






Nowelizacja „Warunków technicznych, jakim powinny odpowiadać budynki i ich usytuowanie” z dnia 12 marca 2009 r. przewiduje konieczność ochrony przed hałasem pogłosowym w pomieszczeniach.

Wydanie 3/2010
- Szczegóły
- Kategoria: Wydanie 3/2010
Ustawodawca ograniczył obiekty i pomieszczenia, w których wymagana jest ochrona użytkowników przed tym rodzajem hałasu w celu eliminacji jego wpływu na komunikację z wykorzystaniem dźwięku. W pomieszczeniach budynków użyteczności publicznej, których funkcja jest związana z odbiorem mowy lub innych pożądanych sygnałów akustycznych, należy stosować odpowiednie rozwiązania budowlane oraz dodatkowe adaptacje akustyczne.
Działanie to ma zapewnić uzyskanie w pomieszczeniach odpowiednich warunków akustycznych dla eliminacji wpływu hałasu, w tym hałasu pogłosowego. W pomieszczeniach należy stosować materiały o potwierdzonych własnościach pochłaniania dźwięku wyznaczonych zgodnie z Polską Normą.
Ten zapis w Warunkach technicznych wprowadza na teren Polski wymaganie ochrony przed nadmiernym pogłosem wynikające z akcesu Polski do Unii Europejskiej. Dyrektywa 89/106/EEC dotycząca wyrobów budowlanych w dokumencie interpretacyjnym Wymagania podstawowe nr 5. Ochrona przed hałasem precyzyjnie definiuje wszystkie pięć rodzajów hałasu, przed jakimi należy chronić użytkowników budynków.
Hałas pogłosowy jest hałasem charakterystycznym dla pomieszczeń nieposiadających odpowiedniej chłonności akustycznej wnętrza. Zjawisko to jest związane z brakiem eliminacji odbić dźwięku od ścian, sufitu i podłogi. Fala odbita powraca do ucha z pewnym opóźnieniem powodując zniekształcenie, tworzy zakłócenie dźwięku bezpośrednio docierającego do naszego ucha. Jest to rodzaj hałasu, na który nie zwracano uwagi przez wiele lat.
Głównym czynnikiem zmieniającym warunki pogłosowe w pomieszczeniach jest zwiększenie kubatury wnętrz użytkowych. Nadmierny pogłos jest również jedną ze składowych subiektywnej oceny wnętrza, jego przeznaczenia i właściciela.
W pomieszczeniach z nadmiernym pogłosem i zimnych kolorystycznie wiele osób czuje duży dyskomfort przebywania. Eliminacja nadmiernego pogłosu polega na stosowaniu materiałów dźwiękochłonnych na suficie i powierzchniach ścian.
mgr inż. wibroakustyk Jacek Danielewski
FABRYKA CISZY
więcej informacji: Świat Szkła 3/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 3/2010
Nowelizacja przepisów budowlanych przyspieszy wydawanie uchwał sejmików samorządowych dotyczących powstania obszarów ograniczonego użytkowania dla obiektów, dla których jest wymagane opracowywanie oceny oddziaływania na środowisko.
Nowelizacja przepisów budowlanych, w tym Prawa budowlanego, jaka została uchwalona przez Sejm RP 12.02.2009 roku, przyspieszy uchwały sejmików samorządowych dotyczących powstania obszarów ograniczonego użytkowania. Dotyczy to obiektów, które będą projektowane po wejściu w życie nowelizacji Prawa budowlanego, dla których będą opracowywane oceny oddziaływania na środowisko.
W ustawie z dnia 27 kwietnia 2001 r. – Prawo ochrony środowiska (Dz.U. z 2008 r. Nr 25, poz. 150, z późn. zm.) wprowadza się powiązanie oddania obiektu do użytkowania z powstaniem obszaru ograniczonego użytkowania. Jeżeli obowiązek utworzenia takiego obszaru wynika z postępowania w sprawie oceny oddziaływania na środowisko, to przed utworzeniem tego obszaru nie rozpoczyna się jego użytkowania.
Niestety obowiązek ten nie dotyczy inwestycji, jaką jest droga krajowa, dla której obszar ograniczonego użytkowania określa się na podstawie ocen poinwestycyjnych, które powinny być zrealizowane w ciągu 1 roku od oddania obiektu do użytkowania. Obowiązek utworzenia obszaru ograniczonego użytkowania dla określonego zakładu lub innego obiektu stwierdza się w decyzji o rejestracji budowy. Jest to o tyle ważne, że rejestracja budowy odbywa się na podstawie zgody urbanistycznej będącej wypisem z miejscowego planu zagospodarowania przestrzennego.
W planach zagospodarowania przestrzennego jest tylko przeznaczenie terenów pod konkretną funkcję i łatwo może powstać obiekt, który w znaczący sposób przyczynia się do zmiany warunków środowiskowych. Obiektami, które będą podlegać temu rygorowi, są głównie rozbudowy lotnisk cywilnych oraz budowy i rozbudowy dróg wojewódzkich, powiatowych i gminnych stanowiących własność samorządu województwa, powiatu lub gminy oraz wszelkie inne obiekty, dla których wymagane jest wykonanie oceny oddziaływania na środowisko.
Sytuacja ta może znacząco poprawić szybkość działania sejmików samorządowych, zwłaszcza w zakresie inwestycji samorządowych.
mgr inż. wibroakustyk Jacek Danielewski
FABRYKA CISZY
więcej informacji: Świat Szkła 3/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 3/2010
 Wszyscy doskonale wiemy, co znaczy uciążliwość hałasów dochodzących z klatki schodowej czy z korytarza hotelowego. Często przeszkadza nam głośna muzyka i rozmowy docierające w innego pomieszczenia we własnym mieszkaniu.
Wszyscy doskonale wiemy, co znaczy uciążliwość hałasów dochodzących z klatki schodowej czy z korytarza hotelowego. Często przeszkadza nam głośna muzyka i rozmowy docierające w innego pomieszczenia we własnym mieszkaniu.
Głównym powodem tych uciążliwości jest niewystarczająca izolacyjność akustyczna drzwi. I w związku z tym coraz częściej inwestorzy budynków mieszkalnych, hoteli i biur są zainteresowani właściwościami akustycznymi drzwi.
- Szczegóły
- Kategoria: Wydanie 3/2010
Zgodnie z Ustawą o wyrobach budowlanych, szkło termicznie hartowane, wygrzewane termicznie wzmocnione i warstwowe może być wprowadzone do obrotu handlowego tylko wtedy, kiedy jest oznakowane. Istnieje wybór między krajowym znakiem budowlanym B i znakiem europejskim CE.
W obydwu przypadkach producent jest zobowiązany do wystawienia deklaracji zgodności swoich wyrobów z normami zharmonizowanymi z dyrektywą 89/106/EWG tj.:
- PN-EN 12 150-2 Szkło w budownictwie. Termicznie hartowane bezpieczne szkło sodowo-wapniowo-krzemianowe. Część 2: Ocena zgodności wyrobu z normą,
- PN-EN 14179-2 Szkło w budownictwie. Termicznie hartowane wygrzewane bezpieczne szkło sodowo-wapniowo krzemianowe. Część 2: Ocena zgodności wyrobu z normą,
- PN-EN 1863-2 Szkło w budownictwie. Termicznie wzmocnione szkło sodowo-wapniowo-krzemianowe. Część 2: Ocena zgodności wyrobu z normą,
- PN-EN 14449 Szkło w budownictwie. Szkło warstwowe i bezpieczne szkło warstwowe. Ocena zgodności wyrobu z normą.
Oceny zgodności wyrobu z normą zharmonizowaną dokonuje producent, opierając się na jednym z systemów oceny zgodności. Dla systemu 3, obowiązującego dla szkła termicznie hartowanego, termicznie hartowanego wygrzewanego, termicznie wzmocnionego i warstwowego deklarowanie zgodności odbywa się na podstawie wstępnego badania typu oraz Zakładowej Kontroli Produkcji. Wcześniej producent powinien zrobić dokładny opis typu.
Szkło termicznie hartowane, termicznie hartowane wygrzewane i termicznie wzmocnione
Wstępne badanie typu dla szkła termicznie hartowanego, termicznie hartowanego wygrzewanego i termicznie wzmocnionego obejmuje sprawdzenie:
- wytrzymałości na czteropunktowe zginanie,
- charakteru siatki spękań.
Wytrzymałość na czteropunktowe zginanie
Badanie wytrzymałości na czteropunktowe zginanie wykonywane jest w oparciu o procedurę opisaną w normie PN-EN 1288-3 Szkło w budownictwie. Określenie wytrzymałości szkła na zginanie. Część 3: Badanie na próbkach podpartych na dwóch podporach (czteropunktowe zginanie). Badaniu temu poddany powinien być każdy z trzech typów szkła tj.:
- szkło float, w tym bezbarwne i barwne, matowane chemicznie i mechanicznie,
- szkło float powlekane,
- szkło float emaliowane.
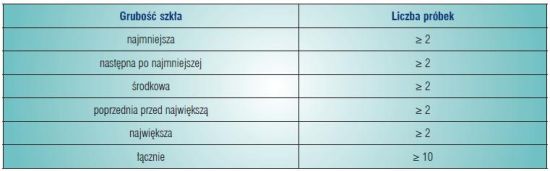
Badanie wykonuje się dla co najmniej 10 próbek o wymiarach 360x1100 mm. Udział w tej liczbie próbek o poszczególnych grubościach zależy od typu szkła. Dla szkła termicznie hartowanego, termicznie hartowanego wygrzewanego i wzmocnionego przedstawia się to tak, jak pokazano w tabeli 1. Przy deklaracji dwu grubości wymagane jest po 5 próbek każdej z nich, a przy deklaracji jednej grubości badanie przeprowadza się na 10 próbkach tej grubości.
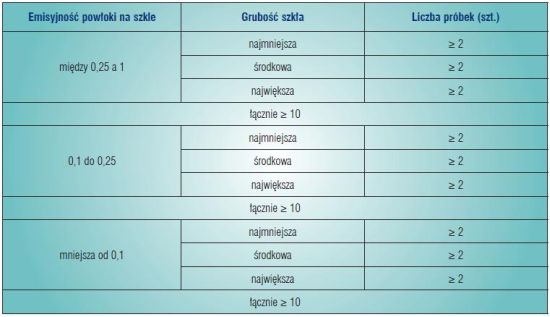
Dla szkła termicznie hartowanego, termicznie hartowanego wygrzewanego i wzmocnionego – powlekanego udział próbek poszczególnych grubości powinien być taki, jak pokazuje to tabela 2.
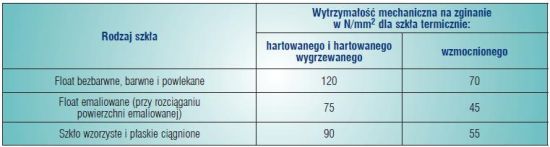
Dla szkła emaliowanego wszystkie badane próbki powinny być zrobione ze szkła o najmniejszej grubości. Próbki do badań wszystkich rodzajów szkła powinny być płaskie i wykonane ze szkła float wyprodukowanego zgodnie z PN-EN 572-1 i 2 z krawędziami wykończonymi najprostszym sposobem obrabiania obrzeży. Badanie wytrzymałości przeprowadza się na urządzeniu wytrzymałościowym – prasie, gdzie umieszcza się próbkę, stroną emaliowaną lub powlekaną od dołu, na podporze z dwoma wyłożonymi gumą metalowymi wałkami o średnicy 50 mm, położonymi w odległości 1000 mm względem siebie. Takimi samymi dwoma wałkami odległymi od siebie o 200 mm, próbka naciskana jest od góry. Próbka zginana jest z szybkością 2,0 N/mm2. Zginanie prowadzi się aż do jej zniszczenia. Z wartości odczytanej siły niszczącej oblicza się wytrzymałość szkła na zginanie. Dla każdej z 10 badanych próbek szkła nie powinna ona być mniejsza od wymaganej, pokazanej w tabeli 3 wartości, zależnej od technologii wytwarzania szkła.
Siatka spękań
Badanie siatki spękań przeprowadza się korzystając z procedury opisanej w normach :
- PN-EN 12150-1 Szkło w budownictwie. Termicznie hartowane bezpieczne szkło sodowo-wapniowo-krzemianowe. Część 1. Definicje i opis,
- PN-EN 14179-1 Szkło w budownictwie .Termicznie wygrzewane hartowane bezpieczne szkło sodowo-wapniowo-krzemianowe. Część 1. Definicje i opis,
- PN-EN 1863-1 Szkło w budownictwie. Termicznie wzmocnione szkło sodowo-wapniowo-krzemianowe. Część 1. Definicje i opis.
Wykonuje się je dla każdej grubości szkła, wykorzystując do tego celu 5 próbek szkła o wymiarach 360x1100 mm. Każdą z próbek szkła skleja się z drugą taką samą za pomocą taśmy klejącej, po czym rozbija uderzając ją w punkt znajdujący się na środku dłuższego boku, w odległości 13 mm od krawędzi szyby – w przypadku szkła termicznie hartowanego i termicznie hartowanego wygrzewanego i 20 mm w przypadku szkła termicznie wzmocnionego. Używa się do tego celu młotka o masie 75 g, punktaka uruchamianego siłą sprężyny, lub innego urządzenia o utwardzanym ostrzu. Zaleca się by promień krzywizny ostrza wynosił w przybliżeniu 0,2 mm. Rozbite szkło pęka w sposób charakterystyczny dla jego typu, inny dla szkła hartowanego i hartowanego wygrzewanego, a inny dla szkła wzmocnionego. Szkło termicznie hartowane i termicznie hartowane wygrzewane pęka z wytworzeniem drobnych nieostrych kawałków, natomiast szkło termicznie wzmocnione rozpada się na duże odłamki, których chociaż jedna krawędź dochodzi do obszaru brzegowego odległego 25 mm od krawędzi, lub obszaru o promieniu 100 mm wokół punktu uderzenia. Mogą również powstać odłamki o obrzeżach nie sięgających żadnego z tych obszarów. Odłamki te o powierzchni mniejszej od 100 mm2 nazywa się „cząstkami”, a o powierzchni równej lub większej od tej wielkości „wysepkami”.
Uzyskany obraz siatki spękań ocenia się w obszarze poza pasem brzegowym o szerokości 25 mm i obszarem wewnątrz okręgu o promieniu 100 mm ze środkiem w punkcie uderzenia. W przypadku szkła termicznie hartowanego i termicznie hartowanego wygrzewanego zlicza się odłamki w wybranym kwadracie o boku 50 mm, oraz mierzy długość odłamków wydłużonych na całym ocenianym obszarze rozbitej szyby. Kwadrat ten rysuje się na szkle przy pomocy szablonu w miejscu największych odłamków i określa się ich liczbę w wyznaczonym przez niego obszarze. Przy zliczaniu przyjmuje się zasadę, że odłamki znajdujące się wewnątrz kwadratu traktuje się jako całe, natomiast przecięte przez boki kwadratu jako pół. Badanie siatki spękań szkła termicznie hartowanego i termicznie hartowanego wygrzewanego ocenia się pozytywnie wtedy, gdy każda z badanych próbek szkła uzyskuje wynik odpowiadający wymaganiom podanym w tabeli 4.
W przypadku szkła termicznie wzmocnionego zlicza się i waży każdy z odłamków dużych – „wysepek” – oraz określa całkowitą wagę odłamków małych – „cząstek”. Wagę przelicza się na powierzchnię. Każda badana próbka szkła powinna mieć nie więcej niż 2 „wysepki” i powierzchnia każdej z nich nie może przekraczać 1000 mm2. Łączna powierzchnia wszystkich „cząstek” nie powinna być większa niż 5000 mm2. Wynik prawidłowy musi uzyskać każda z badanych próbek, zarówno szkła hartowanego, hartowanego wygrzewanego jak i wzmocnionego.

