (USA)
• Wacker (Niemcy)
• Den Braven (Holandia).
Firmy te zapewniają pełny serwis techniczny i swoją marką gwarantują trwałość wykonywanych pod ich nadzorem elewacji z oszkleniami strukturalnymi. Oferta ich obejmuje silikony jedno- i dwuskładnikowe, primery, środki myjące powierzchnie.

|
Rys. 4. Przykład fasady z mocowaniem punktowym |
Struktury mocowane mechanicznie przy użyciu sworzni, śrub, rygli
Niektóre firmy oferują szkła przeznaczone m. in. do: budownictwa (elewacje budynków, pasy podokienne w fasadach, wypełnienie balustrad i balkonów, ścianki osłonowe, okładziny zewnętrzne) jako elementy wyposażenia wnętrz (okładziny wewnętrzne, ścianki działowe, elementy dekoracyjne) oraz w meblarstwie.
Szkło to charakteryzuje się następującymi właściwościami
• wysoką trwałością silikonu i emalii
• wysoką odpornością na działanie światła i czynników atmosferycznych
• wysoką wytrzymałością mechaniczną, 3–5 razy wyższą niż szkła zwykłego
• wysoką odpornością na naprężenia termiczne spowodowane np. nasłonecznieniem
• w przypadku rozbicia charakteryzują się bezpiecznym charakterem odłamków.
Są to szkła przede wszystkim elewacyjne, hartowane, pokryte warstwą emalii ceramicznej lub silikonu. Pilkington oferuje w 12 podstawowych kolorach: żółtym, czerwonym, niebieskim, ciemno-niebieskim, zielonym, ciemno-zielonym, szarym, ciemno-szarym, brązowym, ciemno-brązowym, czarnym i białym. Jest możliwość zamówienia innych kolorów dla ilości powyżej 200 m2 szkła. Kolor uzgadnia się wówczas wg wzoru do zaakceptowania. Szkła fasadowe produkuje się w grubościach 5, 6, 8, 10 i 12 mm. Szkła silikonowane, są to szyby hartowane z nałożoną później warstwą zabarwionego silikonu w sześciu podstawowych kolorach: czarnym, jasno-szarym, szarym, czarno-szarym, niebieskim i brązowym. Silikony te nanosi się przede wszystkim na fasadowe szkła refleksyjne. Maksymalne wymiary standardowe wynoszą 1600 x 2500 mm.
Dla zabezpieczenia się przed samoczynnym pękaniem szkła hartowanego na elewacji wykorzystuje się tzw. HEAT-SOAK-TEST polegający na wygrzewaniu tafli w taki sposób, że szkło zagrożone pękaniem na skutek relaksacji naprężeń ulegnie spękaniu, a jeśli przejdzie test z wynikiem pozytywnych to można mieć prawie pewność, że nie ulegnie samoistnemu spękaniu po zamontowaniu na elewacji.
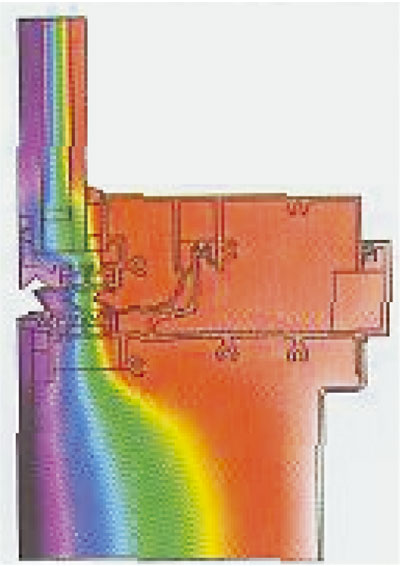
|
Rys. 5. Termowizyjny rozkład temperatur w fasadzie |
Badania fasad i europejskie aprobaty techniczne
Badanie fasad na szczelność, parcie wiatru, uderzenie wahadłem przeprowadza m. in. Instytut Techniki Okiennej w Rosenheim. Tam też uzyskać można europejska aprobatę techniczną EOTA na szczególnie odpowiedzialne konstrukcje fasad i oszkleń strukturalnych.
Tadeusz Tarczoń
Instytut Szkła i Ceramiki, Kraków
patrz też:
- Szkło termotropowe i fotochromatyczne w budownictwie , Janusz Marchwiński, Świat Szkła 12/2007 ,
- Szklenie gazochromatyczne w architekturze , Janusz Marchwiński, Świat Szkła 6/2007
- Arkada słoneczna budynku „Solar Fabrik” we Freiburgu , Janusz Marchwiński, Świat Szkła 5/2007
- Interaktywne, adaptacyjne, multimedialne – elewacje przyszłości , Katarzyna Zielonko-Jung, Świat Szkła 4/2007
- Szklenie elektrochromatyczne w budownictwie , Janusz Marchwiński, Świat Szkła 3/2007
- i-modul Fassade – przełom w regulacji mikroklimatu budynku , Marcin Brzeziński, Świat Szkła 2/2007
- Możliwości technologiczne szkła a poszukiwanie rozwiązań proekologicznych , Katarzyna Zielonko-Jung, Świat Szkła 2/2007
- Wielowarstwowe elewacje przeszklone a koncepcja przegrody interaktywnej , Katarzyna Zielonko-Jung, Świat Szkła 1/2007
- Budynki wielkoskalarne jako struktury szklarniowe Część 2, Janusz Marchwiński, Świat Szkła 1/2007
- Fasady. Rozwój i nowoczesność , Tadeusz Tarczoń, Świat Szkła 1/2007
- Kierunki rozwoju w projektowaniu elewacji przeszklonych , Katarzyna Zielonko-Jung, Świat Szkła 12/2006
- Budynki wielkoskalarne jako struktury szklarniowe cz. 1 , Janusz Marchwiński, Świat Szkła 12/2006
- Problem kształtowania okien słonecznych cz. 2 , Janusz Marchwiński, Świat Szkła 11/2006
- Problem kształtowania okien słonecznych cz. 1 , Janusz Marchwiński, Świat Szkła 10/2006
- Budynek Centrum Olimpijskiego w Warszawie , Janusz Marchwiński, Świat Szkła 9/2006
- Technologia fotowoltaiczna na dachach budynków - spojrzenie architektoniczne , Janusz Marchwiński, Świat Szkła 6/2006
- Kompleks biurowy RONDO-1 , Janusz Marchwiński, Świat Szkła 5/2006
- Energetyczna rola szklenia w zewnętrznych przegrodach budowlanych, Janusz Marchwiński, Świat Szkła 12/2005
- Fasadowość architektury słonecznej - na przykładach budynków biurowych , Janusz Marchwiński, Świat Szkła 11/2005
- Wielofunkcyjne ściany aktywne słonecznie w architekturze. Część 2 , Janusz Marchwiński, Świat Szkła 10/2005
- Wielofunkcyjne ściany aktywne słonecznie w architekturze. Część 1 , Janusz Marchwiński, Świat Szkła 9/2005
- Przestrzeń wewnętrzna atriów przeszklonych , Janusz Marchwiński, Świat Szkła 8-8/2005
- Funkcja estetyczna struktur szklarniowych w architekturze. Część 2 , Janusz Marchwiński, Świat Szkła 6/2005
- Funkcja estetyczna struktur szklarniowych w architekturze. Część 1 , Janusz Marchwiński, Świat Szkła 4/2005
- Aspekt użytkowy przestrzeni szklarniowych w budynkach biurowych i przemysłowych Część 2, Janusz Marchwiński, Świat Szkła 3/2005
- Aspekt użytkowy przestrzeni szklarniowych w budynkach biurowych i przemysłowych Część 1, Janusz Marchwiński, Świat Szkła 2/2005
- Szczegóły
- Kategoria: Wydanie 1/2007
Budynki wielkoskalarne jako struktury szklarniowe Część 2 |
Szkło jako materiał budowlany wciąż pozostaje symbolem postępu i nowoczesności. Szczególny podziw, wśród tego typu struktur wzbudzają budynki wielkoskalarne. Jednocześnie jednak w budynkach takich pojawiają się problemy natury użytkowej, a w szczególności problem utrzymania właściwych warunków mikroklimatycznych spowodowany efektem szklarniowym. Problematyka ta została omówiona w 1 części artykułu, zamieszczonej w numerze 12/2006.
W kształtowaniu budynków wielkoskalarnych jako struktur szklarniowych znaczenie mają zagadnienia projektowe o szerokim charakterze, począwszy od makroskali architektonicznej (np. otoczenie, lokalizacja) na detalach skończywszy (np. elementy zacieniające).
 |
| Budynek „UNESCO Laboratory and Workshop” koło Genui – wnętrze [Renzo Piano Building Workshop] |
Budynek „Unesco Laboratory and Workshop” jest przykładem uwzględnienia i doboru warunków terenowych i zagospodarowania otoczenia jako istotnych czynników w aspekcie kreowania komfortowego mikroklimatu wnętrza.
Wydaje się, że jeszcze większe znaczenie ma geometria bryły budynku. Wyróżnić można dwa podejścia w jej rozwiązaniach. Pierwsze z nich, to tworzenie brył zwartych – energooszczędnych, o niskiej wartości A/C wyrażającej stosunek całkowitej powierzchni ścian zewnętrznych do kubatury obiektu. Rozwiązania takie stanowią też naturalną ochronę przed oddziaływaniem wiatru, zwłaszcza, gdy bryła zyskuje opływowy kształt, jak ma to miejsce w przypadku biurowca „Green Building”.
Drugie, przeciwstawne podejście wyrażone jest wydłużeniem bryły budynku na osi wschód-zachód i uzyskanie w ten sposób wydłużonej elewacji południowej, jako najefektywniejszej w aspekcie wykorzystanie energii słonecznej i światła dziennego. Budynek przystosowany jest do maksymalnego pozyskiwania energii z otoczenia, relatywnie jednak więcej jej też traci.
Zastosowanie szklenia na całym obwodzie budynku wymaga zastosowania elementów przeciwsłonecznych, na ogół systemów żaluzjowych, które dla optymalnej pracy powinny być regulowane i sterowane automatycznie, z możliwością regulacji indywidualnej.
„Akademia Mont-Cenis” ze swymi półprzeźroczystymi modułami PV stanowi odmienny przykład zastosowania elementów zacieniających. Ich skuteczność w tym aspekcie należy ocenić jako niższą (brak mobilności), lecz na uwagę zasługuję potrojenie funkcji tych elementów jako: osłony elewacyjnej lub dachowej, elementu zacieniającego oraz, co stanowi podstawową funkcję modułu PV, generatora elektryczności.
Dążenie do nadania elementom budowlanym wielorakiej funkcji jest obecnie jedną z cech współczesnej architektury proekologicznej.
Budynki szklarniowe wymagają dużego udziału „masy termicznej”, zdolnej do zmagazynowania nadwyżek cieplnych. Może przekładać się to na rozwiązania konstrukcyjne budynku, np. wprowadzenie grubych, odsłoniętych stropów żelbetowych.
„Masę termiczną” należy traktować jako element pasywnej strategii ogrzewania budynków w okresie grzewczym oraz pasywnego chłodzenia latem. Występuje ona we wszystkich omawianych budynkach poza – znajdującym się w najcieplejszej strefie klimatycznej - biurowcem w Katanii. Z tego powodu, obiekt ten cechuje najciekawsza koncepcja pasywnego chłodzenia, tj. chłodzenie zstępującym prądem powietrza za pomocą kominów słonecznych, które są wypełnione cieczą, jako czynnikiem chłodniczym. W pozostałych budynkach elementami pasywnego chłodzenia jest „masa termiczna”: w postaci masywnych przegród wewnętrznych, a w budynku „Akademii Mont-Cenis” również zbiorniki wodne oraz coraz powszechniej stosowany podziemny wymiennik ciepła.
We wszystkich budynkach przewiduje się naturalną wentylację wnętrza, czyli wymianę powietrza wewnętrznego z powietrzem z otoczenia. Istotną rolę odgrywa strategia wietrzenia nocnego.
