







 Diament w obróbce szkła
Diament w obróbce szkła
Ścierniwo. Szkło jest bardzo twardym materiałem i aby móc go efektownie obrobić trzeba użyć najtwardszego materiału jaki znamy, czyli diamentu.
Diament to krystaliczna forma węgla. Należy podkreślić, że syntetyczne diamenty są generalnie bardziej odpowiednie w zastosowaniu jako ścierniwo, niż diamenty naturalne.
Spoiwo ma za zadanie utrzymanie ziarna elementu ściernego przez cały czas jego żywotności (ale nie dłużej) odsłaniając kolejne ziarna w miarę zużywania się poprzednich.
Ścierniwo i spoiwo to dwie strony narzędzi diamentowych a odpowiednio dobrane stanowią o trwałości i żywotności narzędzia. Źle dobrane powodują zbyt szybkie wykruszanie się ziaren diamentowych lub blokowanie kolejnych warstw ścierniwa.
Główne typy spoiw:
● ceramiczne,
● żywiczne,
● metalowe,
● elastyczne.![]() W obróbce szkła, spoiwa metalowe używane są głównie na pierwszych wrzecionach maszyn szlifujących i fazujących szkło.
W obróbce szkła, spoiwa metalowe używane są głównie na pierwszych wrzecionach maszyn szlifujących i fazujących szkło.
Żywiczne spoiwa są bardziej właściwe dla wygładzania i polerowania szkła ponieważ są delikatne.
Metalowe spoiwo ma znakomite właściwości utrzymywania profilu zaś żywiczne dostarczają lepszy poler.  Dobór współczynnika spoiwa i ścierniwa przy obróbce szkła
Dobór współczynnika spoiwa i ścierniwa przy obróbce szkła
Dokonując doboru należy wziąć pod uwagę:
● typ i strukturę maszyny (moc, obroty, stabilność (np. wibracje),
● parametry obróbki (prędkość kątowa, itd.),
● wymagana żywotność narzędzia (wydajność),
● szybkość procesu obróbki,
● wymagana jakość poleru,
● system chłodzenia tarcz.
Wiercenie szkła płaskiego Proces ten, w porównaniu ze szlifowaniem, jest - wbrew pozorom - dużo trudniejszą operacją. Wymagania dotyczące jakości wywierconych otworów są bardzo duże i konieczne jest stosowanie wysokiej jakości wierteł.
Proces ten, w porównaniu ze szlifowaniem, jest - wbrew pozorom - dużo trudniejszą operacją. Wymagania dotyczące jakości wywierconych otworów są bardzo duże i konieczne jest stosowanie wysokiej jakości wierteł.
Używa się więc w tym celu wierteł rurkowych. Stały się one już standardem w przemysłowych maszynach wiercących jak i w urządzeniach manualnych. Dzięki wierceniu cylindrycznemu możemy szybko i bardzo precyzyjnie sprostać największym wymaganiom i uzyskać znakomitą jakość otworu. Właściwości techniczne wierteł rurkowych:
I. Budowa wiertła rurkowego
● uchwyt mocujący (gwint ½ GAS)
● metalowa rurka
● koronka diamentowa
II. Parametry wiertła
● D średnica wiertła (zewnętrzna)
● D1 średnica wewnętrzna koronki
● X wysokość nasypu diamentowego
● L1 długość rurki metalowej
● L długość całkowita wiertła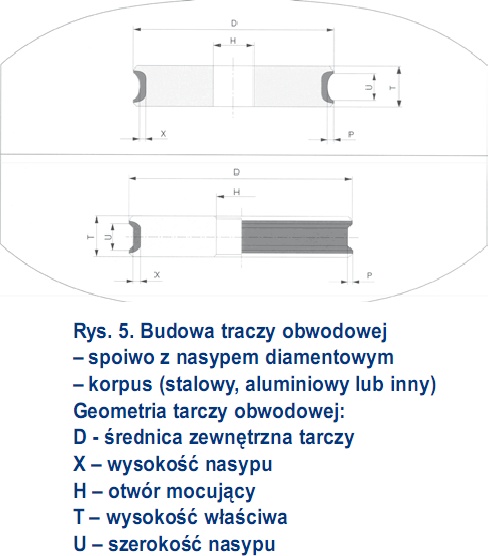 Uchwyt mocujący - standardem stał się uchwyt wiertarkowy autocentryczny ½ GAS.
Uchwyt mocujący - standardem stał się uchwyt wiertarkowy autocentryczny ½ GAS.
W przypadku korzystania ze standardowych wiertarek ręcznych należy wymienić uchwyt wiertarkowy zaciskowy, na specjalny chwyt z doprowadzeniem wody (POLVER - głowica adaptacyjna GŁ1).