Szkło warstwowe
Wstępne badanie typu dla szkła warstwowego obejmuje sprawdzenie:
- odporności na czynniki środowiska: wysoką temperaturę, wilgoć i promieniowanie,
- wytrzymałości na uderzenie wahadłem – tylko dla szkła warstwowego bezpiecznego,
- wymiarów i wykończenia obrzeży,
- wyglądu,
Wykaz niezbędnych badań dla poszczególnym rodzajów szkła warstwowego podano w tabeli 5.
Badanie odporności na działanie czynników środowiska
Badania środowiskowe dla szkieł warstwowych wykonuje się zgodnie z procedurami opisanymi w normie PN-EN ISO 12543-4 Szkło w budownictwie. Szkło warstwowe i bezpieczne szkło warstwowe. Metody badań odporności. Przeprowadza się je dla 3 próbek reprezentatywnych dla wyrobu, o wymiarach:
- nie mniejszych niż 100x300 mm w przypadku odporności na wysoką temperaturę i wilgoć,
- 300x300 mm przy badaniach odporności na promieniowanie.

Badanie odporności na wysoką temperaturę wykonuje się podgrzewając próbki do temperatury 100°C i przetrzymując je w tej temperaturze przez 2 godziny. W celu uniknięcia szoku temperaturowego zaleca się dwustopniowe podgrzewanie próbek: 5-minutowe w kąpieli wodnej w temperaturze 60°C i dalsze ogrzewanie do osiągnięcia temperatury 100°C.
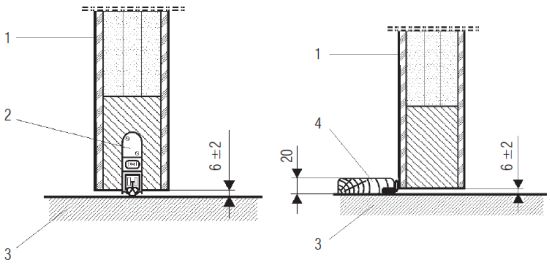
Przy ocenie odporności szkła na działanie wilgoci próbki umieszcza się na 2 tygodnie w pozycji pionowej, w pewnej odległości od siebie, nad wodą w zamkniętym pojemniku (badanie z kondensacją ) w temperaturze 50°C (+2) lub w komorze klimatycznej (fot.1) o tej samej temperaturze i wilgotności względnej 80% (±5).
 |
Fot.1. Komora klimatyczna do badania odporności |
Sprawdzenia odporności na działanie promieniowania dokonuje się umieszczając próbki na stojaku (fot. 2) w odległości 1,1 m od układu promieniującego i poddając je przez 2000 godzin działaniu promieniowania przy zachowaniu temperatury 45°C. Układ promieniujący emituje promieniowanie słoneczne i złożony jest z 16 lamp rtęciowych ciśnieniowych z żarnikiem wolframowym o mocy 300 W, rozmieszczonych na obszarze 1 m2. Całkowity poziom natężenia promieniowania powinien wynosić 900 W/m2. Układ promieniujący osłonięty jest po obu stronach ekranami pokrytymi folią aluminiową.
Po wymaganym okresie wystawienia próbek na działanie wysokiej temperatury, wilgoci i promieniowania dokonuje się ich oględzin na tle białego ekranu, oświetlonego światłem rozproszonym, z pominięciem obszaru w odległości 15 mm od obrzeża oryginalnego i 25 mm od obrzeża ciętego. Zgodnie z wymaganiami określonymi w PN-EN ISO 12543-2 próbki poddane działaniu czynników środowiska nie powinny zawierać wad w postaci pęcherzy, rozwarstwień i zmętnień lub tylko rozwarstwień w szkłach ognioodpornych.
W przypadku wystąpienia wad tylko w jednej próbce przeprowadza się badanie powtórne na trzech nowych próbkach i powinno się ono zakończyć wynikiem pozytywnym. Dla odporności na promieniowanie określa się dodatkowo zmianę przepuszczalności światła jako skutek jego oddziaływania na szkło. Nie powinna ona przekraczać 10% dla szkieł o przepuszczalności początkowej >20%, i 2% dla szkieł o przepuszczalności początkowej <20%.
Wytrzymałość na uderzenie wahadłem z oponami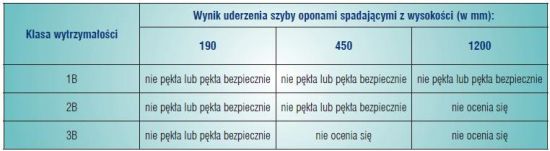
 |
Fot.2. Stanowisko do badania odporności |
Wymiary, wykończenie obrzeży, wygląd
Oceny wymiarów, wykończenia obrzeży i wyglądu szkła warstwowego dokonuje się w oparciu o normy :
- PN-EN ISO 12543-5 Szkło w budownictwie. Szkło warstwowe i bezpieczne szkło warstwowe.Wymiary i wykończenie obrzeża,
- PN-EN ISO 12543-6 Szkło w budownictwie. Szkło warstwowe i bezpieczne szkło warstwowe. Wygląd.
Grubość szkła warstwowego ocenia się dokonując czterech pomiarów w środku każdego z boków, uśredniając wynik z zaokrągleniem go do 0,1 mm i odnosząc go do wymagań.
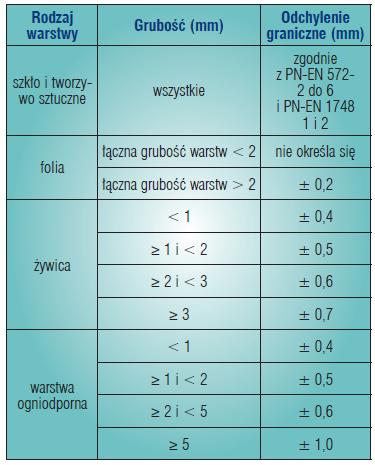
Norma definiuje nominalną grubość szkła warstwowego jako sumę grubości nominalnych wszystkich warstw, z uwzględnieniem ich wymiarowych tolerancji. Dla szkła warstwowego składającego się z różnych rodzajów międzywarstw, odchyłka grubości jest sumą dopuszczalnych odchyłek szyb składowych (zgodnie z PN-EN 572-2 do 6) i pierwiastka kwadratowego sumy kwadratów dopuszczalnych odchyłek międzywarstw zaokrąglonych do 0,1 mm. Wartości dopuszczalnych tolerancji grubości dla różnych rodzajów warstw zestawiono w tabeli 7.

Szkło warstwowe ma właściwy kształt i wymiary jeżeli mieści się wewnątrz obszaru zawartego między dwoma współśrodkowym prostokątami, z których większy powstał przez powiększenie, a mniejszy przez pomniejszenie wymiarów nominalnych szyby o dopuszczalne tolerancje. Tolerancje wymiarowe zależne są od nominalnych wymiarów szyby i jej nominalnej grubości. Pokazano to w tabeli 8.
Maksymalne przesunięcie warstw względem siebie, w zależności od wymiarów szyby, nie może być większe niż 2-6 mm. Brzegi szkła warstwowego powinny tworzyć jedno z możliwych obrzeży: cięte lub obrobione – zebrane, zeszlifowane, wygładzone zeszlifowane, wypolerowane, skośne, spiłowane lub cięte strumieniem wody.
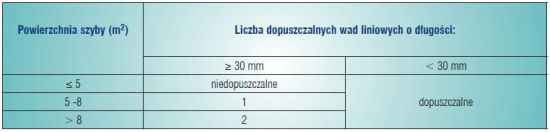
O wyglądzie szkła decyduje udział w nim wad punktowych i liniowych. Dopuszczalne ich ilości zestawiono w tabeli 9 i 10.