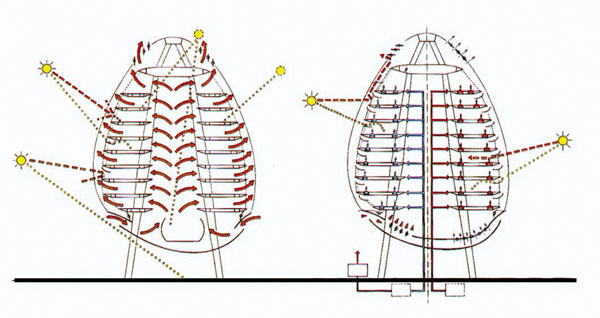 |
| Idea kreowania naturalnego mikroklimatu wnętrza w studialnym obiekcie „Green Building” [2] |
Wentylacja polega na przepływie mas powietrza z dołu do góry, które wpływa i wypływa przez klapy wentylacyjne umieszczone w szklanych elewacjach lub elewacjach i dachu. W budynku „Green Building” rolę duktu wentylacyjnego pełni podwójna elewacja szklana (dukt zewnętrzny) w powiązaniu z atrium (centralny dukt wewnętrzny), a w biurowcu w Katanii - kominy słoneczne (modularne dukty wewnętrzne).
Naturalna wentylacja wpływa na kreowanie naturalnego mikroklimatu wnętrza, pożądanego przez użytkowników. Ważnymi modyfikatorami parametrów powietrza wewnętrznego jest zieleń, bogato zastosowana w budynkach „Unesco” i „Akademii Mont-Cenis”.
Budynki te dowodzą jednak potrzeby stosowania mechanicznych systemów HVAC w omawianych strukturach szklarniowych, jako niezbędnych systemów przy szczególnie niesprzyjających warunkach pogodowych.
Wszystkie przytoczone budynki z racji pełnego przeszklenia pozwalają na maksymalne wykorzystanie światła naturalnego w oświetleniu pomieszczeń. Elementy ochrony przeciwsłonecznej pełnią tu także rolę elementów optymalizacji środowiska świetlnego, a w szerszym kontekście – środowiska wizualnego.
W aspekcie przestrzenno-funkcjonalnym budynki wielkoskalarne jako struktury szklarniowe pozwalają na kreowanie nowatorskich, interesujących wnętrz o dużych walorach w zakresie estetyki i aranżacji. Wnętrze budynku w Vesimie w powiązaniu z walorami krajobrazowymi, które roztaczają się wokoło, zasługuje na szczególne wyróżnienie.
Wskazać należy wreszcie na tendencje proekologiczne w doborze naturalnych materiałów konstrukcyjnych, w kształtowaniu szklarni oraz stosowaniu technik energooszczędnych (np. rekuperacja ciepła) i oszczędzających zasoby naturalne (np. odzysk wody deszczowej).
Aspekt ekonomiczny
Szczególne wątpliwości, jeśli chodzi o zasadność kształtowania budynków wielkoprzestrzennych jako struktur szklarniowych, budzi aspekt ekonomiczny. Szklane systemy osłonowe w takich zastosowaniach mogą poważnie podrażać inwestycję. Na ogół trudno oszacować jednoznacznie wpływ takiego zastosowania, gdyż wymaga to porównania nie tylko kosztów inwestycyjnych związanych ze zwiększonym udziałem szklenia, ale także zysków lub strat powstałych w procesie użytkowania, które wynikają z zastosowania tego materiału.
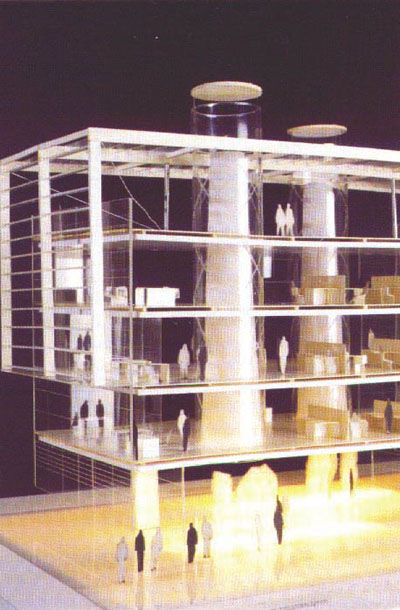 |
| Koncepcja budynku biurowego w Catanii z wykorzystaniem kominów słonecznych [4] |
Gruntowną analizę porównawczą na przykładzie budynku „Badenwerke” w Karlsruhe przytacza Klaus Daniels.1
Badanie to ukazuje bezpośredni wpływ rozwiązań szklarniowych na bilans kosztów, związanych z zastosowaniem szklenia na całym obwodzie budynku oraz jego użytkowaniem w zakresie zużycia energii operacyjnej, konserwacji i napraw.
W projekcie budynku (arch. Auer+Weber) dyskusja skupiła się nad opłacalnością przyjęcia strategii pasywnego wykorzystywania energii słonecznej przez zastosowanie szklanej obudowy budynku, tworzącej szklarnię wolnostojącą – rodzaj osłony bioklimatycznej.
Inna, pierwotna opcja zakładała bardziej konwencjonalne rozwiązanie budynku. W opcji tej przewidziano otwarty dziedziniec centralny, silnie izolowane zewnętrzne ściany, elementy zacieniające oraz szklenie w partii parteru.
Porównania dokonano w aspekcie kosztów energii operacyjnej związanej z: oświetleniem, chłodzeniem, ogrzewaniem, wentylacją i nawilżaniem powietrza w przestrzeni wewnętrznej. Porównano ponadto koszt konserwacji i napraw oraz jego sumy wraz z kosztem energii operacyjnej.
 |
| „Akademia Mont-Cenis” w Herne – część frontowa |
Uogólnione wyniki badań wskazują, że budynek, w którym przyjęto strategię pasywnego wykorzystania energii słonecznej jest tańszy w użytkowaniu o ok. 40 DM/m2 rocznie, niemniej nakłady inwestycyjne związane z jego budową wzrosłyby o 500-600 DM/m2. Oznacza to zwrot poniesionych kosztów po ok. 12-15 latach
Opisane budynki dowodzą, że budynki wielkoskalarne jako struktury szklarniowe można traktować jako racjonalne rozwiązania z punktu widzenia kształtowania komfortowego środowiska wewnętrznego, poszukiwania rozwiązań niskoenergetycznych i proekologicznych. Wymagają jednak, wsparcia ze strony nowoczesnych rozwiązań materiałowych technologicznych, a także mechanicznych systemów HVAC.
Te odważne przedsięwzięcia wymagają silniejszego niż w innych budynkach sprzężenia rozwiązań architektonicznych z technologiczno-budowlanymi i instalacyjnymi. Wymaga to ścisłej współpracy specjalistów z wielu branż już w fazie projektowej.
Zalety „szklanych domów” przejawiają się nie tylko w możliwości kreowania naturalnego charakteru środowiska wewnętrznego, ale także wysokiej jakości architektonicznej w sensie aranżacji i estetyki wnętrz, a także, w niektórych przypadkach, rozwiązań bryłowych i lokalizacyjnych.
W aspekcie ekonomicznym, omawiane budynki, przy założeniu wdrożenia racjonalnych rozwiązań niskoenergetycznych i proekologicznych, należy traktować jako inwestycje o długotrwałym zwrocie nakładów.
dr inż. arch. Janusz Marchwiński
Wyższa Szkoła Ekologii i Zarządzania
Warszawa
Bibliografia:
1. Akademie im Glashaus, Baumeister, October 1996
2. Compagno A., Intelligent Glass Facades, Basel-Boston-Berlin 1999
3. Daniels K., The Technology of Ecological Building, Basel-Boston-Berlin 1997
4. Francis E., Ford B., Recent Developments in Passive Downdrought Evaporative Cooling (w: European Directory of Sustainable and Energy Efficient Building 1999), London 1999;
5. Herzog T., Solar Energy in Architecture and Urban Planning, Munich-New York 1996;
6. Marchwiński J., Fabryka w dobie rewolucji informatycznej, „Archivolta” 2/2001
7. Marchwiński J., Rola pasywnych i aktywnych rozwiązań słonecznych w kształtowaniu architektury budynków biurowych i biurowo-przemysłowych, praca doktorska – Wydział Architektury Politechniki Warszawskiej, Warszawa 2005
patrz też:
- Szkło termotropowe i fotochromatyczne w budownictwie , Janusz Marchwiński, Świat Szkła 12/2007 ,
- Szklenie gazochromatyczne w architekturze , Janusz Marchwiński, Świat Szkła 6/2007
- Arkada słoneczna budynku „Solar Fabrik” we Freiburgu , Janusz Marchwiński, Świat Szkła 5/2007
- Interaktywne, adaptacyjne, multimedialne – elewacje przyszłości , Katarzyna Zielonko-Jung, Świat Szkła 4/2007
- Szklenie elektrochromatyczne w budownictwie , Janusz Marchwiński, Świat Szkła 3/2007
- i-modul Fassade – przełom w regulacji mikroklimatu budynku , Marcin Brzeziński, Świat Szkła 2/2007
- Możliwości technologiczne szkła a poszukiwanie rozwiązań proekologicznych , Katarzyna Zielonko-Jung, Świat Szkła 2/2007
- Wielowarstwowe elewacje przeszklone a koncepcja przegrody interaktywnej , Katarzyna Zielonko-Jung, Świat Szkła 1/2007
- Budynki wielkoskalarne jako struktury szklarniowe Część 2, Janusz Marchwiński, Świat Szkła 1/2007
- Fasady. Rozwój i nowoczesność , Tadeusz Tarczoń, Świat Szkła 1/2007
- Kierunki rozwoju w projektowaniu elewacji przeszklonych , Katarzyna Zielonko-Jung, Świat Szkła 12/2006
- Budynki wielkoskalarne jako struktury szklarniowe cz. 1 , Janusz Marchwiński, Świat Szkła 12/2006
- Problem kształtowania okien słonecznych cz. 2 , Janusz Marchwiński, Świat Szkła 11/2006
- Problem kształtowania okien słonecznych cz. 1 , Janusz Marchwiński, Świat Szkła 10/2006
- Budynek Centrum Olimpijskiego w Warszawie , Janusz Marchwiński, Świat Szkła 9/2006
- Technologia fotowoltaiczna na dachach budynków - spojrzenie architektoniczne , Janusz Marchwiński, Świat Szkła 6/2006
- Kompleks biurowy RONDO-1 , Janusz Marchwiński, Świat Szkła 5/2006
- Energetyczna rola szklenia w zewnętrznych przegrodach budowlanych, Janusz Marchwiński, Świat Szkła 12/2005
- Fasadowość architektury słonecznej - na przykładach budynków biurowych , Janusz Marchwiński, Świat Szkła 11/2005
- Wielofunkcyjne ściany aktywne słonecznie w architekturze. Część 2 , Janusz Marchwiński, Świat Szkła 10/2005
- Wielofunkcyjne ściany aktywne słonecznie w architekturze. Część 1 , Janusz Marchwiński, Świat Szkła 9/2005
- Przestrzeń wewnętrzna atriów przeszklonych , Janusz Marchwiński, Świat Szkła 8-8/2005
- Funkcja estetyczna struktur szklarniowych w architekturze. Część 2 , Janusz Marchwiński, Świat Szkła 6/2005
- Funkcja estetyczna struktur szklarniowych w architekturze. Część 1 , Janusz Marchwiński, Świat Szkła 4/2005
- Aspekt użytkowy przestrzeni szklarniowych w budynkach biurowych i przemysłowych Część 2, Janusz Marchwiński, Świat Szkła 3/2005
- Aspekt użytkowy przestrzeni szklarniowych w budynkach biurowych i przemysłowych Część 1, Janusz Marchwiński, Świat Szkła 2/2005
- Szczegóły
- Kategoria: Wydanie 1/2007
Istotą elewacji interaktywnej jest uzależnienie jej działania od warunków pogodowych i potrzeb wnętrza budynku. Powinna być jak filtr, który przepuszcza do pomieszczeń korzystne czynniki środowiska atmosferycznego, a zatrzymuje te niepożądane. Jednym z pomysłów na stworzenie ściany przeszklonej, która działałaby w ten sposób jest budowanie jej jako układu wielowarstwowego, uzupełnionego o dodatkowe systemy poprawiające jakość parametrów środowiska fizycznego wnętrza budynku.