Długość całkowita wiertła - najczęściej jest to długość L- 75 mm stosowana w większości wiertarek, L-82 mm stosowana w wiertarkach JANBAC (POLVER wyłączny przedstawiciel), L-95 mm wykorzystywana jest do wiercenia w grubych pakietach szkłac w wiertarkach BAVELLONI, FORVET.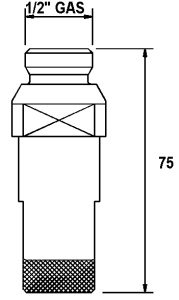 Wysokość i średnica nasypu diamentowego - jako standard przyjmuje się 10 mm zaś grubość ścianki koronki to 1 mm (wiertła KDRILLS - POLVER wyłączny przedstawiciel). Średnica nasypu diamentowego względem rurki jest większa o ok. 0,2 mm, aby nie dopuścić do tarcia rurki o szkło.
Wysokość i średnica nasypu diamentowego - jako standard przyjmuje się 10 mm zaś grubość ścianki koronki to 1 mm (wiertła KDRILLS - POLVER wyłączny przedstawiciel). Średnica nasypu diamentowego względem rurki jest większa o ok. 0,2 mm, aby nie dopuścić do tarcia rurki o szkło.
Warunki techniczne użytkowania wierteł - praca wiertła rurkowego jest procesem, w którym koronka wiertła ma cały czas styk ze szkłem całą powierzchnią roboczą.
Istotną rzeczą jest dobranie odpowiednich elementów, tj.: spoiwa, ziarna diamentowego oraz ilości wody i jej ciśnienia, prędkości obwodowej, posuwu i siły docisku wiertła do szkła. Fazowanie otworów - proces fazowania otworów stosuje się głównie przed hartowaniem szkła co ma na celu zwiększenie bezpieczeństwa jego użytkowania. Aby zapobiec pękaniu szkła w trakcie hartowania należy zeszlifować wyszczerbienia szkła na obwodzie otworu. Szerokość fazy powinna się mieścić w zakresie 0,3 do 2 mm.
Fazowanie otworów - proces fazowania otworów stosuje się głównie przed hartowaniem szkła co ma na celu zwiększenie bezpieczeństwa jego użytkowania. Aby zapobiec pękaniu szkła w trakcie hartowania należy zeszlifować wyszczerbienia szkła na obwodzie otworu. Szerokość fazy powinna się mieścić w zakresie 0,3 do 2 mm.
Można zastosować fazowniki z uchwytem ½ GAS i chłodzeniem wewnętrznym jako narzędzie uniwersalne w pewnym zakresie średnic otworów. Dla zwiększenia wydajności pracy proponuję użyć fazowników nakładanych na wiertło lub wierteł ze stałym fazownikiem. Przy użyciu tego typu narzędzi w jednym procesie możemy 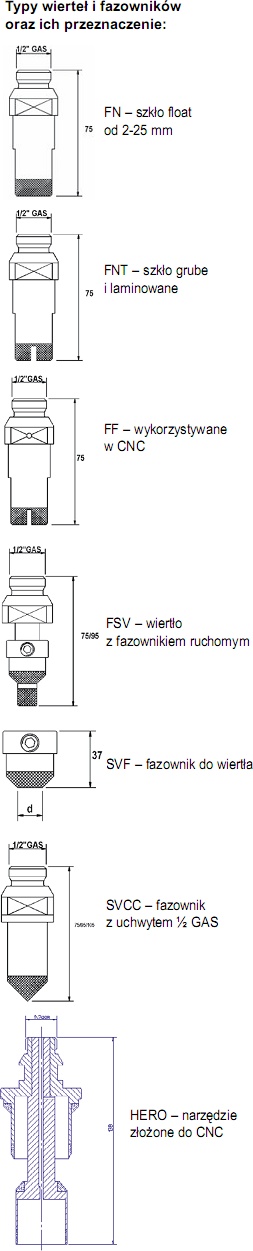 wykonać otwór i sfazować go. Wielkość fazy otworu zależy od głębokości na jaką opuścimy wrzeciono.
wykonać otwór i sfazować go. Wielkość fazy otworu zależy od głębokości na jaką opuścimy wrzeciono.
Firma POLVER jest wyłącznym przedstawicielem na terenie Polski producentów narzędzi diamentowych: TYROLIT-VINCENT KDRILLS.
Wykaz producentów maszyn, do których oferujemy ściernice diamentowe i polerujące:
ADA, BANDO, BAUDIN, BAVELLONI, BESANA, BIELEFELDER UNION, BODOGERHARD, BOTTERO/FMF, BOVONE, BUSETTI, BYSTRONIK, CMS, BREMBANA, CAMBI, COVESA,GLASSLINE, INTERMAC, JANBAC, LATTUADA, LOVATI, SCHATTI, VITODODI, ZANETTI.
Krzysztof Potapowicz
POLVER Sp. z o.o.
więcej informacji: Świat Szkła 11/2007






