Podana w tabeli 9 liczba dopuszczalnych wad może być zwiększona o jedną, dla każdej pojedynczej warstwy, której grubość przekracza 2 mm.
Jeżeli szyby warstwowe montowane są w ramie, dopuszczalne jest występowanie wad w pasie brzeżnym pod warunkiem, że ich wymiar nie przekracza 5 mm. Szyby montowane bez ram powinny mieć obrzeża zeszlifowane, wypolerowane lub skośnie cięte. Nie dopuszcza się obecności pęknięć, zmarszczek i smug.
Zofia Pollak
Sacha Sebastian
ICiMB
Oddział Szkła i Materiałów Budowlanych w Krakowie
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły tego autora:
- Wstępne badania typu szkieł bezpiecznych i szkła termicznie wzmocnionego , Zofia Pollak, Świat Szkła 3/2010
- Badanie jakości szkła termicznie hartowanego i termicznie wzmocnionego , Zofia Pollak, Świat Szkła 6/2008
- Ocena jakości szkła chemicznie wzmocnionego , Zofia Pollak, Świat Szkła 3/2008
- Oszklenie w kabinach prysznicowych , Zofia Pollak, Świat Szkła 10/2007
- Wymagania i badania szkła klejonego-warstwowego , Zofia Pollak, Świat Szkła 4/2006
- Szkło klejone - technologia, właściwości, zastosowanie , Zofia Pollak, Świat Szkła 3/2006
- Ocena jakości szkła termicznie hartowanego i termicznie wzmocnionego , Zofia Pollak, Świat Szkła 1/2006
więcej informacji: Świat Szkła 3/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 3/2010
 Dziś bardzo ważne staje się dbanie o środowisko naturalne. Nie chodzi tu tylko o wielkie fabryki emitujące potężne zanieczyszczenia do atmosfery.
Dziś bardzo ważne staje się dbanie o środowisko naturalne. Nie chodzi tu tylko o wielkie fabryki emitujące potężne zanieczyszczenia do atmosfery.
Chodzi także o nawet drobne firmy produkcyjne. Bowiem walka o czyste środowisko zaczyna się w każdej, nawet najmniejsze firmie.
Dlatego przy zakupie urządzenia do cięcia wodą, zastanówmy się, jak ono wpływa na Twoje najbliższe otoczenie.
O ekologię bowiem warto dbać. To się opłaca.
- Szczegóły
- Kategoria: Wydanie 3/2010
 Zapotrzebowanie na piaskowane zdobienia w szkle, w postaci ornamentów na drzwiach, szybach meblowych, lustrach, jak również matowanie całych powierzchni tafli szklanych cieszy się niesłabnącym zainteresowaniem.
Zapotrzebowanie na piaskowane zdobienia w szkle, w postaci ornamentów na drzwiach, szybach meblowych, lustrach, jak również matowanie całych powierzchni tafli szklanych cieszy się niesłabnącym zainteresowaniem.
Jak z piaskowaniem radzą sobie zakłady szklarskie w Polsce?
Na to pytanie chcielibyśmy odpowiedzieć w poniższym artykule. Przybliżymy najczęściej spotykane rozwiązania piaskarek, ich zalety i wady oraz odpowiemy na pytanie, jakie piaskarki będą cieszyły się zainteresowaniem w przyszłości.
Zdobienie szkła metodą piaskowania jest w Polsce bardzo rozpowszechnione. Technika ta znana jest zakładom szklarskim nie od dziś. Ścierniwo transponowane przy pomocy sprężonego powietrza uderza w powierzchnię szkła, nadając jej charakterystyczny matowy wygląd, który w zależności od użytej do tego frakcji ścierniwa może mieć powierzchnię od bardzo gładkiej – satynowej – po mocno chropowatą. Jeżeli szkło zostanie wcześniej „zasłonięte” za pomocą przygotowanej wcześniej folii samoprzylepnej, efektem końcowym będą piaskowane wzory, od bardzo prostych symetrycznych pasów lub kratek po bardziej skomplikowane finezyjne motywy geometryczne lub roślinne. Wzory przygotowuje się na folii ploterem tnącym lub też za pomocą stosunkowo nowej techniki, tzw. fototechnologii, umożliwiającej piaskowanie zdjęć (opiszemy je szerzej w innym artykule).
 Stwarza to ogromne możliwości wzornicze, dla których jedynym ograniczeniem jest wyobraźnia projektującego. Jeżeli w firmie marketing działa tak jak powinien, przekłada się to bezpośrednio na większą sprzedaż.
Stwarza to ogromne możliwości wzornicze, dla których jedynym ograniczeniem jest wyobraźnia projektującego. Jeżeli w firmie marketing działa tak jak powinien, przekłada się to bezpośrednio na większą sprzedaż.
Coraz popularniejsze stają się bowiem piaskowane drzwi szklane, sporo zakładów produkujących meble zdobi w ten sposób do nich szyby, pojawiają się zdobione tą metodą lustra, ciekawie wyglądają blaty stolików szklanych, w których od spodu zostały głęboko wypiaskowane (można by użyć słowa „wyrzeźbione”) wzory.
Rodzime zakłady, które nie oferują swoim klientom usług piaskowania ze względu na fakt, że nie posiadają odpowiednich urządzeń, należą do mniejszości. Sporo firm korzysta z podwykonawców i, w miarę jak zainteresowanie na produkty piaskowane wzrasta, starają się usamodzielnić. Nic więc dziwnego, że ciągle przybywa firm, które decydują się na zakup samej piaskarki, bądź całego zestawu urządzeń niezbędnych do samodzielnego wykonywania piaskowanych zdobień. Dużo również jest zakładów, chcących unowocześnić lub wymienić sprzęt do piaskowania, który im służył przez ostatnie lata.
W zależności od tego, jakie rozwiązania techniczne ma mieć nasza piaskarka, proces piaskowania przebiegnie inaczej. Różne będzie zapotrzebowanie na powietrze, różne koszty eksploatacyjne, natomiast efekt końcowy zawsze zostanie ten sam.
 Aby wybrać odpowiednie dla swoich potrzeb urządzenie, należy odpowiedzieć sobie na kilka podstawowych pytań:
Aby wybrać odpowiednie dla swoich potrzeb urządzenie, należy odpowiedzieć sobie na kilka podstawowych pytań:
- jakiego rodzaju piaskowane produkty chcemy oferować naszym klientom (lustra, drzwi, zabudowy balkonów, blaty stolików, całe tafle, itp.)?
- jakie największe gabarytowo elementy będą najczęściej piaskowane?
- jak duże szacujemy obciążenie dla naszego urządzenia?
- czy zależy nam na czasie przebiegu całego procesu?
- jakie środki finansowe chcemy zaangażować?
Tak stawiane pytania znacznie ułatwiają podjęcie wyboru przy zakupie piaskarki oraz pozwalają na dobranie optymalnego rozwiązania w zależności do potrzeb.
W zakładach szklarskich w Polsce pracuje dużo piaskarek różnych producentów. Możemy zatem dokonać podziału procesu piaskowania ze względu na rodzaj wykorzystywanej w nim piaskarki.
Piaskowanie za pomocą piaskarek bezpyłowych
Za piaskarkę bezpyłową z definicji możemy uznać piaskarkę posiadającą zamknięty obieg ścierniwa.
Co prawda, odnosi się to również do piaskarek kabinowych, jednak przyjęło się na rynku określać w ten sposób urządzenia, których budowa posiada charakterystyczną dla ich pracy głowicę do piaskowania zakończoną szczotką. Proces piaskowania przebiega w nich w ten sposób, że wydostający się z dyszy strumień ścierniwa jest wraz z powstałym w trakcie piaskowania pyłem odsysany przez odciąg a szczotka zabezpiecza przed wydostawaniem się ścierniwa i pyłów poza obręb głowicy piaskującej. Dostępne na rynku piaskarki bezpyłowe dzielą się ze względu na zasadę działania na piaskarki inżektorowe oraz piaskarki ciśnieniowe.
Zasada działania piaskarek inżektorowych polega na tym, że strumień powietrza wymusza obieg ścierniwa. Inaczej mówiąc ścierniwo jest zasysane ze zbiornika piaskarki. Sercem urządzenia jest „głowica” inżektorowa, w której powietrze łączy się z zasysanym ścierniwem dając na wyjściu właściwy strumień. Odpowiednio dobrane ze sobą średnicami dysze powietrza i ścierniwa gwarantują poprawne działanie urządzenia.
Każda piaskarka ciśnieniowa musi posiadać atestowany zbiornik ciśnieniowy, w którym ścierniwo pod ciśnieniem podawane jest do dyszy piaskującej. Zbiornik ciśnieniowy z osprzętem odpowiadającym za prawidłową pracę urządzenia znacznie podrażają jego koszt. Dlatego rozwiązania ciśnieniowe są co najmniej dwukrotnie droższe od rozwiązań inżektorowych. Najistotniejszym parametrem gwarantującym poprawną pracę obydwu typów urządzeń jest właściwy strumień powietrza. Dlatego musimy zwrócić szczególną uwagę na wydajność kompresora, który współpracuje z piaskarkami. Za niezbędne minimum dla piaskarek bezpyłowych uznaje się powszechnie wydajność w granicach 600-700 l/min.
Piaskarki inżektorowe są urządzeniami o nieskomplikowanej budowie i jeszcze prostszej zasadzie działania. Stosunek ich ceny do możliwości pozostaje dla użytkownika bardzo korzystny. Takich piaskarek jest na rynku stosunkowo dużo. Do ich zalet, poza niską ceną, należy zaliczyć niskie koszty eksploatacyjne, funkcjonalność oraz stosunkowo niewielkie zapotrzebowanie na sprężone powietrze. Doskonale sprawdzają się w małych zakładach szklarskich. Piaskarka jest przenośna i podręczna, więc często, jako uzupełnienie, nawet duże firmy wykorzystują ją do drobnych prac, dla których nie warto uruchamiać wielkich gabarytowo urządzeń. Za wadę ich użytkownicy uznają niską efektywność oraz to, że urządzeniem tym matowanie większych powierzchni szkła jest bardzo uciążliwe a uniknięcie powstawania smug w trakcie piaskowania graniczy z cudem. Związane jest to z budową piaskarek bezpyłowych. Wszystkie one wyposażone są w głowicę do piaskowania zakończoną szczotką, co pozwala na piaskowanie tylko płaskich powierzchni. Piaskujący nie widzi dokładnie tego co piaskuje, bo zasłania mu to głowica. Cena nowego takiego urządzenia to wydatek około 4 do 4,5 tys. zł.
Piaskarek bezpyłowych ciśnieniowych w zakładach szklarskich pracuje zdecydowanie mniej. Doceniają je za to zakłady kamieniarskie za jej efektywność piaskowania w kamieniu.