- Szczegóły
- Kategoria: Wydanie 1/2007
Architektura nowoczesna i prestiżowa |
Czasem Bielsko-Biała zwane jest „Małym Wiedniem”. Między innymi dlatego, że szereg obiektów architektonicznych zabudowy centrum przypomina podobne obiekty we Wiedniu, a także dlatego, że wiele budowli projektowali dawniej dla Bielska-Białej wiedeńscy architekci jak: K. Korn, E. Forster, E. Rost, M. Fabiani, V. Fenzl, H. Mayr&T. Mayr, A. Wiedermann... Największy rozkwit architektoniczny przypadał na miasto w latach 1855-1939.
W dawnych projektach szkło (nie licząc okien) w architektonicznej zabudowie było w niełasce, z małymi jednak wyjątkami artystycznych witraży czy szklanymi elementami kopuł dachów. Bielsko-Biała dawniej słynęło z przemysłu włókienniczego i maszynowego, wykorzystanie dużych połaci szkła było stosowane w oknach i dachach hal fabrycznych. Szklane elewacje dawnej Fabryki Maszyn Włókienniczych BEFAMA przy obecnej ulicy Powstańców Śląskich można by nawet dzisiaj podziwiać, gdyby nie były zapchane reklamami. Obiekty te obecnie dzierżawi wiele firm handlowych. Do końca lat 80. jedyną ciekawą, dużą zabudową szklaną miasta był wielki i piękny witraż w dzisiejszym ING Banku Śląskim na pl. B. Chrobrego. Przedstawia on panoramę miasta Bielska z unoszącą się nad nim alegoryczną figurą Abundantii (Obfitości). Witraż pochodzi z krakowskiej pracowni Stanisława Żeleńskiego i efektownie prezentuje się podświetlony od wewnątrz. Obiekt powstał w 1936 r. wg. projektu Pawła Juraszki i był wówczas Nowym Gmachem Komunalnej Kasy Oszczędności.
Szkło w bielskiej architekturze pojawiało się powoli, dopiero od początku lat 90. wzbudzając większe zainteresowanie. Dzięki niemu obiekty zyskiwały na wyglądzie, miasto przez to stawało się nowocześniejsze i atrakcyjniejsze, powiało wielkim światem. Architekci stworzyli wiele ciekawych wizji i koncepcji, projektując architekturę nową, a także łącząc umiejętnie nową i starą.
Przełomu dokonały dwie inwestycje, w których zaprojektowano szklane elewacje: Park-hotel Vienna i Centrum Handlowo-Rozrywkowe SFERA. To najpiękniejsze „szklane” obiekty Bielska-Białej.
Parkhotel „Vienna” na ul. Bystrzańskiej zachwyca swą zieloną, szklaną bryłą, również w jego wnętrzach występuje wiele aranżacji i rozwiązań technicznych ze szkłem (fot. 1). Imponuje także szklana architektura Centrum Handlowo-Rozrywkowego SFERA przy ul. Mostowej. Tutaj architekci wyraźnie postawili na szkło, które dominuje w każdym calu zabudowy (fot. 2, 3, 4).
Szklana architektura stała się niejako domeną banków, hipermarketów, hal sportowych i krytych pływalni. Architekci zaczęli umiejętnie dawkować szkło w swoich projektach, czego przykładem stały się mniejsze obiekty np. piękne połączenie starego z nowym w zabudowaniach zabytkowej bielskiej Gazowni przy ul. Mostowej (fot. 5), BRE Banku S.A. przy pl. Wolności (fot. 6), czy dawnej odlewni Befamy (obecnie oddział Tesco) przy ul. Widok (fot. 7). Ciekawe są małe szklane koncepcje Kolegium Nauczycielskiego przy ul. Krakowskiej, Beskidzkiego Centrum Handlowego „Bogart” przy ul. Partyzantów. Do innych ciekawych zaliczyłbym obiekty: Banku BGŻ ul. Cyniarska (fot. 8), chociaż szkoda, że tu szklana elewacja poobwieszana jest reklamami, a przecież jej całe piękno polega na czystości formy!
Podoba się Galeria SDH „Klimczok”, ul. Cyniarska (fot. 9) i Centrum Handlowe „Oskar”, ul. Barlickiego (fot. 10). Na dachu tego obiektu jest piękna, oryginalna restauracja „Nad Dachami”, z oszklonymi ścianami, skąd podziwiać można widoki Bielska-Białej i Beskidów.
Szklaną estetyką charakteryzuje się siedziba Mc Donalda przy ul. Partyzantów, Beskidzki Dom Maklerski przy ul. Stojałowskiego, Urząd Miejski na pl. Ratuszowym (fot. 11).
Poza ścisłym centrum na niezwykle udany zapowiada się projekt – z dużą dawką nowoczesnego oszklenia – nowej siedziby Państwowej Straży Pożarnej, budowanej przy ul. Leszczyńskiej, najnowocześniejszej w kraju.
Bielszczanie dużo sobie obiecują po wybudowaniu super nowoczesnego Centrum Hand-lowo-Rozrywkowego SFERA II, ale to jeszcze przed nami, szkło będzie tam z pewnością dominowało.
Niestety, w szeregu odwiedzanych przeze mnie obiektów obowiązuje „zakaz fotografowania” i nie mogę pokazać ich tu Czytelnikom. Czyżby... „stare” wracało?
Edward Poskier
Zdjęcia autora
- Szczegóły
- Kategoria: Wydanie 1/2007
Rok 2006 w gospodarce polskiej |
W 2006 roku w gospodarce trwała dobra koniunktura. W skali całego roku miały miejsce następujące tendencje:
• PKB wzrastał około 5,4%, wysokie wskaźniki wzrostu notowało budownictwo, przemysł, handel detaliczne i inne usługi.
• Coraz większy był popyt wewnętrzny, wzrosła konsumpcja indywidualna, zwiększyły się realne dochody ludności.
• Handel zagraniczny notuje wysokie obroty, eksport wzrastał szybciej niż import, w związku z czym ujemne saldo wymiany zmniejszyło się.
• „Ruszyły” inwestycje, które osiągają oczekiwany dwucyfrowy wzrost.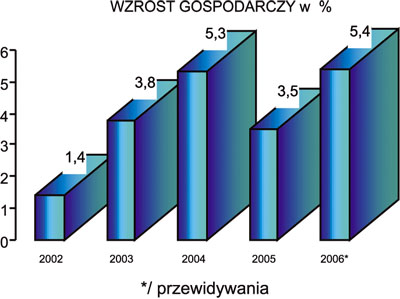
• Po bardzo wysokiej rentowności w 2004 i 2005 r. nadal utrzymuje się zdolność przedsiębiorstw do generowania zysku. W 2006 r. sektor przedsiębiorstw i jego główne działy uzyskały rekordowo wysokie wskaźniki rentowności. Nigdy w minionym 15-leciu sektor przedsiębiorstw nie miał tak dobrej kondycji finansowej.
• Poprawiała się sytuacja na rynku pracy; wzrasta zatrudnienie i obniża się bezrobocie (w listopadzie stopa bezrobocia wynosiła 14,8%), obecnie w niektórych zawodach odczuwa się nawet brak rąk do pracy.
• Podkreślenia wymaga niska inflacja (w listopadzie 2006 roku 1,4%), ale przyśpieszeniu ulegają ceny robót budowlanych, wzrastają również ceny niektórych materiałów budowlanych.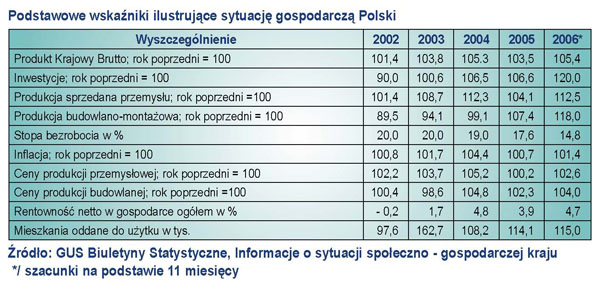
Inwestycje
Dobrej koniunkturze w gospodarce w 2006 roku towarzyszyło ożywienie w inwestycjach. W latach 2004-2006 – przy bardzo dobrej kondycji finansowej firm – inwestycje wzrastały około 6,5% rocznie, znaczniej mniej od oczekiwanego dwucyfrowego poziomu. Przedsiębiorstwa ostrożnie podejmowały decyzje inwestycyjne, bowiem występowało wiele czynników, które wpływały na odsuwanie decyzji inwestycyjnych w czasie. Były to m.in. oczekiwanie na umocnienie się tendencji pozytywnych w gospodarce, bariery biurokratyczne, niestabilne prawo gospodarcze (szczególnie w zakresie podatków, prawa pracy, ubezpieczeń społecznych). Z przeszkód formalno-prawnych opóźniających podejmowanie inwestycji wymienić można brak planów zagospodarowania przestrzennego, przewlekłe procedury przetargowe, przepisy bankowe pozyskiwania kredytów trudne do pokonania dla małych firm. Bariery te były i są usuwane, a trwająca już trzeci rok dobra koniunktura – umacnia przedsiębiorców w przekonaniu, że warto inwestować.
Dla polskich przedsiębiorstw, które charakteryzują się wysokim udziałem środków własnych w finansowaniu przedsięwzięć inwestycyjnych – wysokie zyski osiągane przez przedsiębiorstwa stworzyły realne podstawy do przeznaczania większych środków na rozwój, bariera finansowa nie jest już przeszkodą w inwestowaniu w rozwój. W okresie trzech kwartałów 2006 w sektorze przedsiębiorstw osiągnięto bardzo wysokie wskaźniki rentowności netto (4,7%), a kwoty zysku były nawet wyższe od rekordowych w okresie akcesji do UE.
Już w pierwszym półroczu 2006 inwestycje były o 15,6% wyższe niż przed rokiem, a w trzecim kwartale inwestycje wyraźnie przyspieszyły. W okresie styczeń-wrzesień 2006 nakłady inwestycyjne w zakładach zatrudniających 50 osób i więcej były o 19,8% wyższe niż rok temu. Zmienia się struktura inwestycji; zmniejszają się nakłady na budynki i budowle, a wzrastają na zakup maszyn i urządzeń (ich udział zwiększył się do 68% nakładów ogółem). Wskazuje to na słuszny kierunek modernizacji potencjału produkcyjnego.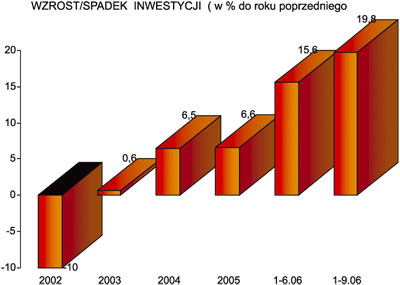 W okresie trzech kwartałów 2006 rozpoczęto zadań inwestycyjnych o 7% więcej niż przed rokiem, a łączna ich wartość kosztorysowa była o 27,9% wyższa niż rok temu. Na modernizację istniejących środków trwałych przeznaczono 30% wartości rozpoczętych inwestycji.
W okresie trzech kwartałów 2006 rozpoczęto zadań inwestycyjnych o 7% więcej niż przed rokiem, a łączna ich wartość kosztorysowa była o 27,9% wyższa niż rok temu. Na modernizację istniejących środków trwałych przeznaczono 30% wartości rozpoczętych inwestycji.
