








Od wielu lat grupa GLASTON przeznacza ogromne środki finansowe na prace badawczo-rozwojowe. Bezpośrednim efektem tej strategii jest powstanie nowej rodziny stołów do rozkroju laminatów, wyrosłej z idei dalekiego odejścia od tradycyjnej technologii rozkroju laminatów i stworzenia całkiem nowej maszyny, umożliwiającej bezpieczne cięcie laminatów z miękkimi powłokami, pozwalającej na zredukowanie do minimum operacji przemieszczania tafli oraz zapewniającej wysoki komfort i bezpieczeństwo operatora.
Nowe stoły typu LAMY zawierają trzy zasadnicze nowości technologiczne z czego dwie chronione są patentami:
● łamanie przy pomocy zespołu trzech kółek co umożliwia wyeliminowanie listew łamiących (fot. 2),
● separacja przy pomocy bocznych zacisków wchodzących w kontakt z taflą jedynie wzdłuż krawędzi co umożliwia rezygnację z przyssawek (fot. 3),
● automatyczne, proste i precyzyjne cięcie po skosach bez konieczności ręcznego oznaczania linii cięcia (fot. 4).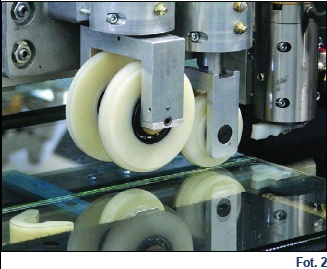 Funkcjonalność dla każdych potrzeb
Funkcjonalność dla każdych potrzeb
Podstawowe, widoczne elementy konstrukcyjne maszyny to płaszczyzna robocza z poduszką powietrzną i napędzane elektrycznie ramiona do załadunku i rozładunku ciężkich tafli. Serce stołu tnącego stanowi most, na którym w poprzek ciętej tafli przemieszczają się dwa wózki. Do wózków przymocowano podzespoły służące do cięcia i łamania szkła, grzania, cięcia i separacji PVB. Modularna koncepcja konstrukcji stołu umożliwia budowanie różnych typów linii, zależnie od wymaganych rozmiarów krojonej tafli lub stopnia automatyzacji. W podstawowej wersji operator ręcznie przemieszcza i dopycha taflę do pozycjonerów. Stół do cięcia szkła laminowanego musi pracować w połączeniu z dodatkowym stołem załadowczym dostarczonym przez Bav ell oni lub innym pomocniczym stołem dostępnym w zakładzie klienta.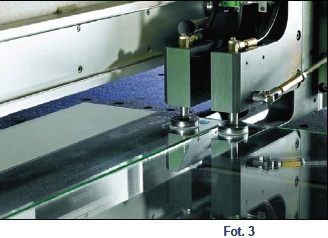 W wersji półautomatycznej stół do cięcia laminatu współpracuje z wyposażonym w pasy stołem transmisyjnym. Podstawową funkcją tego dodatkowego stołu jest przemieszczanie tafli do przodu i do tyłu umożliwiając operatorowi pozycjonowanie ciętego elementu wzdłuż poduszek referencyjnych.
W wersji półautomatycznej stół do cięcia laminatu współpracuje z wyposażonym w pasy stołem transmisyjnym. Podstawową funkcją tego dodatkowego stołu jest przemieszczanie tafli do przodu i do tyłu umożliwiając operatorowi pozycjonowanie ciętego elementu wzdłuż poduszek referencyjnych.
W bardziej zaawansowanej automatycznej wersji linii tnącej, pomiędzy pasowym stołem transmisyjnym i stołem tnącym zastosowano dodatkowy stół pośredni z poduszką powietrzną. Dzięki temu ruch tafli w przód i w tył oraz pozycjonowanie ciętego kawałka odbywa się całkowicie automatycznie. Cykl pracy sterowany jest przez komputer działający w przyjaznym dla operatora, graficznym środowisku WINDOWS. Jedyną czynnością jaką powinien wykonać operator podczas programowania jest wprowadzenie wymiarów formatek, które chce uzyskać w wyniku cięcia.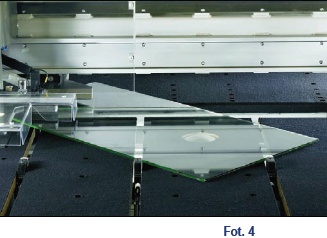 Program przygotuje odpowiednie sekwencje cięć tak, aby umożliwić operatorowi sprawny i wygodny rozładunek pociętych kawałków. W przypadku nietypowej produkcji Bav ell oni może zaoferować oprogramowanie specjalnie dostosowane do specyficznych potrzeb klienta. Omówione wyżej konfiguracje stołów do cięcia laminatów przeznaczone są dla trzech podstawowych segmentów rynku: zakładów małych, średnich i tych największych, wymagających naprawdę przemysłowych wydajności. Jeżeli chcielibyśmy powiedzieć coś bliższego o praktycznych wydajnościach poszczególnych konfiguracji, to przedstawiają się one następująco: 200 m2/zmianę dla stołu pojedynczego, 300 m2/zmianę dla linii półautomatycznej i ponad 400 m2/zmianę dla wersji automatycznej.