Najtańsza piaskarka bezpyłowa cisnieniowa jest minimum dwukrotnie droższa od inżektorowej, a modele profesjonalne sięgają około 20 tys. zł.
Spotkać można czasami rozwiązanie tzw. „kombinowane”, kiedy to piaskarka bezpyłowa ciśnieniowa wykorzystywana jest do pracy w kabinie do piaskowania. Końcówka węża zakończona dyszą znajduje się wewnątrz kabiny. Głowica ze szczotką nie jest wykorzystywana, a odciąg podłączony jest bezpośrednio do leja kabiny.
Piaskarki bezpyłowe znajdują zatem wykorzystanie przede wszystkim do wykonywania zdobień na powierzchniach płaskich i doskonale sprawdzają się w małych zakładach szklarskich.
Piaskowanie za pomocą piaskarek kabinowych
 Proces piaskowania odbywa się, jak wskazuje nazwa, wewnątrz kabiny. Posiadaczy piaskarek kabinowych (a pracuje ich zdecydowanie najwięcej w zakładach szklarskich) moglibyśmy dzielić tak, jak wiele modeli i rozwiązań kabin dostępnych na rynku. Dla potencjalnych użytkowników najistotniejsze przy wyborze jest wielkość kabiny roboczej, która decyduje o tym, jak duże powierzchnie można w niej piaskować. Generalnie można dokonać podziału piaskarek kabinowych na: ręczne, półautomatyczne i automatyczne. Oraz ze względu na sposób działania na: ciśnieniowe i inżektorowe, które omówiono wcześniej.
Proces piaskowania odbywa się, jak wskazuje nazwa, wewnątrz kabiny. Posiadaczy piaskarek kabinowych (a pracuje ich zdecydowanie najwięcej w zakładach szklarskich) moglibyśmy dzielić tak, jak wiele modeli i rozwiązań kabin dostępnych na rynku. Dla potencjalnych użytkowników najistotniejsze przy wyborze jest wielkość kabiny roboczej, która decyduje o tym, jak duże powierzchnie można w niej piaskować. Generalnie można dokonać podziału piaskarek kabinowych na: ręczne, półautomatyczne i automatyczne. Oraz ze względu na sposób działania na: ciśnieniowe i inżektorowe, które omówiono wcześniej.
Większość piaskarek kabinowych do szkła to rozwiązania inżektorowe. Ze względu na to, że matowanie szkła, w odróżnieniu od piaskowania innych materiałów, przebiega błyskawicznie, rzadko spotyka się kabiny ciśnieniowe. Piaskarki kabinowe, aby były w pełni ergonomiczne, powinny posiadać właściwe rozwiązanie transportu tafli szkła „do” i „z” piaskarki. W profesjonalnych kabinach tafle wprowadza się do środka w sposób pionowy. Urządzenia wykonane w inny sposób nastręczają sporo kłopotów z umieszczeniem w ich wnętrzu materiału, co dla zakładów szklarskich stanowi istotny problem. Istnieje jednak dość liczna grupa użytkowników takich właśnie kabin.
W ręcznych kabinach do piaskowania za optymalną uznaje się możliwość piaskowania tafli o wysokości 100-120 cm. Wysokość taka pozwala na wykonywanie zdobień na drzwiach szklanych, które są gabarytowo największymi i najpopularniejszymi powierzchniami na których wykonujemy zdobienia. Szerokość kabiny nie odgrywa tak ważnej roli ponieważ tafle można swobodnie przesuwać. Inaczej sytuacja wygląda przy matowaniu całych powierzchni tafli szkła. Do takich zastosowań wykorzystuje się piaskarki automatyczne, dla których standardem jest dostępna wysokość 160-170 cm. Największe z piaskarek automatycznych piaskują tafle szkła o wysokości 3 m.
Dobranie odpowiedniej piaskarki kabinowej do potrzeb nie stanowi dzisiaj większego problemu. Producenci tych urządzeń posiadają w swoich ofertach typoszeregi kabin różniące się wielkościami oraz wyposażeniem, a skonfigurowanie odpowiedniego urządzenia zależy tylko od zasobności portfela.
Bardzo ważnym zagadnieniem dotyczącym piaskarek kabinowych jest rozwiązanie odprowadzenia powstałych w trakcie pracy pyłów. Piaskarka może mieć zabudowany w sobie zespół odpylający lub często filtry takie są niezależne. Może to w znaczący sposób decydować o cenie piaskarki kabinowej. Różnica taka może sięgać nawet kilku tysięcy złotych. Najpowszechniejsze z piaskarek kabinowych są piaskarki ręczne. Począwszy od małogabarytowych urządzeń, wykorzystywanych do zdobień szkła i ceramiki, po większe kabiny do piaskowania tafli szkła. Obecnie należy liczyć się z wydatkiem od 5 do13 tys. zł. za takie rozwiązanie.
Następna grupa użytkowników to firmy posiadające piaskarki kabinowe półautomatyczne lub automatyczne. Koszt zakupu piaskarki kabinowej półautomatycznej to kilkanaście tys. zł. jako minimum. Natomiast automatyczne piaskarki kabinowe sięgają kwot 90 tys. zł. i więcej, jeżeli pochodzą od producentów zachodnich. Urządzenia pochodzące z Chin mają podzielone opinie na swój temat, jednak cena maszyn, których jakość pozostawia wiele do życzenia stanowi połowę ceny ich zachodnich odpowiedników.
To właśnie użytkowników tego typu rozwiązań zaczyna obecnie przybywać coraz więcej. W urządzenia zautomatyzowane inwestują średnie i duże firmy szklarskie, które podnoszą w ten sposób zarówno wydajność, komfort pracy oraz jakość. Warto zwrócić szczególną uwagę, że jeżeli chodzi o rozwiązania automatycznych piaskarek kabinowych, to do ich właściwej pracy wymagane jest zapewnienie odpowiednich parametrów sprężonego powietrza. Dlatego niezbędne są tu kompresory śrubowe o wydajności zaczynających się od 1800 l/min.
 Piaskarki własnej konstrukcji
Piaskarki własnej konstrukcji
Przyznać trzeba, że jeszcze niedawno było sporo zakładów szklarskich, dla których liczył się tylko efekt końcowy – nie ważne, na jakich urządzeniach i w jakich warunkach proces piaskowania przebiegał. Dotyczyło to zwłaszcza małych firm, dla których inwestycja w profesjonalny sprzęt do piaskowania jest zbyt dużym ciężarem do udźwignięcia.
Piaskowanie odbywa się na różny sposób, urządzeniami własnej konstrukcji, pistoletami zakupionymi na Allegro lub innymi „wynalazkami” adoptowanymi do piaskowania w myśl zasady: „Polak potrafi”. Urządzenia te nie spełniają żadnych norm, zarówno pod względem technicznym, jak i bezpieczeństwa, nie mówiąc o tragicznych warunkach pracy. Na szczęście zakładów takich mamy coraz mniej. Po głębszym przyjrzeniu się kosztom oraz uciążliwym warunkom pracy okazuje się, że taniej wychodzi inwestycja w jakąkolwiek piaskarkę używaną. Stąd też widać niesłabnące zainteresowanie na rynku wtórnym piaskarek.
Zatem pytanie zawarte w tytule można by potraktować jako retoryczne. Piaskowanie szkła, mimo kryzysu, pozostało ciągle modne i przybywa klientów, którzy oczekują indywidualnego traktowania i realizacji nietypowych zleceń. Obserwując to, co się dzieje na rynku, śledząc nowe rozwiązania maszyn oraz technik zdobienia jak fototechnologia, przemyślana inwestycja w zakup profesjonalnych urządzeń do piaskowania z wydajnym systemem odpylającym i kompresorem to inwestycja przyszłościowa.
Przy czym, dla przeciętnego zakładu szklarskiego, poszerzenie swojej oferty o piaskowanie wcale nie oznacza wydatku, który mógłby przyprawiać o ból głowy.
Grzegorz Czekaj
SANT-TECH
- Szczegóły
- Kategoria: Wydanie 3/2010
 Każdy zakład produkujący stolarkę PVC dąży do wzrostu sprzedaży i, wcześniej czy później, staje przed pytaniem: jak najefektywniej zwiększyć produkcję? Planując rozwój uwzględnić trzeba koszty maszyny, koszty jej finansowania i amortyzacji oraz porównać jej wydajność i korzyści, jakie nam przyniesie. Dlatego tak ważne jest aby wybór parku maszynowego był wyborem który przyniesie satysfakcję i zadowolenie. Możliwości uzyskania dotacji ze środków Unii Europejskiej oraz ciągły postęp w dziedzinie produkcji okien przyczyniają się do zwiększenia zainteresowania najwydajniejszymi maszynami.
Każdy zakład produkujący stolarkę PVC dąży do wzrostu sprzedaży i, wcześniej czy później, staje przed pytaniem: jak najefektywniej zwiększyć produkcję? Planując rozwój uwzględnić trzeba koszty maszyny, koszty jej finansowania i amortyzacji oraz porównać jej wydajność i korzyści, jakie nam przyniesie. Dlatego tak ważne jest aby wybór parku maszynowego był wyborem który przyniesie satysfakcję i zadowolenie. Możliwości uzyskania dotacji ze środków Unii Europejskiej oraz ciągły postęp w dziedzinie produkcji okien przyczyniają się do zwiększenia zainteresowania najwydajniejszymi maszynami.
- Szczegóły
- Kategoria: Wydanie 3/2010
 Mroźna zima skłania do refleksji nad sposobami zatrzymania ciepła w domu. Jedną z metod jest SGG EGLAS – elektrycznie ogrzewane szkło niskoemisyjne z oferty firmy Saint-Gobain Glass.
Mroźna zima skłania do refleksji nad sposobami zatrzymania ciepła w domu. Jedną z metod jest SGG EGLAS – elektrycznie ogrzewane szkło niskoemisyjne z oferty firmy Saint-Gobain Glass.
Wykorzystane w szybach zespolonych może pełnić rolę jedynego źródła ciepła, może też wspomagać istniejący system grzewczy. „Ciepłe szkło” jest rozwiązaniem wydajnym i niezwykle estetycznym.
- Szczegóły
- Kategoria: Wydanie 3/2010
Symbolem średniowiecznego cechu szklarzy i witreatorów był znak przypominający matematyczny symbol nieskończoności, pod którym znajdował się „odwrócony” znak krzyża, z belką poziomą znajdującą się na dole, nie zaś na górze pionowo sterczącego bala, narzędzia męki Jezusa Chrystusa, a także, co warto przypomniec, narzędzia męki setek tysięcy ludzi żyjących wcześniej (Rzymianie zwykli karać w ten sposób wszelkich złoczyńców oraz zbuntowanych niewolników – po stłumieniu powstania Spartakusa zwycięski M.L. Krassus, jeden z triumvirów, kazał ukrzyżować wszystkich jeńców: starczyło to na drogę od Neapolu do Wiecznego Miasta).
- Szczegóły
- Kategoria: Wydanie 3/2010