Z ogólnej wartości nakładów inwestycyjnych realizowanych w okresie trzech kwartałów 2006 roku 42% poniosły przedsiębiorstwa z udziałem kapitału zagranicznego, przy czym inwestowały one więcej o 20% niż rok temu. Prawie połowa tych inwestycji przypadała na przetwórstwo przemysłowe. Dziedziny o największym zainteresowaniu inwestorów zagranicznych to: artykuły spożywcze i napoje, pojazdy samochodowe, wyroby gumowe i z tworzyw sztucznych, materiały budowlane. Wysoki wzrost nakładów wśród inwestorów zagranicznych miał miejsce w działalności wydawniczej i poligraficznej, produkcji metali, wyrobów z drewna. Lokowano też inwestycje w inne dziedziny jak: transport, gospodarka magazynowa i łączność, handel.
Budownictwo
Budownictwo później niż inne działy gospodarki wychodziło z recesji Podczas gdy w 2004 r. PKB wzrastał o ponad 5%, a produkcja sprzedana przemysłu o 12% – w budownictwie nie notowano wzrostu, ale był to dla budownictwa ostatni rok bez sukcesów. Już w końcu 2004 r. nastąpiło przełamanie kryzysu i tendencje wzrostowe były coraz bardziej widoczne. Od 2 lat budownictwo osiąga wysokie wskaźniki wzrostu; w 2005 roku ponad 7%, a w pierwszym półroczu 2006 r. w zakładach zatrudniających > 9 osób produkcja budowlana była wyższa o 9,2% w porównaniu z pierwszym półroczem 2005 roku. W kolejnych miesiącach budownictwo „przyśpieszało” i w skali całego roku 2006 wzrost budownictwa zbliża się do 18%. Odnotować należy coraz lepsze wyniki finansowe w budownictwie, podczas gdy w minionych latach sektor budownictwa przynosił straty lub pracował na granicy opłacalności - w okresie trzech kwartałów 2006 wskaźnik rentowności obrotu netto wynosił 2,6%.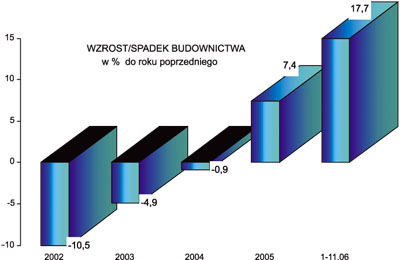 W 2006 roku następujące rodzaje robót kreowały wzrost sektora budownictwa: wznoszenie budynków, budownictwo lądowo wodne, budownictwo drogowe, wykonywanie instalacji budowlanych i robót wykończeniowych, wzrastało też przygotowanie terenu pod budowę. Natomiast stagnacja ma miejsce w budownictwie mieszkaniowym.
W 2006 roku następujące rodzaje robót kreowały wzrost sektora budownictwa: wznoszenie budynków, budownictwo lądowo wodne, budownictwo drogowe, wykonywanie instalacji budowlanych i robót wykończeniowych, wzrastało też przygotowanie terenu pod budowę. Natomiast stagnacja ma miejsce w budownictwie mieszkaniowym.
Szacunki wskazują, że w 2006 r. do użytku oddano niewiele więcej mieszkań niż rok temu. Przewagę ilościową (ponad połowa wszystkich oddawanych do użytku) mają mieszkania jednorodzinne, przy coraz słabszej dynamice ich wzrostu. Ceny mieszkań szybko rosną, a popyt na mieszkania kreowany jest przez zamożnych klientów, mieszkania są często traktowane jako lokata kapitału przez inwestorów krajowych i zagranicznych. Dla tej grupy odbiorców budowane są mieszkania przez developerów. Około 1/3 mieszkań stanowią obiekty realizowane przez developerów na sprzedaż lub wynajem. Taka sytuacja utrzyma się w najbliższym czasie, co potwierdzają rosnące pozwolenia na budowę wydawane developerom. W 2006 r. liczba wydanych pozwoleń na budowę mieszkań wzrosła o 1/3, w tym zezwoleń na budowę mieszkań na sprzedaż lub wynajem wydano o prawie 70% więcej. Również developerzy wykazują największy (ponad 60%) wzrost rozpoczynanych mieszkań.
Sektor budownictwa ma szanse na utrzymanie wysokiego tempa wzrostu w najbliższych latach. Przemawiają za tym rosnące inwestycje, bardzo dobra sytuacja finansowa przedsiębiorstw (przedsiębiorstwa mają środki na rozwój) oraz możliwości korzystania z funduszy pomocowych Unii Europejskiej.
Jednakże pojawiają się zagrożenia, które mogą zmniejszyć tempo wzrostu budownictwa. W budownictwie występuje zjawisko nie notowane poprzednio; przedsiębiorstwa mają trudności z uzyskaniem pracowników. Coraz większym zamówieniom i wyższej produkcji nie towarzyszy wzrost zatrudnienia, zatrudnienie jest prawie stabilne.
Jako najważniejsze przyczyny braku pracowników w budownictwie wymienia się najczęściej:
• Niskie płace w budownictwie, niższe niż w innych dziedzinach gospodarki.
• Mała mobilność ludności; przywiązanie do stałego miejsca pobytu i rodziny przy równoczesnym braku mieszkań w obszarze gdzie jest praca. Mimo prawie 15% bezrobocia nie ma chętnych do podejmowania pracy w budownictwie.
• Emigracja zarobkowa do krajów UE. Trudne warunki pracy na budowach przy niskich płacach spowodowały wyjazdy do pracy w krajach unijnych, gdzie zaistniała możliwość legalnej pracy.
• Brak pracowników w zawodach budowlanych wynika też z regresu szkolnictwa zawodowego.
Inflacja
W 2003 roku wskaźnik inflacji kształtował się poniżej 1%, ale w pierwszym półroczu 2004 r. inflacja zwiększyła się do 4,6%. Zaważyły zmiany dostosowawcze związane z akcesją do Unii Europejskiej, w tym zwłaszcza wzrost cen żywności, paliw płynnych i innych nośników energii oraz niektórych surowców i wyrobów hutniczych (ceny wzrastały nawet do 40%). W 2005 r. czynniki proinflacyjne zaczęły powoli ustępować i w grudniu 2005 r. wskaźnik inflacji zmniejszył się do 0,8%. 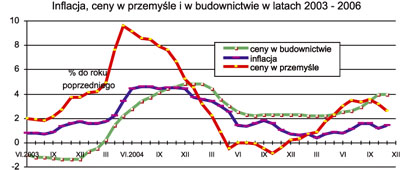 W roku 2006 inflacja utrzymywała się na niskim poziomie, chociaż od trzeciego kwartały ceny wzrastały. W szczególności wzrost cen zaobserwowano w budownictwie, w niektórych branżach przemysłu przetwórczego oraz w górnictwie i kopalnictwie. W listopadzie 2006 roczny wskaźnik inflacji wynosił 1,4%.
W roku 2006 inflacja utrzymywała się na niskim poziomie, chociaż od trzeciego kwartały ceny wzrastały. W szczególności wzrost cen zaobserwowano w budownictwie, w niektórych branżach przemysłu przetwórczego oraz w górnictwie i kopalnictwie. W listopadzie 2006 roczny wskaźnik inflacji wynosił 1,4%.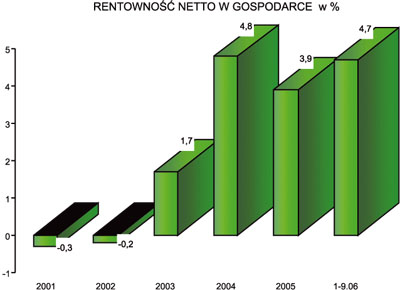 Rentowność sektora przedsiębiorstw
Rentowność sektora przedsiębiorstw
Po bardzo niskiej rentowności w sektorze przedsiębiorstw w okresie dekoniunktury – lata 2004-2006 były bardzo korzystne. Większość firm wykazała zdolność do generowania zysku, a wskaźniki rentowności netto zbliżające się do 5% pozwoliły na stworzenie rezerw finansowych i przeznaczanie ich na rozwój. Ma to istotne znaczenie z punktu widzenia dokonujących się w polskiej gospodarce procesów modernizacyjnych i restrukturyzacyjnych koniecznych dla sprostania konkurencji na jednolitym rynku unijnym.
Przyczynami poprawiającej się sytuacji finansowej są m.in.: racjonalizacja kosztów pod presją rosnącej konkurencyjności oraz zwiększający się udział eksportu w produkcji. Zyski eksporterów są wyższe niż firm pracujących na rynek krajowy. Wszystkie najważniejsze dziedziny gospodarki są obecnie rentowne, chociaż stopień rentowności jest zróżnicowany.
Przemysł
W 2005 r. wzrost przemysłu ogółem wynosił 4,1% i był to wskaźnik niższy niż rok temu. W znacznym stopniu wynikało to z „efektu bazy” (dane 2005 r. porównywano do bardzo wysokich osiągnięć roku 2004 – roku akcesji do Unii Europejskiej – kiedy występowały impulsy jednorazowe, doraźne).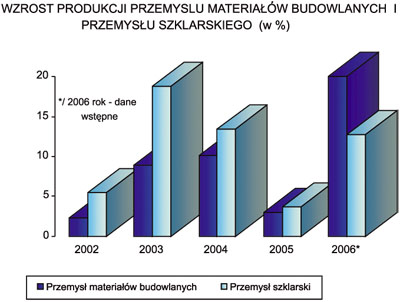 W produkcji materiałów dla budownictwa w pierwszych miesiącach 2005 roku notowano spadek produkcji, ale od czerwca 2005 r. w kolejnych miesiącach produkcja systematycznie wzrastała i taka sytuacja utrzymywała się przez cały rok 2006. Wpływała na to szybko poprawiająca się koniunktura w budownictwie, a w konsekwencji presja popytowa na materiały. Przypomnieć też należy, że w czwartym kwartale 2005 r. miał miejsce wzrost zakupów wyrobów przeznaczanych do remontów, był to bowiem ostatni rok przysługującej zniżki remontowej. Zakupy te (dokonywane „na zapas”) obniżyły nieco popyt w pierwszych miesiącach 2006 roku.
W produkcji materiałów dla budownictwa w pierwszych miesiącach 2005 roku notowano spadek produkcji, ale od czerwca 2005 r. w kolejnych miesiącach produkcja systematycznie wzrastała i taka sytuacja utrzymywała się przez cały rok 2006. Wpływała na to szybko poprawiająca się koniunktura w budownictwie, a w konsekwencji presja popytowa na materiały. Przypomnieć też należy, że w czwartym kwartale 2005 r. miał miejsce wzrost zakupów wyrobów przeznaczanych do remontów, był to bowiem ostatni rok przysługującej zniżki remontowej. Zakupy te (dokonywane „na zapas”) obniżyły nieco popyt w pierwszych miesiącach 2006 roku.
W 2006 roku przemysł ogółem charakteryzuje się wysokim, ponad 12% tempem wzrostu. Ożywieniu temu towarzyszą korzystne zmiany strukturalne. Największy wzrost ma miejsce w działach przemysłu o relatywnie wysokim i rosnącym udziale produkcji eksportowej, ale duże znaczenie ma też zwiększający się popyt krajowy. Również przemysł materiałów budowlanych wykazywał w 2006 roku wysoki (około 20%) wzrost produkcji sprzedanej przy bardzo dobrej koniunkturze w budownictwie.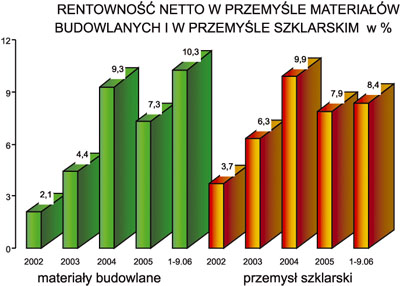 Podobne tendencje jak w przemyśle ogółem i w produkcji mineralnych materiałów budowlanych obserwowano w branży przemysłu szklarskiego. Po bardzo wysokich wskaźnikach wzrostu w I półroczu 2004 i osłabieniu tempa w drugim półroczu, nastąpiło w 2005 roku „odreagowanie efektu bazy”. Ale rok 2006 był bardzo korzystny, obserwowano dynamiczny wzrost produkcji.