Program przygotuje odpowiednie sekwencje cięć tak, aby umożliwić operatorowi sprawny i wygodny rozładunek pociętych kawałków. W przypadku nietypowej produkcji Bav ell oni może zaoferować oprogramowanie specjalnie dostosowane do specyficznych potrzeb klienta. Omówione wyżej konfiguracje stołów do cięcia laminatów przeznaczone są dla trzech podstawowych segmentów rynku: zakładów małych, średnich i tych największych, wymagających naprawdę przemysłowych wydajności. Jeżeli chcielibyśmy powiedzieć coś bliższego o praktycznych wydajnościach poszczególnych konfiguracji, to przedstawiają się one następująco: 200 m2/zmianę dla stołu pojedynczego, 300 m2/zmianę dla linii półautomatycznej i ponad 400 m2/zmianę dla wersji automatycznej.
Stoły rodziny LAMY stanowią syntezę wydajności i elastyczności. Wydajność gwarantuje wysoki stopień automatyzacji linii tnącej. Przez elastyczność rozumiemy możliwość ingerencji operatora w proces cięcia praktycznie na każdym jego etapie. Możemy na przykład zmodyfikować aktualny plan rozkroju, dodając dodatkowe elementy lub zmienić parametry technologiczne samego procesu w czasie rzeczywistym.
Projektanci Bavelloni poświęcili bardzo dużo uwagi ergonomii i bezpieczeństwu pracy. Płaszczyzna robocza stołu jest wolna od jakichkolwiek fizycznych przeszkód mogących utrudnić pracę operatora. W związku z tym ma on bardzo łatwy dostęp do obrabianej tafli, może łatwo nią manipulować i obserwować poprawność kolejnych operacji cyklu. Główne innowacje zastosowane w stołach rodziny LAMY
Główne innowacje zastosowane w stołach rodziny LAMY
Łamanie realizowane jest przez zespół kółek usytuowanych naprzeciwko siebie. Kółka nie unoszą tafli, ale wywołują mikrougięcie, które powoduje otwarcie tafli. Dolne krawędzie formatki nie wchodzą w kolizję ze sobą, co pozwala na uniknięcie ryzyka wykruszeń. Ogromną zaletą takiej techniki łamania jest możliwość „trimmingu” tafli w odległości do 4 cm od jej brzegu, nawet kiedy jej grubość jest znaczna np. 8+8+4.56 mm. Operacja przeprowadzana jest w trybie całkowicie automatycznym (cięcie+łamanie+grzanie+separacja) do 6 cm od brzegu, natomiast w zaresie 4-6 cm jedyną operacją wykonywaną ręcznie przez operatora jest separacja. To opatentowane rozwiązanie umożliwia oszczędności rzędu 75% w porówananiu ze standardowymi konstrukcjami. Separacja przy pomocy bocznych zacisków umożliwia uchwycenie tafli w bardzo wąskim obszarze wzdłuż linii cięcia i pozwala na uniknięcie zastosowania konstrukcji drugiego mostu. Bardzo ograniczony kontakt zacisków z taflą daje możliwość cięcia tafli miękkopowłokowego LOW-E bez ryzyka uszkodzenia delikatnej powłoki.
Rozwiązania konstrukcyjne zastosowane w LAMY znacznie ułatwiają eksploatację i obsługę stołu. Nie trzeba dbać o czystość rolek separujących lub przyssawek. Nie ma ryzyka wyślizgnięcia się i uszkodzenia tafli podczas separacji. Separacja w wykonaniu LAMY jest stopniowa i wspomagana użyciem ostrza dokładnie w optymalnym momencie cyklu.
Automatyczne cięcia ukośne to bardzo użyteczna nowość dla wszystkich pracujących w sektorze budowlanym, gdzie zapotrzebowanie na laminowane formatki nieprostokątne gwałtownie rośnie. Cięcie po skosie na stole LAMY to czynność automatyczna, a tym samym bardzo prosta. Operator musi tylko wprowadzić wymiary wycinanego elementu na panelu sterującym maszyny. Stół ustawi się automatycznie do zadanego cięcia.
Zbigniew Burda
MAK Sp. z o.o.
więcej informacji: Świat Szkła 9/2007






