AGC Flat Glass Europe produkuje, przetwarza i sprzedaje szkło płaskie na potrzeby budownictwa (szklenie zewnętrzne i wewnętrzne szkła dekoracyjne), przemysłu motoryzacyjnego oraz wielu innych wyspecjalizowanych sektorów.
Siedziba spółki znajduje się w Brukseli w Belgii i jest europejskim oddziałem AGC Flat Glass, największego producenta szkła płaskiego na świecie.
Spółka również nieustannie doskonali swoje produkty pod względem podatności na obróbkę, parametrów technicznych (kontrola słoneczna, izolacja cieplna) oraz walorów estetycznych.
Dzięki przyjętej przez AGC strategii w zakresie badań i rozwoju odbiorcy otrzymują do swojej dyspozycji nowe szkło niskoemisyjne, PLANIBEL TOP 1.0
- Szczegóły
- Kategoria: Wydanie 3/2010
Wykorzystanie szkła laminowanego do produkcji przednich szyb samochodowych nie stanowi żadnej nowości, w większości bowiem krajów zostało ono wprowadzone jako obowiązek już na początku lat 80. XX w. Jednakże wykorzystanie tego szkła do produkcji pozostałych szyb samochodowych jest już melodią ostatnich lat.
Wprowadzenie
Wprawdzie już pod koniec lat 80. w niektórych modelach nowoczesnych samochodów zaczęto stosować szkło laminowane do produkcji szyb tylnych z wbudowanym przewodem wolframowym służącym do odmrażania szyby w okresie zimowym, to jednak zastosowanie szkła klejonego do produkcji szyb bocznych zaczęło nabierać rozmachu na początku lat 90.: w roku 1994 wykonane ze szkła laminowanego szyby boczne jako pierwsza zastosowała firma AUDI (A8), wkrótce potem w ślad za nią poszedł Mercedes (S-klasa, 1996 r.), a następnie Volvo (S80).
Szkło laminowane wykorzystywane jest w przemyśle motoryzacyjnym od bardzo dawna. Początkowo do jego produkcji stosowano folię acetylocelulozową, zastąpioną później folią poliwinylobutyralową (PVB). Do roku 1965 zastosowanie odznaczającej się wysoką odpornością na penetrację przekładkowej folii PVB stało się w USA normą w produkcji laminowanych przednich szyb samochodowych. Powszechne zastosowanie folii PVB było wynikiem dokładnych badań sił adhezji rozwijanych pomiędzy szkłem i folią i dwukrotnego zwiększenia grubości folii przekładkowej do stanowiącej dziś normę grubości 30 milicali.
W owym czasie bardzo niewielu wytwórców samochodów w Europie – jak np. Volvo oraz Merce-des – z własnej woli zdecydowało się wprowadzić szkło laminowane do produkcji przednich szyb samochodowych. Przełom nastąpił na początku lat 80., kiedy to niektóre kraje, jak Francja i Belgia, ustanowiły przepisy prawne wprowadzające obowiązek stosowania w nowych samochodach szyb przednich wykonanych ze szkła laminowanego. Większość producentów samochodów zdecydowała „przestawić się” na wykorzystanie szkła laminowanego i dziś jest ono powszechnie stosowane na całym świecie.
Świat jednakże idzie naprzód, technologia zaś się rozwija, zatem gdy tylko ludzie w pełni dostrzegli zalety użytkowe szkła laminowanego, zakres jego wykorzystania w przemyśle motoryzacyjnym uległ rozszerzeniu.
Rozwój na przestrzeni lat
Przewody: antenowe oraz instalacje odmrażania szyb i zapobiegania ich zaparowaniu
Już w latach 80. niektórzy wytwórcy samochodów dostrzegli korzyści płynące z wykorzystania szkła laminowanego jako materiału pozwalającego na wzbogacenie funkcji użytkowych pojazdu. Zaczęło się od przewodów antenowych: przy użyciu rozgrzanych iglic wtapiano cienki drut metalowy w folię PVB przed zlaminowaniem szyby w autoklawie, montując w ten sposób w przedniej szybie antenę umożliwiającą odbiór programów radiowych. Wkrótce potem w tylnych szybach samochodów zaczęto montować instalacje ogrzewania szyb wykonane z przewodów drutowych. Urządzenia bardzo podobne do tych, jakie stosowano przy montażu instalacji antenowych umożliwiły wtapianie cienkich przewodów wolframowych w folię PVB, dzięki czemu wytwórcy samochodów mogli zaoferować klientom odznaczające się estetycznym wyglądem instalacje do odmrażania tylnych szyb. Mercedes był jedną z pierwszych firm, jakie wdrożyły tę technologię, która wkrótce została wykorzystana do ogrzewania szyb przednich (głównym zwolennikiem tej technologii jest obecnie Ford).
Powłoki odblaskowe odbijające promieniowanie podczerwone
Jakkolwiek szyby boczne były pierwotnie wytwarzane ze szkła laminowanego (na bazie folii acety-locelulozowej), szybki rozwój technologii hartowania szkła spowodował, że zostały one wyparte przez bardziej bezpieczne szyby wytwarzane w różnych kształtach ze szkła hartowanego. Szkło hartowane jest bardziej odporne na pęknięcia, a jeśli już pęknie, ulega rozkruszeniu na wiele drobniutkich kawałeczków, stwarzających znacznie mniejsze zagrożenie dla zdrowia niż kawałki duże.
Na początku lat 90. niektórzy wytwórcy samochodów zainteresowali się nową technologią powstałą na bazie technologii kosmicznej: chodzi tu o powłoki odbijające promieniowanie podczerwone pozwalające na „zablokowanie” znacznej części energii promieniowania słonecznego i zwiększenie w ten sposób komfortu wnętrza pojazdu z uwagi na panującą w nim temperaturę. Powłoki takie można nanosić albo bezpośrednio na szkło albo też na cienkiej warstwie podłoża z politereftalanu etylenu (PET).
Powłoki tego typu są jednakże bardzo kruche i wymagają zabezpieczenia ich przed zarysowaniem oraz korozją. Prostota jednego z rozwiązań umożliwiających zabezpieczenie takich powłok przed uszkodzeniem nasunęła się sama przez się: szkło laminowane. Powłoka nanoszona była na wewnętrznej powierzchni zewnętrznej formatki szyby, którą następnie sklejano z formatką wewnętrzną wykonaną z normalnego szkła float.
Pierwszym producentem, który w 1994 w oparciu o tą technologię rozpoczął produkcję wszystkich szyb samochodowych była firma Audi (model A8). Dostrzegła ona również szybko inne korzyści płynące z wykorzystania szkła laminowanego, takie jak lepsze tłumienie akustyczne, ochrona przed promieniowaniem UV (dzięki zastosowaniu folii PVB), wyższy poziom bezpieczeństwa pojazdu (szkło laminowane nie kruszy się na drobne kawałki jak szkło hartowane i stwarza skuteczniejszą barierę zabezpieczającą dzięki ograniczeniu ryzyka wypadnięcia szyby z otworu okiennego). Szkło laminowane zapewnia również skuteczniejszą ochronę przed włamaniem, ponieważ wybicie w niej otworu jest znacznie trudniejsze niż w wypadku szkła hartowanego.
Opuszczane szyby boczne
Aby wyeliminować możliwość pęknięcia szyby laminowanej podczas zamykania drzwi z opuszczoną szybą wytwórcy szkła opracowali technologię termicznego wzmacniania szkła, określaną również mianem procesu półhartowania lub utwardzania. Technologia ta pozwala na znaczne zwiększenie mechanicznej wytrzymałości szkła. Wymaga ona jednak zastosowania procesu technologicznego różniącego się od laminowania. W wypadku bowiem szyby laminowanej – przedniej lub tylnej – obydwie tworzące ją formatki są wyginane jednocześnie jako para szyb co zapewnia bardzo dobre doleganie do siebie ich powierzchni styku. W wypadku procesu hartowania natomiast każda formatka musi być gięta i hartowana osobno, co z kolei może utrudnić proces laminowania – krzywizny powierzchni styku obu formatek mogą się nieco różnic od siebie i obie formatki nie będą dobrze do siebie dolegać.
Pierwotnie szyby boczne do modelu Audi A8 miały grubość 6 mm (dwie formatki szkła o grubości 2,6 mm każda + warstwa folii PVB o grubości 0,76 mm) odznaczały się jednak nadmierną masą w porównaniu do tradycyjnie stosowanych w samochodach wysokiej jakości szyb o grubości 5 mm.
Najnowsze osiągnięcia i tendencje
Laminowane szyby boczne
Waga przykładana do ograniczenia masy pojazdu oraz zużycia przezeń paliwa skłoniła producentów szkła do poszukiwania możliwości ograniczenia całkowitej grubości szyby przy jednoczesnym zachowaniu lub nawet poprawie pozostałych jej własności. W wyniku tego dzisiaj wytwarzane są boczne szyby laminowane o całkowitej grubości wynoszącej 4 mm (2 x 1,6 mm + 0,76 mm PVB).
Wielu wytwórców pojazdów mechanicznych dostrzegło zalety szkła laminowanego – nawet tego konwencjonalnego, bez powłoki odbijającej promieniowanie słoneczne – doceniając chociażby jego tłumienie akustyczne, pozwalające na poprawę komfortu wnętrza pojazdu (redukcja poziomu szumów wywołanych wiatrem i ruchem drogowym o 3-5 dB) – patrz wykres 1.
Na przestrzeni pierwszych 7 lat XXI w. liczba wytwarzanych w Europie samochodów wyposażonych w wykonane ze szkła laminowanego szyby boczne wzrosła z niecałych 100 tysięcy do ponad 500 tysięcy; w USA tendencja ta jest nawet silniejsza, co wynika stąd, że większość amerykańskich producentów samochodów zdecydowała się na montaż szyb laminowanych w swych pojazdach w ich wersji standardowej, podczas gdy w Europie stanowią one nadal wyposażenie opcjonalne.
W Stanach Zjednoczonych coraz silniej narasta wspierana głównie przez NHTSA (National Highway Traffic Safety Agency = Centralny Urząd Bezpieczeństwa Ruchu Na Drogach Publicznych) tendencja do tego, by – w celu ograniczenia liczby wypadków śmiertelnych spowodowanych wypadnięciem przez szybę – łączyć zastosowanie szkła laminowanego z wykorzystaniem bocznych poduszek powietrznych (tzw. poduszek kurtynowych). W wyniku szeregu badań przeprowadzonych na przestrzeni ostatnich 10 lat okazało się bowiem, że takie rozwiązanie zapewnia najskuteczniejszą ochronę. Można się spodziewać, że w najbliższej przyszłości NHTSA będzie usilnie nalegać na zastosowanie w nowych pojazdach takich właśnie systemów kompleksowego zabezpieczenia. Usankcjonowanie zaś tego dążenia doprowadziłoby z kolei w ciągu następnego dziesięciolecia do niebywałego wzrostu liczby montowanych w pojazdach szyb bocznych wykonanych ze szkła laminowanego. 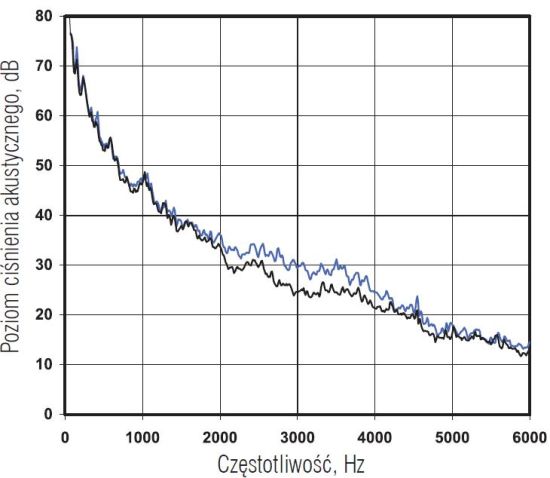
Zacieniony tył
Inną tendencją przesiąkającą z USA jest montowanie szyb przyciemnianych (barwionych w masie) w oknach znajdujących się za środkowymi słupkami samochodu, co pozwala na zacienienie tylnej części kabiny pojazdu (opcja ta określana jest również mianem „zacisza”). Pomysł ten po raz pierwszy zrealizowano w samochodach osobowych typu „minivan” oraz w samochodach terenowo-osobowych, po czym zaczęto go również stosować w samochodach osobowych typu sedan. Zastosowanie szkła laminowanego daje użytkownikowi możliwość dopasowania jego koloru do własnego gustu i połączenia w ten sposób estetycznego wyglądu pojazdu z innymi zaletami szkła klejonego, a mianowicie: bezpieczeństwem, tłumieniem akustycznym oraz ograniczeniem promieniowania UV i energii promieniowania słonecznego przepuszczanych do wnętrza pojazdu. Opcja ta jest aktualnie oferowana w takich samochodach, jak: Peugeot 407SW, Citroen C4 Picasso, Volvo S80 oraz V70 i Porsche Cayenne.