Podobne tendencje jak w przemyśle ogółem i w produkcji mineralnych materiałów budowlanych obserwowano w branży przemysłu szklarskiego. Po bardzo wysokich wskaźnikach wzrostu w I półroczu 2004 i osłabieniu tempa w drugim półroczu, nastąpiło w 2005 roku „odreagowanie efektu bazy”. Ale rok 2006 był bardzo korzystny, obserwowano dynamiczny wzrost produkcji.
Produkcja sprzedana szkła i wyrobów ze szkła (wytworzona w zakładach zatrudniających powyżej 49 osób) wynosiła w 2005 roku 6,1 mld zł cen bieżących, przy zatrudnieniu 35,9 tys. osób. W 2006 roku produkcja szacowana jest na blisko 7 mld zł.
W 2005 roku 50% produkcji przypadało na szkło płaskie (również profilowane i poddawane dalszej obróbce), 38% było to szkło gospodarcze, a prawie 12% były to włókna szklane i pozostałe rodzaje szkła. W 2005 roku miał miejsce wzrost produkcji szkła płaskiego profilowanego i włókien szklanych. Zmniejszyła się produkcja szkła płaskiego i gospodarczego. W 2006 roku najszybciej wzrastała produkcja szkła typu „float”, szyb zespolonych wielokomorowych i jednokomorowych, niższa niż rok temu była produkcja szkła gospodarczego.
Podsumowanie
Koniunktura w gospodarce w 2006 roku jest bardzo dobra. Prognozy wskazują, że wzrost gospodarczy może być tendencją trwałą. Budownictwo należy do dziedzin o najszybszym wzroście i wielu ekspertów uważa, że sytuacja taka utrzyma się przez wiele najbliższych lat m.in. dzięki szybko rosnącym inwestycjom i środkom pomocowym z Unii Europejskiej, które są wykorzystywane w coraz większym stopniu. Pojawiają się wprawdzie zagrożenia (m.in. trudności na budowach w pozyskaniu zatrudnienia), które mogą zmniejszyć wysokie obecnie tempo wzrostu budownictwa, ale w sprzyjających warunkach trudności te będą usuwane.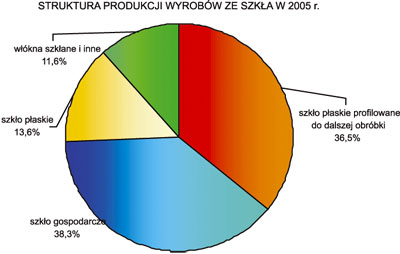 Obecne oceny wskazują, że popyt na materiały i wyroby dla budownictwa będzie wzrastał, a przemysły pracujące na rzecz budownictwa powinny być przygotowane na dobrą koniunkturę. Przemysł szklarski należy do dynamicznie rozwijających się dziedzin, wytwarza nowoczesne, o wysokiej jakości wyroby ze szkła coraz powszechniej stosowane w wielu rodzajach budownictwa. Większość ekspertów jest zdania, że dla producentów materiałów budowlanych, również wyrobów ze szkła nadchodzą dobre lata.
Obecne oceny wskazują, że popyt na materiały i wyroby dla budownictwa będzie wzrastał, a przemysły pracujące na rzecz budownictwa powinny być przygotowane na dobrą koniunkturę. Przemysł szklarski należy do dynamicznie rozwijających się dziedzin, wytwarza nowoczesne, o wysokiej jakości wyroby ze szkła coraz powszechniej stosowane w wielu rodzajach budownictwa. Większość ekspertów jest zdania, że dla producentów materiałów budowlanych, również wyrobów ze szkła nadchodzą dobre lata.
Prof. dr Zofia Bolkowska
Wyższa Szkoła Zarządzania i Prawa
- Szczegóły
- Kategoria: Wydanie 1/2007
Tras-Intur planuje trzy przejęcia |
Inowrocławska spółka z branży okiennej, dzięki emisji nowych akcji, pozyska od inwestorów około 16 mln złotych, które wykorzysta m.in. na zakup linii do produkcji okien z PVC i drewna. Spółka finalizuje również podpisanie umów na przejęcie trzech spółek z branży budowlanej oraz kontraktu na dostawy okien i drzwi antyhuraganowych na południe USA. Akwizycje pozwolą Tras-Inturowi na podwojenie przychodów w roku 2007.
Tras-Intur, jedyna spółka z branży okiennej notowana na warszawskim parkiecie, już zdecydowała o przejęciu spółki Synergis zajmującej się produkcją okien i fasad aluminiowych. W planach ma jednak zakup spółki Orion Plus, specjalizującej się w produkcji konstrukcji stalowych dla budownictwa oraz wież telekomunikacyjnych oraz zostały podjęte wstępne negocjacje z firmą, która uzupełniłaby ofertę Tras-Inturu o zewnętrzne i wewnętrzne drzwi drewniane.
Przejęcie kapitału zakładowego Synergisu nastąpi poprzez emisję 1 800 000 akcji własnych serii M. Akwizycje dwóch pozostałych spółek sfinansowane zostaną również w drodze emisji kierowanej.
Z planowanej na koniec grudnia oferty publicznej, Tras-Intur, chce pozyskać około 16 mln złotych. W związku z narastającymi zamówieniami na dostawy stolarki budowlanej do krajów Europy Zachodniej, wynikającymi z zawartych już umów jak i aktualnie negocjowanych, spółka planuje przeznaczyć ponad 10 mln złotych na zwiększenie środków obrotowych. Reszta pieniędzy od inwestorów posłuży na zakup kompletnej linii do produkcji okiem PVC wraz z niezbędnym oprzyrządowaniem oraz sfinansowanie jego instalacji i uruchomienia (ok. 2 mln), zakup urządzenia obróbczego do produkcji okien drewnianych (ok. 1 mln), odnowę floty samochodów ciężarowych (ok. 1 mln) oraz zakup i wdrożenie zintegrowanego informatycznego systemu zarządzania klasy ERP (ok. 0,5 mln).
Znaczącym przedsięwzięciem spółki okazało się rozszerzenie swojej strefy eksportowej. Rynek amerykański pozytywnie ocenił jakość okien i drzwi antyhuraganowych wykonanych przez Tras-Intur. Technologia wykonania, która spełnia wszelkie wymagania bezpieczeństwa w narażonej na kataklizmy południowej części Stanów Zjednoczonych, zaowocowała podpisaniem listu intencyjnego na 10-letnie dostawy okien i drzwi, który opiewa na łączną kwotę 100 mln dolarów. Spółka liczy, że ostateczna umowa zostanie podpisana do końca lutego 2007 r.
Stolarka stanowi 42% wolumenu sprzedaży TRAS-INTUR. Spółka produkuje rocznie 120 tys. okien z PVC, 11 tys. okien drewnianych, 3 tys. metrów kwadratowych okien i fasad aluminiowych. Eksport produktów i usług stanowi aktualnie 55% całokształtu sprzedaży firmy. W 2007 r przewidywany jest wzrost udziału eksportu do 60%.
W czwartym kwartale 2006 r przychody Tras-Inturu zamkną się kwotą porównywalną z obrotami w III kwartale. Po trzech kwartałach 2006 r. grupa miała 51,7 mln zł przychodów ze sprzedaży i 1,18 mln zł zysku netto.
- Szczegóły
- Kategoria: Wydanie 1/2007
Andersia Tower Poznań |
 To największa inwestycja z udziałem systemów aluminiowych Hueck w Polsce. Powierzchnia ścian kurtynowych szkieletowych z profili aluminiowych.
To największa inwestycja z udziałem systemów aluminiowych Hueck w Polsce. Powierzchnia ścian kurtynowych szkieletowych z profili aluminiowych. Budynek biurowo-hotelowy Andersia Tower będzie najwyższym obiektem w Poznaniu, wysokość, z 20-to metrową iglicą to ponad 100 m.
Konstrukcja przewiduje:
• w części wysokiej – ściana osłonowa systemu Hueck Hartmann Elementfassade Maiz – ponad 10 000 m2,
• na parterze i poziomie +1 i +10 - ściana typu Hueck Hartmann 1.0 VF 50 RR, częściowo ze szkleniem strukturalnym – prawie 1500 m2.
 W toku prowadzonych prac projektowych inwestor zmienił typ zabudowy ściany osłonowej części wieżowej z fasady słupowo-ryglowej na elementową. Głównym powodem takiej decyzji była potrzeba skrócenia procesu inwestycyjnego. W celu realizacji tej inwestycji pracownicy Hueck Polska, pod nadzorem działu konstrukcyjnego firmy matki Eduard Hueck GmbH&Co. KG z Lüdenscheid w Niemczech, opracowali specjalne profile dopasowane do wymogów panujących obciążeń, co pozwoliło zoptymalizować koszty materiałowe. Bazą dla prac projektowych był system Elementfassade Maiz, którego postawą jest system uszczelnienia pomiędzy elementami. System uszczelnienia został sprawdzony w instytucie IFT Rosenheim na zgodność z normą EN 13830 Ściany osłonowe (Norma wyrobu). Norma ta od września 2005 ma również statut Polskiej Normy. Projekt ścian osłonowych dla budynku Andersia Tower został dodatkowo pozytywnie zaopiniowany przez Zakład Lekkich Przegród i Przeszkleń Instytutu Techniki Budowlanej. Szczególna cechą zastosowanego rozwiązania jest wysoki stopień prefabrykacji konstrukcji na warsztacie produkcyjnym i szybki montaż na budynku.
W toku prowadzonych prac projektowych inwestor zmienił typ zabudowy ściany osłonowej części wieżowej z fasady słupowo-ryglowej na elementową. Głównym powodem takiej decyzji była potrzeba skrócenia procesu inwestycyjnego. W celu realizacji tej inwestycji pracownicy Hueck Polska, pod nadzorem działu konstrukcyjnego firmy matki Eduard Hueck GmbH&Co. KG z Lüdenscheid w Niemczech, opracowali specjalne profile dopasowane do wymogów panujących obciążeń, co pozwoliło zoptymalizować koszty materiałowe. Bazą dla prac projektowych był system Elementfassade Maiz, którego postawą jest system uszczelnienia pomiędzy elementami. System uszczelnienia został sprawdzony w instytucie IFT Rosenheim na zgodność z normą EN 13830 Ściany osłonowe (Norma wyrobu). Norma ta od września 2005 ma również statut Polskiej Normy. Projekt ścian osłonowych dla budynku Andersia Tower został dodatkowo pozytywnie zaopiniowany przez Zakład Lekkich Przegród i Przeszkleń Instytutu Techniki Budowlanej. Szczególna cechą zastosowanego rozwiązania jest wysoki stopień prefabrykacji konstrukcji na warsztacie produkcyjnym i szybki montaż na budynku. W pozostałych ścianach osłonowych zastosowano system Hueck Hartmann 1.0 VF50 RR. Jest to fasada słupowo-ryglowa w której stosuje się na elementy poziome i pionowe ten sam typ profila lub wręcz ten sam profil, tylko ryglowy. Skutkuje to bardzo małym odpadem technologicznym i prostotą obróbki warsztatowej. Dodatkowo dzięki zastosowaniu nowatorskiego izolatora osiągnięto znakomitą izolacyjność termiczną profili fasadowych Ur=1,1 W/(m2K). Ponadto wszelkie standartowe uszczelnienia zarówno wewnętrzne jak i zewnętrzne, wykonywane są na sucho bez silikonu. Umożliwia to prowadzenie prac w niekorzystnych warunkach atmosferycznych, bez spadku ich jakości. Konstrukcja VF50 RR została również sprawdzona na zgodność z normą PN EN 13830.
W pozostałych ścianach osłonowych zastosowano system Hueck Hartmann 1.0 VF50 RR. Jest to fasada słupowo-ryglowa w której stosuje się na elementy poziome i pionowe ten sam typ profila lub wręcz ten sam profil, tylko ryglowy. Skutkuje to bardzo małym odpadem technologicznym i prostotą obróbki warsztatowej. Dodatkowo dzięki zastosowaniu nowatorskiego izolatora osiągnięto znakomitą izolacyjność termiczną profili fasadowych Ur=1,1 W/(m2K). Ponadto wszelkie standartowe uszczelnienia zarówno wewnętrzne jak i zewnętrzne, wykonywane są na sucho bez silikonu. Umożliwia to prowadzenie prac w niekorzystnych warunkach atmosferycznych, bez spadku ich jakości. Konstrukcja VF50 RR została również sprawdzona na zgodność z normą PN EN 13830.HUECK Polska Sp. z o.o.
www.hueck.com.pl
,
- Szczegóły
- Kategoria: Wydanie 1/2007
Nowa linia do hartowania w Elblągu |
 Firma Elglas to nowoczesny zakład obróbki szkła płaskiego działający na rynku od ponad 11 lat. Zakład powstał z myślą o producentach mebli. W kolejnych latach modernizowano park maszynowy i unowocześniano proces produkcji co pozwoliło na wykonywanie szerokiego spektrum produktów w jednym zakładzie, a co za tym idzie szybką i kompleksową obsługę klienta oraz wzmocnić pozycję na rynku W jego wyroby zaopatrują się zarówno polskie jak i zagraniczne fabryki meblarskie.
Firma Elglas to nowoczesny zakład obróbki szkła płaskiego działający na rynku od ponad 11 lat. Zakład powstał z myślą o producentach mebli. W kolejnych latach modernizowano park maszynowy i unowocześniano proces produkcji co pozwoliło na wykonywanie szerokiego spektrum produktów w jednym zakładzie, a co za tym idzie szybką i kompleksową obsługę klienta oraz wzmocnić pozycję na rynku W jego wyroby zaopatrują się zarówno polskie jak i zagraniczne fabryki meblarskie.Zgodnie z zapotrzebowaniem rynku firma Elglas zrealizowała swoją najnowszą inwestycję uruchamiając linię do hartowania szkła płaskiego. Szkło hartowane przez naszą firmę produkowane jest zgodnie z przyjętą normą bezpieczeństwa EN 12150-2.
Hartowanie szkła polega na ogrzaniu tafli szklanych do temperatury około 700oC i schłodzeniu zimnym powietrzem. Powstałe w wyniku tego naprężenia w strukturze szkła powodują w czasie rozbicia rozpadnięcie się tafli szklanej na niewielkie kawałki o tępych krawędziach. Dodatkowym efektem tego procesu jest uzyskanie przez szkło cech bezpieczeństwa poprzez 6-8 krotnie większą wytrzymałość mechaniczną. Hartowane szkło ma bardzo twarde powierzchnie zewnętrzne i „miękki” rdzeń.
 Komputerowe sterowanie pozwala dobrać odpowiednie parametry hartowania dla każdego rodzaju szkła, zapewnić ścisłą kontrolę temperatury, stabilność i powtarzalność procesu.
Komputerowe sterowanie pozwala dobrać odpowiednie parametry hartowania dla każdego rodzaju szkła, zapewnić ścisłą kontrolę temperatury, stabilność i powtarzalność procesu. Piec poziomy gwarantuje doskonałe właściwości powierzchni i zachowanie rygorystycznych wartości tolerancji.
Zastosowanie szkła hartowanego nabrało ostatnimi czasy ogromnego znaczenia ze względu na bezpieczeństwo oraz zmieniające się normy i przepisy unijne, które wymuszają na producentach szyb dodatkowe kryteria bezpieczeństwa .
Parametry dla hartowania szkła płaskiego:
• max rozmiar szkła: 3000 x 1500mm
• min rozmiar szkła: 100 x 300 mm
• grubość szkła: 3-19 mm
• rodzaj szkła : float, planibel, ornament, stopsol.
Szkło hartowane ma duże zastosowanie w budownictwie. Wykorzystywane jest między innymi jako szkło na fasady budynków i szklenie strukturalne, drzwi i ściany szklane, wypełnienia balustrad i balkonów, przeszklenia dachów, świetlików i ogrodów zimowych, osłony i szyby w obiektach sportowych, szpitalach, szkołach, ekrany akustyczne przy ulicach i autostradach.
Szkło hartowane stosuje się też w przemyśle meblowym – szafki kuchenne, przeszklenia mebli, regały szklane, blaty do stołów a także w przemyśle motoryzacyjnym – szyby płaskie do samochodów, tramwajów, autobusów, ciężarówek i ciągników.
- Szczegóły
- Kategoria: Wydanie 1/2007
Nowości u PROVENTUSSa |
 Firma PROVENTUSS Polska Sp. z o.o. z siedzibą w Warszawie została utworzona w 2005 r. jako polski oddział międzynarodowego holdingu zajmującego się dystrybucją profesjonalnych szczeliw stosowanych w budownictwie.
Firma PROVENTUSS Polska Sp. z o.o. z siedzibą w Warszawie została utworzona w 2005 r. jako polski oddział międzynarodowego holdingu zajmującego się dystrybucją profesjonalnych szczeliw stosowanych w budownictwie. PROVENTUSS jest znany jako doradca techniczny i generalny dystrybutor produktów uznanych światowych producentów takich jak:
• Dow Corning (szczeliwa silikonowe do szklenia strukturalnego i uszczelniania fasad),
• Dow Chemical (profesjonalne piany poliuretanowe),
• Geocel (szczeliwa na bazie MS polimeru, butylu, akrylu, itp.).
Ostatnio do oferty firmy dołączyły produkty niemieckiej firmy IGK renomowanego producenta szczeliw do produkcji szyb zespolonych. IGK jest jednym z wiodących producentów szczeliw stosowanych w produkcji szyb zespolonych.
W ofercie firmy znajdują się:
• 2 składnikowe szczeliwo na bazie poliuretanu,
• 2 składnikowe szczeliwo na bazie polisulfidu,
• hot melt,
• butyl do uszczelnienia pierwotnego,
• sito molekularne.
Proventuss Polska Sp. z o.o.;
www.provent.super.sklep.pl
- Szczegóły
- Kategoria: Wydanie 1/2007
ProfiProgram dla sprzedawców okien |
Na początku października ruszyła kolejna, jesienna edycja ProfiProgramu firmy Deceuninck – przeznaczonego zarówno dla firm, które już posiadają w swojej ofercie okna z profili Deceuninck, jak i dla tych, które chciałyby dołączyć do grona jej dystrybutorów.
Na potrzeby tego programu uruchomiona została specjalna strona internetowa www.profiprogram.pl, a wszyscy jego uczestnicy otrzymają profesjonalnie przygotowane materiały z wieloma cennymi informacjami na temat produktów oferowanych przez Grupę Deceuninck oraz konkretną wiedzą dotyczącą stolarki z PVC.
ProfiProgram to także bezpośrednia pomoc w sprzedaży okien z profili Deceuninck. Została zorganizowana promocja konsumencka - loteria promocyjna, w której konsumenci mogą wygrać zwrot kosztów poniesionych na zakup i montaż okien (3 osoby po 3000 złotych w trzech losowaniach), a na koniec akcji, w styczniu, wśród wszystkich uczestników konkursu wylosowany zostanie Opel Corsa. Ale to nie wszystko, bo taką samą nagrodę otrzyma również sprzedawca okien. Dodatkowo sprzedawcy będą premiowani za najlepsze wyniki.
DECEUNINCK NV S.A.
www.deceuninck.com
- Szczegóły
- Kategoria: Wydanie 1/2007
Sokółka z grupą Inwido |
 11.12.2006 r. w Warszawie odbyła się konferencja prasowa, na której poinformowano, że Sokółka SA staje się częścią koncernu Inwido AB – jednego z czołowych producentów okien i drzwi w Europie. Jest to pierwsza taka konsolidacja dokonana przez grupę Inwido poza rynkiem państw skandynawskich.
11.12.2006 r. w Warszawie odbyła się konferencja prasowa, na której poinformowano, że Sokółka SA staje się częścią koncernu Inwido AB – jednego z czołowych producentów okien i drzwi w Europie. Jest to pierwsza taka konsolidacja dokonana przez grupę Inwido poza rynkiem państw skandynawskich.
Transakcja ma przynieść polskiej firmie zastrzyk potrzebnego jej – między innymi na dofinansowanie parku maszynowego – kapitału, a także otworzyć przed nią nowe rynki eksportowe, na przykład rynek japoński. Z kolei inwestor chce z pomocą Sokółki rozszerzyć swą działalność na duży i obiecujący rynek, jakim jest Polska. Pragnie też skorzystać z doświadczenia firmy w sprzedaży produktów do Wielkiej Brytanii.
Inwido AB to szybko rozrastająca się grupa, wywodząca się ze Szwecji i skupiająca kilkanaście skandynawskich marek, produkujących przede wszystkim drewnianą stolarkę okienną i drzwiową. Roczne obroty koncernu przekraczają 330 mln euro, natomiast sprzedaż w 2005 roku wyniosła ok. 285 mln euro. Zatrudnienie w firmie pod koniec 2005 r. znajdowało niemal 1700 osób. Głównym udziałowcem Inwido jest prywatny szwedzki fundusz inwestycyjny Ratos, który jest notowany na sztokholmskiej giełdzie, specjalizuje się w branży budowlanej i obraca kapitałem w wysokości około 1,2 mld euro.
Podlaska Sokółka jest jednym z trzech największych producentów na polskim rynku drewnianych okien i drzwi. Jej roczne obroty wynoszą około 20 mln euro, zatrudnienie zaś to obecnie 540 pracowników. Tradycja firmy sięga początku lat siedemdziesiątych. W jej ofercie oprócz produktów z drewna znajdują się także wyroby z aluminium oraz z PCV. Sokółka Okna i Drzwi SA spodziewa się, że dzięki korzyściom wynikającym z synergii z Inwido w ciągu najbliższych 2 lat jej obroty na rynku krajowym będą wartościowo wzrastać o około 15 mln zł rocznie.
Sokółka Okna i Drzwi SA spodziewa się, że dzięki korzyściom wynikającym z synergii z Inwido w ciągu najbliższych 2 lat jej obroty na rynku krajowym będą wartościowo wzrastać o około 15 mln zł rocznie.
Powstający właśnie program dywersyfikacji współpracy z dystrybutorami wyrobów Sokółki SA zakłada określenie trzech statusów współpracy partnerskiej. System taki – ze względu na dodatkowe, oferowane partnerom wartości – będzie mógł skutecznie zwiększać ich dążenie do zwiększania sprzedaży, a także do podnoszenia jakości ekspozycji oraz obsługi sprzedaży.
Kwalifikowanie dilerów na poszczególne poziomy współpracy dokonywane będzie na podstawie analizy kryteriów takich jak: obrót i jego wzrost w okresie ostatniego roku, standardy ekspozycji i obsługi, skuteczność prowadzonych przez dystrybutorów działań reklamowych i marketingowych, szkolenia pracowników dystrybutora do sprzedaży inwestycyjnej itp.
Spółka zamierza także zintensyfikować rozwój sieci punktów sprzedaży detalicznej, rozwój sprzedaży do odbiorców inwestycyjnych (spółdzielnie, deweloperzy, itp.) oraz działania marketingowe nakierowane na finalnego użytkownika.