Panoramiczne dachy
W ostatnich latach – przy czym prym wiodą tu zdecydowanie europejscy producenci pojazdów – możemy obserwować istny rozkwit w dziedzinie pojazdów wyposażonych w przeszklone, panoramiczne dachy. Istotnymi zaletami tych pojazdów jest oświetlenie wnętrza samochodu, poczucie przestrzeni oraz komfort. Pasażerowie mają wrażenie jazdy samochodem znacznie większym niż w rzeczywistości lub wręcz podróży kabrioletem, przy jednoczesnym zachowaniu pełnej ochrony przed czynnikami zewnętrznymi (podmuchy wiatru, chłód, hałas, deszcz, itp.).
Grupa PSA od pewnego czasu pełni wiodącą rolę na polu wykorzystania szkła laminowanego w samochodach z panoramicznymi dachami. Po raz pierwszy przeszklenia takie zamontowano w samochodzie Peugeot 206 Roland Garros. Obecnie dachy takie są montowane w pojazdach 307SW, 407SW (Peugeot) oraz C4 oraz C4 Picasso (Citroen). Pojazdy wyposażone w panoramiczne dachy oferują także takie firmy jak Porsche, Ford, Honda oraz Alfa Romeo. 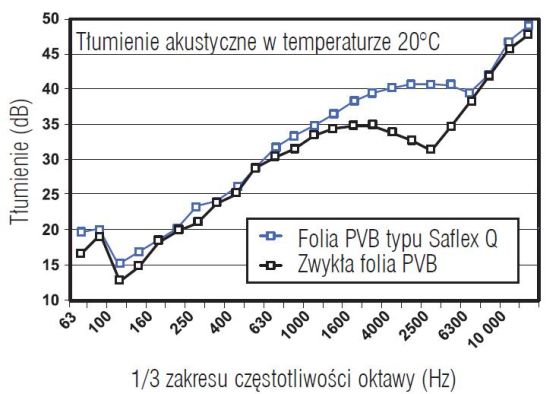
Wymagania
Wymagania techniczne można podzielić na następujące kategorie:
- przepuszczalność światła widzialnego w celu uniknięcia ryzyka oślepienia;
- przepuszczalność ciepła promieniowania słonecznego w celu utrzymania odpowiedniej temperatury wnętrza pojazdu;
- ochrona przed promieniowaniem UV w celu uniknięcia pogarszania się stanu tapicerki;
- bezpieczeństwo zapewniające uniknięcie ryzyka wypadnięcia z pojazdu;
- tłumienie akustyczne w celu zapewnienia maksymalnego komfortu wewnątrz pojazdu.
Łatwo można zauważyć, że szkło laminowane umożliwia znalezienie rozwiązań spełniających każ-dy z powyższych wymogów:
- użycie szkła barwionego w masie (przyciemnianego) lub zabarwionej folii przekładkowej pozwala na zapewnienie odpowiedniej przepuszczalności promieniowania widzialnego zapewniając zarazem możliwość doboru takiego zabarwienia, które najlepiej pasuje do karoserii pojazdu;
- istnieje kilka metod i technologii umożliwiających ograniczenie intensywności nagrzewania się wnętrza samochodu: nanoszenie metalowej powłoki odbijającej promieniowanie podczerwone lub jego absorpcja przez szkło i folię PVB;
- ochronę przed wpływem promieniowania UV zapewnia folia przekładkowa PVB;
- ograniczenie ryzyka wypadnięcia z pojazdu;
- w porównaniu do szkła hartowanego szkło laminowane wykazuje znacznie lepsze tłumienie akustyczne.
Szyby przednie Cielo
Przykład takiej szyby ilustruje zamieszczona niżej fotografia Opla Astra GTC. Szyba tego rodzaju jest znacznie dłuższa od zwykłych szyb przednich i całą swoją szerokością wchodzi w pokrycie dachowe pojazdu, wypełniając jego przednią część, znajdującą się nad głowami kierowcy i siedzącego obok niego pasażera. Ta nowa i ciągle rozwijająca się koncepcja projektowa znajduje zastosowanie w nadwoziach wielu samochodów, jakie w ostatnich latach zaprezentowano na różnych wystawach motoryzacyjnych organizowanych na całym świecie.
Wydaje się, że projektanci z aprobatą odnoszą się do tej metody intensyfikacji oświetlenia wnętrza pojazdu oraz zwiększenia wrażenia jego przestronności. Wdrożenie do produkcji szyb tego rodzaju wiązało się – rzecz jasna – z opracowaniem nowych wymagań, jakie winni spełnić zarówno dostawcy szkła, jak i folie PVB:
- zapewnienie wymaganej przepuszczalności względnie odbicia/pochłaniania składowych promieniowania słonecznego, w tym utrzymanie na poziomie minimum 75% współczynnika przepuszczalności światła widzialnego w głównym polu widzenia szyby przedniej;
- ograniczenie zagrożenia związanego z oślepieniem przy jednoczesnym utrzymaniu na poziomie nie niższym niż 75% współczynnika przepuszczalności światła widzialnego w głównym polu widzenia szyby.
Pierwszy wymóg można spełnić w oparciu o wykorzystanie obecnie istniejących technologii stoso-wanych w produkcji szyb przednich (zastosowanie szkła refleksyjnego lub szkła absorpcyjnego), co jednak wiąże się z ograniczeniami dotyczącymi pozostałych stref szyby (na obecnym etapie rozwoju techniki nie istnieje jeszcze technologia, która pozwalałaby na dwustopniowe zróżnicowanie własności związanych z przepuszczalnością światła słonecznego przez jedną i tę samą szybę).
Rozwiązaniem proponowanym obecnie przez wytwórców samochodów jest montaż przesłony, która osłoniłaby całą połać dachu pojazdu zabezpieczając zarazem jego wnętrze przed nadmiernym przegrzaniem oraz zapewniając jego właściwe oświetlenie. Wadą tego rozwiązania jest przede wszystkim jego koszt a także fakt, że montaż takiej przesłony byłby równoznaczny z utratą wszystkich korzyści płynących z zastosowania szyb Cielo.
Szkło laminowane o udoskonalonych własnościach akustycznych
Obecnie na całym świecie coraz większą popularność zdobywa sobie wykorzystanie specjalnych folii PVB o ulepszonym tłumieniu akustycznym. Tendencja ta została zapoczątkowana w Europie, wkrótce potem pojawiła się w Stanach Zjednoczonych, a obecnie również w Azji. Zamieszczony wyżej wykres obrazuje lepsze własności tzw. akustycznej folii PVB.
Folia ta jest nadal używana przede wszystkim w szybach przednich w celu obniżenia poziomu szu-mów wywołanych wiatrem i ruchem ulicznym, lecz obecnie szkło laminowane wykonane przy użyciu takiej folii wykorzystywane jest do produkcji szyb bocznych montowanych w takich markach samochodów produkowanych w Europie, jak: Peugeot, Citroen lub Mercedes. U podstaw tej tendencji leży fakt, że zastosowanie tej folii umożliwia produkcję szyb laminowanych przy użyciu cieńszych formatek szkła bez jednoczesnej utraty tłumienia akustycznego szyby. Ocenia się, że w roku 2006 ogólnoświatowy rynek pojazdów wyposażonych w takie szyby zamknął się liczbą 4 mln sztuk i przewiduje się, że do roku 2010 wzrośnie ona do 8 mln.
Ekran przezierny
Wraz ze wzrostem wykorzystania systemów nawigacji satelitarnej wzrasta również ryzyko rozpra-szania uwagi kierowców podczas prowadzenia pojazdu. Inne technologie idą w kierunku wykorzystania urządzeń noktowizyjnych lub kamer wstecznych, jednakże urządzenia te również wymagają opracowania sposobu wyświetlania przekazywanych przez nie informacji. Rozwiązaniem, które coraz częściej jest stosowane w nowoczesnych samochodach w Europie jest przejęta z przemysłu zbrojeniowego technologia ekranów przeziernych. Informacje wyświetlana na tego rodzaju urządzeniach mają postać wirtualnego obrazu przedstawianego na szybie przedniej pojazdu, co pozwala kierowcy na jednoczesne obserwowanie drogi przed pojazdem oraz odczyt informacji przekazywanych np. przez system GPS. W Europie ekrany tego rodzaju są montowane w takich samochodach, jak BWM serii 5, 6 i X5 oraz Citroen C6. 
Najnowsze, rozwijające się technologie
Szkło zmiennobarwne
Przez długi czas prowadzone badania szły w kierunku próby znalezienia takiej szyby, która pozwalałaby użytkownikowi na zmianę intensywności przepuszczania światła. Szyby takie byłyby w pierwszym rzędzie montowane w dachach pojazdów oraz ich tylnej części w celu zacienienia tyłu wnętrza pojazdu.
Szyby takie, oparte na wykorzystaniu efektu elektrochromowego, od pewnego czasu są wykorzystywane w budownictwie, jednakże ich wykorzystanie ograniczono do użycia tzw. szyb przełączalnych (system przełączania włącz/wyłącz), umożliwiających zmianę własności szyby z przezroczystej na półprzezroczystą.
W wypadku samochodów, idealne rozwiązanie powinno spełniać następujące kryteria:
- możliwość wyboru stopnia (intensywności) przepuszczalności światła;
- krótki czas przełączania;
- ciemne zabarwienie;
- rozjaśnienie po włączeniu zasilania i zacienienie po jego wyłączeniu (po zaparkowaniu pojazdu).
Obecnie znany jest jeden przypadek (jednakże w bardzo ograniczonej ilości), w którym dach można „przełączać” w 5 różnych pozycji umożliwiających uzyskanie intensywności przepuszczania światła od 1,5 do 15%. Ponieważ technologia ciągle się rozwija należy się spodziewać, że w przyszłości rozwiązanie to zostanie spopularyzowane, zaś jego cena spadnie.
Lżejsze dachy
Inna technologia, jaka w ostatnich latach pojawiła się w związku z konstrukcją dachów polega na jednoczesnym wykorzystaniu szkła hartowanego oraz folii PVB i warstwy PET. Technologia ta częstokroć nazywana jest technologią dwuwarstwową lub technologią biwarstwy. Powłoka z politereftalanu etylenu nanoszona jest jako powłoka twarda, odznaczająca się odpornością na zarysowania i chroniona przed wpływem wilgoci oraz tlenu przy pomocy folii PVB. Główną zaletą tego rozwiązania jest możliwość zmniejszenia masy szyby (szkło hartowane odznacza się wyższą wytrzymałością mechaniczną niż zwykłe szkło float) przy jednoczesnym zachowaniu korzyści płynących z wykorzystania szkła laminowanego (bezpieczeństwo, ochrona przed promieniowaniem UV, tłumienie akustyczne).
Wnioski
Przemysł motoryzacyjny ciągle się rozwija, w związku zaś z wagą przykładaną do kwestii zmniejszenia emisji CO2 i wynikającą stąd m.in. potrzebą ograniczenia zużycia paliwa lub ograniczenia do niezbędnego minimum masy pojazdu, będzie w nadchodzących latach wymagał coraz szybszego wprowadzania zmian. Jednocześnie, z uwagi na dużą liczbę śmiertelnych lub powodujących poważne obrażenia wypadków samochodowych, społeczeństwo coraz większy nacisk kładzie na bezpieczeństwo – dużą wagę przykłada się aktualnie do takich kwestii, jak zapewnienie bezpieczeństwa ruchu pieszych, czy też zmniejszenie ryzyka wypadnięcia z pojazdu.
W celu zaoferowania użytkownikom lepszych i bezpieczniejszych pojazdów wprowadzono wiele „pasywnych” oraz „aktywnych” środków bezpieczeństwa, jednocześnie jednakże ludzie pragną uzyskać coraz to wyższy komfort użytkowania swoich pojazdów (interesujące wnioski można wyciągnąć obserwując np. wzrost liczby samochodów wyposażonych w instalacje klimatyzacyjne, jaki na przykład na przestrzeni ostatnich 10 lat odnotowano w Europie).
Coraz bardziej nasila się tendencja do wykorzystywania szkła laminowanego w produkcji innych niż przednie szyb samochodowych – to bowiem szkło zapewnia użytkownikowi wiele korzyści, a mianowicie:
- bezpieczeństwo;
- zabezpieczenie przed włamaniem;
- tłumienie akustyczne;
- odpowiednie wykorzystanie energii słonecznej;
- ochronę przed promieniowaniem UV;
- różnego rodzaju zabarwienie… a wkrótce być może możliwość korzystania z szyb zmiennobarwnych lub innych nowych cech użytkowych pojazdu, które aktualnie znajdują się jeszcze na etapie badawczo-wdrożeniowym.
Michel Van Russelt
Prezes AAGMA[1]
Artykuł pochodzi z materiałów konferencji
Glass Performance Days 2009 w Tampere.
[1] [AAGMA = Advanced Automotive Glazing Manufacturers Association – Stowarzyszenie Wytwórców Nowoczesnego Szkła Motoryzacyjnego]

Całość artykułu w wydaniu drukowanym i elektronicznym
patrz też:
- Wstępne badania typu szkieł bezpiecznych i szkła termicznie wzmocnionego , Zofia Pollak, Świat Szkła 3/2010
- Samochodowe szyby przednie Część 2 , Tomasz Zduniewicz, Świat Szkła 1/2010
- Samochodowe szyby przednie. Część 1 , Tomasz Zduniewicz, Świat Szkła 7-8/2009
- Podstawy prawne homologacji typu oszkleń bezpiecznych , Tadeusz Tarczoń, Świat Szkła 4/2009
- Materiały oszkleniowe dla pojazdów mechanicznych wg amerykańskiej normy ANSI/SAE Z26.1:1996 , Tadeusz Tarczoń, Świat Szkła 9/2008
- Szyby w nowoczesnych samochodach , Wiesław Wielgołaski, Świat Szkła - Szyby samochodowe II
- Przyciemnianie szyb samochodowych a homologacja , Tadeusz Tarczoń, Świat Szkła - Szyby samochodowe II
- Najnowsze tendencje na rynku klejów poliuretanowych do montażu szyb , Maciej Nawrot, Świat Szkła - Szyby samochodowe II
- Wymagania jakościowe dla szyb samochodowych według normy amerykańskiej ANSI Z26.1 oraz norm w koncernach europejskich , Tadeusz Tarczoń, Świat Szkła - Szyby samochodowe II
- Bezpieczeństwo w aucie , Świat Szkła - Szyby samochodowe II
- Badania eksperymentalne różnych materiałów stosowanych w szkle laminowanym w charakterze przekładek , Bernhard Weller, Jan Wünsch, Kristina Härth, Świat Szkła - Szyby samochodowe II
więcej informacji: Świat Szkła 3/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 3/2010
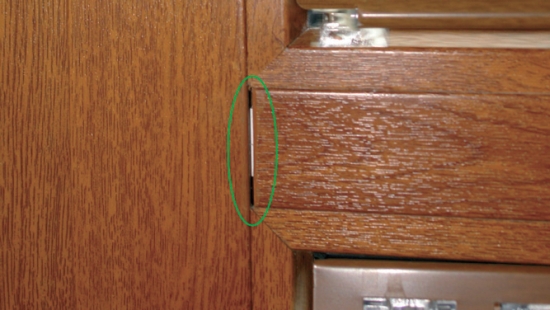
Zakład Konstrukcji i Elementów Budowlanych Instytutu Techniki Budowlanej przedstawia kolejną część najbardziej powtarzalnych wad okien – tym razem z PVC. Wady są tak liczne i wszechobecne, że i one zostały podzielone na kilka sekcji a jako, że zima za nami, to przedstawione zostały skutki jej działania na takie „oknopodobne” wyroby naszych rodzimych (niestety) producentów.