Ponadto firma planuje zróżnicowanie swojej oferty zgodnie ze strategią nożycową. Powstanie nowa, niżej pozycjonowana marka, która uzupełni ofertę o produkty atrakcyjniejsze cenowo (okna PCV, ALU, drzwi stalowe). Marka Sokółka pozostanie przy swoim kluczowym, wyżej pozycjonowanym asortymencie, z którego słynie - oknach i drzwiach drewnianych.
www.sokolkasa.pl
- Szczegóły
- Kategoria: Wydanie 1/2007
FEIN SuperCut Construction |
FEIN SuperCut Construction występuje w czterech zestawach profesjonalnych:
• do prac szklarskich i stolarki okiennej,
• do prac stolarskich wykończeniowych,
• do układania płytek ceramicznych i prac instalatorskich,
• do renowacji spoin.
 Na szczególną uwagę zasługuje zestaw do prac szklarskich i stolarki okiennej, dzięki któremu możliwa jest oszczędność czasu użytkownika nawet do 80%, przy jednoczesnym zachowaniu wysokiego standardu wykonywanej pracy.
Na szczególną uwagę zasługuje zestaw do prac szklarskich i stolarki okiennej, dzięki któremu możliwa jest oszczędność czasu użytkownika nawet do 80%, przy jednoczesnym zachowaniu wysokiego standardu wykonywanej pracy. Znajduje on zastosowanie przy następujących zadaniach:
• renowacja łączonych na kit szyb ze szkła izolacyjnego oraz wymiana starych okien,
• naprawa szyb izolacyjnych bez konieczności rozbijania starych szyb,
• demontaż starych ościeżnic okiennych bez uszkadzania ścian i tynków,
• precyzyjne prace demontażowe i wykończeniowe.
- Szczegóły
- Kategoria: Wydanie 1/2007
Profil skrzydła drzwi obłożony wypełnieniem |
Firma Rodenberg-Rofex wprowadziła nowy wariant wypełnienia drzwiowego, gdzie skrzydło drzwiowe jest obłożone profilem wypełnienia. To nowoczesne wzornictwo cieszy się coraz większym uznaniem odbiorców, szczególnie w Niemczech i innych krajach Europy Zachodniej. Wykonanie jest stosunkowo prosta. Można zamówić skrzydło przekryte w Rodenbergu lub skleić je na miejscu. Szczegółową instrukcję klejenia oraz kleje dostarcza Rodenberg wraz z wypełnieniem. Cały proces trzeba rozpocząć od odcięcia przylgi skrzydła. Nie jest to proste, ale takie wypełnienia są droższe, co w pełni rekompensuje poświęcony dodatkowy czas.
Przedstawiciel na Polskę: Jarosław Wilusz
- Szczegóły
- Kategoria: Wydanie 1/2007
di[me]nsion+ |
 System ten charakteryzuje się bardzo nowoczesnymi rozwiązaniami pod względem izolacji cieplnej, akustycznej, wzornictwa czy też osadzania szyb.
System ten charakteryzuje się bardzo nowoczesnymi rozwiązaniami pod względem izolacji cieplnej, akustycznej, wzornictwa czy też osadzania szyb.Wskaźnik izolacyjności cieplnej dla całego okna, potwierdzony badaniami i certyfikatem wydanym przez Passivhausinstitut w Darmstadt, wynosi Uf = 0,78 W/m2K! Równie dobra jest izolacyjność akustyczna osiągająca 46 dB. W oknach zastosowano technologię Fix-O-Round dla całościowego przymocowania szyby do ramy okiennej. Podwyższa to poziom bezpieczeństwa do klasy WK 2.
Okna DIMENSION+ są dostępne w trzech wzorach oraz w wielu barwach z palety INTERNORM. Dodatkowo okna te mogą być wyposażone w osłony przeciwko insektom, słońcu czy przed podglądaniem (funkcja zasłaniania). Istnieje możliwość zamówienia okien specjalnego typu DIMENSION4 ze zintegrowaną ochroną przeciwsłoneczną.
INTERNORM Polska
www.internorm.com.pl
- Szczegóły
- Kategoria: Wydanie 1/2007
MC5 Fieldbus |
 Firma Beamex wprowadza pierwszy na świecie kalibrator Fieldbus. Rynek systemów Fieldbus jest duży, ale spośród wszystkich dostępnych wyróżniają się dwa systemy: Foundation Fieldbus oraz Profibus.
Firma Beamex wprowadza pierwszy na świecie kalibrator Fieldbus. Rynek systemów Fieldbus jest duży, ale spośród wszystkich dostępnych wyróżniają się dwa systemy: Foundation Fieldbus oraz Profibus.Choć przetworniki (ciśnienia, temperatury) Fieldbus reprezentują bardzo zaawansowaną technologię, wciąż istnieje potrzeba ich kalibracji, do czego właśnie przeznaczony jest nowy kalibrator MC5 Fieldbus. Można go wykorzystywać do kalibracji przetworników zarówno w technologii Foundation Fieldbus H1 jak i Profibus PA.
MC5 Fieldbus to połączenie wielofunkcyjnego kalibratora dokumentującego oraz konfiguratora systemu Fieldbus. Jest zwartym, łatwym w użyciu urządzeniem kalibracyjnym do pracy na obiekcie, które oferuje szeroki zakres funkcjonalności. Kalibrowanie za pomocą MC5 wymaga obecności tylko jednej osoby, zaś wyniki kalibracji są automatycznie dokumentowane.
MC5 posiada wielojęzyczne menu (w tym język polski!). Standardowo dostarczany jest z kompletem świadectw wzorcowania z laboratorium Akredytowanego. Ma zdolność kalibracji sygnałów dotyczących ciśnienia, temperatury, parametrów elektrycznych oraz częstotliwości. MC5 obsługuje także komunikację w protokole HART®.
INTROL Sp. z o.o.
www.introl.pl
- Szczegóły
- Kategoria: Wydanie 1/2007
TITAN iP |
 SIEGENIA-AUBI rozwinęła nowy system okuć TITAN iP, który poprzez nowoczesną technikę okuwania dopasowany jest do indywidualnych potrzeb producentów okien, oferując możliwość racjonalizacji produkcji.
SIEGENIA-AUBI rozwinęła nowy system okuć TITAN iP, który poprzez nowoczesną technikę okuwania dopasowany jest do indywidualnych potrzeb producentów okien, oferując możliwość racjonalizacji produkcji.Okuwanie na luźnym ramiaku
Do tej pory okucia montowane były na gotowych skrzydłach okien, przez co w ten etap produkcji zaangażowane mogło być tylko jedno stanowisko. W efekcie często stanowiło ono tzw. wąskie gardło w procesie produkcyjnym.
Podstawową zaletą systemu TITAN iP jest możliwość montażu okuć, przed złożeniem okna, na dowolnym etapie produkcji: od przycięcia profili zaczynając, na stole montażowym kończąc. Każda firma może zdecentralizować proces okuwania i dopasować go do swoich potrzeb. Według analizy Instytutu Technik Produkcyjnych ipf Monachium, przy zastosowaniu systemu TITAN iP można zredukować do 40% czas trwania taktu montażu okuć w skrzydle okiennym. Niwelujemy przestoje w pracy, a optymalne wykorzystanie mocy produkcyjnych, bezpośrednio przekłada się na efektywność przedsiębiorstwa. Wprowadzenie TITAN iP może się odbyć na dowolnym poziomie automatyzacji produkcji i nie wymaga inwestycji w szczególną technikę maszynową.
Małe zmiany, duża pomoc
SIEGENIA-AUBI wprowadziła w nowym systemie szereg zmian, poprawiających funkcjonalność okien. W TITAN iP dla większości połączeń wystarczy jeden wkręt. Wygodne prowadzenia oraz precyzyjne dopasowanie łączeń ułatwia pracę i pozwala zmniejszyć czas potrzebny na okuwanie. Dzięki idealnemu dopasowaniu metalowej rolki dociskowej i tulejki z tworzywa sztucznego, wyeliminowane zostają zabrudzenia ze ścierania, tarcie jest mniejsze, a zakres regulacji docisku większy. Seryjnie stosowana jest wkładka hamująca, która ułatwia płynne przejście skrzydła w pozycję uchyłu, a wykorzystanie specjalnej odmiany ramienia rozwórki umożliwia uzyskanie w niej mikrorozszczelnienia. W obszarach szczególnie obciążonych zastosowane są najwyższej jakości materiały. Zwiększa się również poziom bezpieczeństwa, trudniej jest wyłamać okno.
SIEGENIA-AUBI Sp. z o.o.
www.siegenia-aubi.com
- Szczegóły
- Kategoria: Wydanie 1/2007
Nowe elementy linii lakierniczej |
 Cefla Finishing Glass Division jest producentem nowoczesnej i ekologicznej linii technologicznej lakierowania szkła, która może być wykorzystana do przemysłowego satynowania i barwienia zarówno całych tafli szklanych do rozkroju, jak i elementów ciętych na wymiar.
Cefla Finishing Glass Division jest producentem nowoczesnej i ekologicznej linii technologicznej lakierowania szkła, która może być wykorzystana do przemysłowego satynowania i barwienia zarówno całych tafli szklanych do rozkroju, jak i elementów ciętych na wymiar. Proces technologiczny może przebiegać „na zimno" (lakier organiczny zawiera substancje wchodzące w reakcję z powierzchnią obrabianego elementu) lub „na gorąco" (nałożone na szkło emalie ceramiczne, po wstępnym suszeniu, są poddane hartowaniu, w czasie którego przenikają w głąb tafli).
Elementami linii są
1. Urządzenia do nakładania lakierów:
• Glass Coater czyli nakładarki jedno- lub dwuwalcowe z elektronicznym sterowaniem oraz wykorzystaniem technologii laserowej. Walec gumowy umożliwia nałożenie dużych ilości lakieru z sposób jednorodny i idealnie równomierny, dzięki czemu można uzyskać różnorodne efekty na szkle (satynowanie, glazurowanie, metalizowanie, barwienie). Zastosowana technologia laserowa pozwala na indywidualne dostosowanie walca do grubości warstwy lakieru czyli do danego typu wykończenia materiału. W ten sposób ilość nakładanej substancji może się wahać od 15 do 180 g/m2; od lekkiego satynowania po pigmentację szkła, wykorzystywanego w przemyśle budowlanym. Rozwiązanie to zostało opatentowane i sprawdza się również w jednorodnym i równomiernym rozprowadzaniu lakierów na powierzchniach drewnianych np. parkiecie.
• Automaty natryskowe Cefla Group stosowano już w lakierowaniu drewna i tworzyw sztucznych. Lakier jest natryskiwany przy pomocy oscylacyjnego ramienia nośnego z dwoma lub czterema pistoletami lakierniczymi, w kabinie, gdzie szczególnej kontroli poddane jest podciśnienie i przepływ odciąganego powietrza w celu uniknięcia niepotrzebnego rozpraszania lakieru przy jednoczesnym perfekcyjnym pokryciu obrabianych elementów. System odciągowy „na sucho" z podwójnym filtrowaniem.
Zaleca się dwa systemy transportowania elementów podczas obróbki:
a) z wykorzystaniem zwojów papieru w celu natychmiastowego usuwania resztek lakieru,
b) z wykorzystaniem samoczyszczącej taśmy CFB, z opatentowanym systemem odzysku lakieru do ponownego użycia.
2. Piec suszarniczy systemu Glass Oven, z zastosowaniem różnych konfiguracji podczerwieni i kontrolowanego przepływu gorącego powietrza. Można zastosować płyty katalityczne, zasilane gazem. Temperatury obróbki wahają się od 80 do 200oC. Piec umożliwia skuteczne i szybkie suszenie: w kilka minut suszy każdą emalię (na szkle do hartowania) lub lakier organiczny (na szkle już hartowanym lub przed hartowaniem). Szerokość obróbczą pieca można swobodnie dostosowywać do indywidualnych potrzeb danego zakładu od 300 do 2500 mm.
Wymienione urządznia są nowością na polskim rynku. Podczas targów BUDMA zostaną przeprowadzone pokazowe cykle lakierowania szkła nakładarką walcową Glass Coater i suszenia polakierowanych elementów w suszarni Glass Oven - szczegóły w naszej reklamie.
- Szczegóły
- Kategoria: Wydanie 1/2007
|
Szanowni Czytelnicy! |
Polska i świat ulegają ciągłym zmianom. Wraz rozwojem gospodarczym w Polsce rozkwitła również branża szklarska i okienna – firmy zwiększają swoje moce produkcyjne, widać dwucyfrowy wzrost w inwestycjach – cała branża się unowocześnia. Wraz ze wzrostem ilości wyjazdów specjalistów z Polski na Zachód branża odczuła pewne braki kadrowe – więc firmy nastawiły się na większą automatyzację produkcji – dzięki czemu znacznie wzrosła również wydajność pracowników – w czym jeszcze niedawno odstawaliśmy od „średniej europejskiej”.
Wraz ze wzrostem koniunktury w budownictwie (w skali całego roku ok. 18%) wzrosła również rentowność branży budowlanej i szklarskiej – o tym wszystkim można przeczytać w artykule prof. Zofii Bolkowskiej podsumowującym rok 2006 w gospodarce polskiej.
Wzrost w budownictwie i branży szklarskiej przeszedł najśmielsze oczekiwania i pomimo, że mamy kilka nowoczesnych hut float, w Polsce zaczęło brakować szkła płaskiego!!
Również zmieniła się oferta naszej redakcji dla profesjonalistów z branży szklarsko-okiennej.
W pierwszym rzędzie – jeszcze jesienią ub. roku – przeobrażeniom uległ miesięcznik „Świat Szkła”: zmieniła się szata graficzna czasopisma. Mamy nadzieję, że uzyskana w ten sposób wizualna lekkość artykułów bardziej zachęca do lektury, nawet trudnych merytorycznie tekstów.
Wydaliśmy kolejny Katalog Firm Branży Szklarsko-Okiennej, w kolorowej wersji drukowanej i – co jest kolejną nowością – również w wersji on-line, dostępnej już w Internecie. Przewidujemy w niej możliwość dokonania wpisu w dowolnym czasie przez samą firmę. Wpis on-line jest równoznaczny z zamieszczeniem wpisu w wydawanej przez nas raz w roku edycji książkowej.
Przeobrażeniom uległa również nasza strona internetowa – został unowocześniony system przekazywania informacji, dodane nowe poziomy funkcjonalności, a „okraszone” to wszystko zostało bardziej przyjaznym graficznym wystrojem strony. Na stronie dostępne będzie (jest sukcesywnie uzupełniane) całe archiwum publikacji przez nas wydanych – artykuły z miesięcznika „Świat Szkła”, wydań specjalnych oraz referaty z Seminariów Technicznych przez nas organizowanych.
Zachęcamy wszystkich do odwiedzenia naszego stoiska na tragach BUDMA w Poznaniu, w dniach 23-26.01.2006, pochwalenia się swoimi dokonaniami – realizacjami i nowościami w ofercie – wszystkie te informacje chętnie opublikujemy na łamach naszego miesięcznika.
Krzysztof Zieliński
Redaktor Naczelny
- Szczegóły
- Kategoria: Wydanie 1/2007
Następną grupę szlifierek pionowych do szkła płaskiego, produkowanych przez włoską firmę ADELIO LATTUADA stanowią proste szlifierki pionowe wykorzystywane głównie do stępiania ostrych krawędzi szkła w hartowniach szkła płaskiego.
Stępianie krawędzi szkła odbywa się za pomocą ściernic garnkowych ze spoiwem diamentowym lub, jeżeli chcemy uzyskać powierzchnię szlifu nabłyszczoną, również z wykorzystaniem tarcz polerskich.
Maszyny są przystosowane do szlifowania formatek szkła od bardzo małych aż do 3210x4000 mm .
Ponadto szlifierki tego typu wyposażane są dodatkowo w małe myjki szkła, które myją i suszą jednocześnie obszar zabrudzony podczas operacji szlifowania.
| Szlifierka pionowa do stępiania krawędzi typ S.L. 2 Maszyna wyposażona jest tylko w dwie głowice szlifujące ze ściernicami garnkowymi, diamentowymi. Każda ze ściernic stępia jedna stronę krawędzi szkła. Dane techniczne maszyny Prędkość liniowa: od 0,5 do 3,5 min Minimalny rozmiar szkła: 60x150x12 mm Zakres grubości obrabianego szkła: od 3 do 15 mm Moc zainstalowana: 3,5 kW, 400 V Wymiary maszyny: 5700x1150x2350 mm Długość przenośnika załadowczego i wyładowczego: 2000 mm Ciężar maszyny: 1600 kg Obciążenia przenośnika: 250/100 kg/mb |
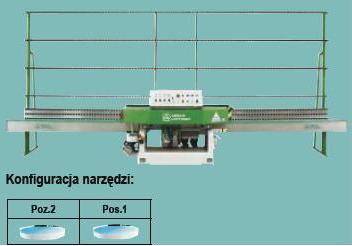 |
| Szlifierka pionowa do stępiania krawędzi typ S.L. 2+1 Maszyna posiada taki sam układ 2 wrzecion szlifujących wyposażonych w diamentowe ściernice garnkowe oraz dodatkowe, trzecie wrzeciono z tarczą polerującą, obwodową do wybłyszczania. Dane techniczne maszyny Prędkość liniowa: od 0,5 do 3,5 min Minimalny rozmiar szkła: 60x150x12 mm Zakres grubości obrabianego szkła: od 3 do 15 mm Moc zainstalowana: 4,5 kW, 400 V Wymiary maszyny: 5700x1150x2350 mm Długość przenośnika załadowczego i wyładowczego: 2000 mm Ciężar maszyny: 1600 kg Obciążenia przenośnika: 250/100 kg/mb |
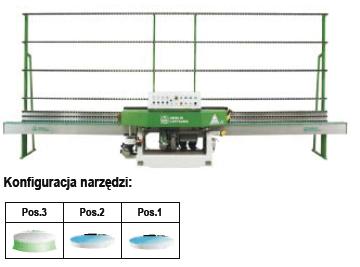 |
| Szlifierka pionowa do stępiania krawędzi typ S.L. 4 Maszyna wyposażona w cztery wrzeciona szlifujące – dwa, na których zamontowane są diamentowe ściernice garnkowe oraz dwa z tarczami polerskimi garnkowymi. Zalecane jest wyposażenie maszyny w małą myjkę, instalowaną na przenośniku wyjściowym. Dane techniczne maszyny Prędkość liniowa: od 0,5 do 3,5 min Minimalny rozmiar szkła: 60x150x12 mm Zakres grubości obrabianego szkła: od 3 do 15 mm Moc zainstalowana: 6,0 kW, 400 V Wymiary maszyny: 6000x1150x2350 mm Długość przenośnika załadowczego i wyładowczego: 2000 mm Ciężar maszyny: 1600 kg Obciążenia przenośnika: 250/100 kg/mb |
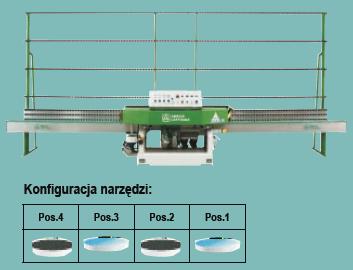 |
Należy pamiętać, że w procesie szlifowania krawędzi szkła następuje zabrudzenie powierzchni obrabianych arkuszy. I dlatego obrabianego szkła nie można składować zbyt długo bez jego dokładnego umycia.
Zabrudzenia na powierzchni szkła już powyżej 3 godzin jego składowania, w sprzyjającej temperaturze oraz wilgotności powietrza, bardzo mocno przylegają do powierzchni wskutek adhezji. Stanowić to może problem przy myciu, konieczność stosowania dodatkowych
środków rozpuszczających zabrudzenia oraz użycia dodatkowej siły.
Zalecane jest zatem, aby szkło po wyjściu z maszyny szlifierskiej było przekazane do mycia.
Dlatego jako swego rodzaju dopełnienie oferty szlifierek Adelio Lattuada produkuje pionowe myjki szkła w dwu modelach: OT 1600 oraz OT 2000.
| Myjka pionowa do szkła płaskiego, model O.T.1600 Myjka posiada pionowy przenośnik oraz pionowa komorę myjącą, z otwartą górną częścią. Pozwala to na mycie arkuszy szkła o wysokości większej niż 1600 mm ale wtedy należy szkło przepuścić dwukrotnie przez maszynę. Zakres grubości szkła do mycia – od 3 do 20 mm, przy minimalnym wymiarze 350 mm. Myjka posiada 2 różne sekcje myjące, jedna sekcję do suszenia szkła. Wykonana jest ze stali żaroodpornej i wyposażona w układ podgrzewania wody. Dane techniczne maszyny OT 1600 Prędkość liniowa: od 0,5 do 5 m/min Minimalny rozmiar szkła: 350 mm Maksymalna wysokość mycia: 1600 mm Zakres grubości obrabianego szkła: od 3 do 20 mm Moc zainstalowana: 12 kW, 400 V Wymiary maszyny: 6200x1350x3000 mm Ilość szczotek myjących: 4 Ciężar maszyny: 1200 kg |
 |
| Myjka pionowa do szkła płaskiego, model O.T. 2000 Myjka posiada pionowy przenośnik oraz pionową komorę myjącą, z otwartą górną częścią. Maksymalna wysokość mycia 2000 mm, minimalna 350 mm. Zakres grubości szkła od 3 do 20 mm. Myjka posiada 2 różne sekcje myjące i jedna sekcję do suszenia szkła. Wykonana jest ze stali żaroodpornej oraz wyposażona w układ podgrzewania wody. Istnieje możliwość zainstalowania czarnego panelu inspekcyjnego (wraz z podświetleniem) na przenośniku wyjściowym. Dane techniczne maszyny OT 2000 Prędkość liniowa: od 0,5 do 5 m/min Min wysokość mycia: 350 mm, Max wysokość mycia: 2000 mm Zakres grubości obrabianego szkła: od 3 do 20 mm Moc zainstalowana: 14 kW, 400 V Wymiary maszyny: 6200x1350x3400 mm Ilość szczotek myjących: 4 Ciężar maszyny: 1200 kg |
 |
Wszystkie maszyny Adelio Lattuada produkowane są w zgodności ze standardami europejskimi i posiadają certyfikat CE. Maszyny są serwisowane przez polskiego inżyniera serwisu. Szlifierki pionowe przy ich prawidłowym użytkowaniu służą długie lata bez jakichkolwiek remontów kapitalnych.
Należy jednak zwrócić uwagę na podstawowe czynności eksploatacyjne, jak:
- kontrola prawidłowości smarowania, zarówno układów ślizgowych transportera jak i wrzecion;
- utrzymywanie maszyny w należytej czystości, pył szklany przenoszony przez wodę stanowi bardzo duże zagrożenie dla układów mechanicznych ruchomych (działa jak proszek ścierny);
-wykonywanie zaleceń producenta w zakresie eksploatacji transportera.
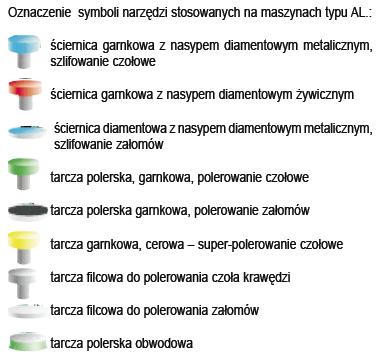
Dla potrzeb produkcji szkła fasadowego koniecznym staje się szlifowanie skośne krawędzi pod odpowiednim katem pochylenia 45 lub 60o. Szlifierki pionowe, krawędziowe wyposażone są w specjalny ruchomy most z możliwością nastawu, dający możliwość szlifowania skośnego krawędzi. Kąt skosu regulowany w zakresie od 0 do 45o lub od 0 do 60o.
Stanisław Witek
MC DIAM Sp. z o.o.






