Fot. 1. Wyroszenia na szybach mogą się pojawiać – przyczyna zazwyczaj leży w niedostatecznej wentylacji pomieszczeń (zbyt szczelne okna !!!). Lecz lód na ramach to już element złego wykonania okien.

Fot. 2. Śnieg przewiewany przez przylgi zamkniętego okna.
Fot. 3. Szron na zawiasie, przylga w skrzydle uszczelniona kawałkiem szmatki.
Fot. 4. Lodowe sople.

Fot. 5. Zalodzone ramy i styk parapetu z oknem.

Fot. 6. Lód pod ramą, mokra ściana.
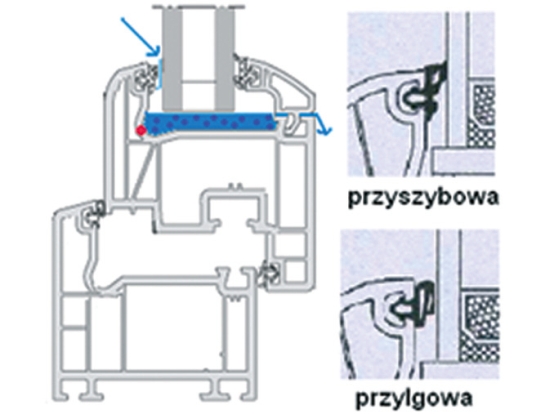
Rys. 1. Przyczyny wciekania wody pod szybę – nieszczelne uszczelki, uszczelki za cienkie, za krótkie, brak odwodnień wrębów, odwodnienia niedrożne lub pozasłaniane (np. podkładkami).
Rys. 2. Rysunek wyjaśnia, jak woda wcieka pod szyby – uszczelki są za cienkie.

Fot. 7. Wyjęta szyba. Widać rdzawe plamy z przecieków. Podkładka zasłania odwodnienia.

Fot. 8. Pozostawione wiórki z frezowania ram skutecznie zasłaniają odwodnienia. Podkładka szkląca jest na wysokości otworu.

Fot. 9. W tym oknie woda ścieka z górnej kwatery (naświetla) przez nieuszczelniony styk rygla z ramą. A rygle nie mają odwodnień. Część wody wcieka w rygiel, w komorę z usztywnieniem i powoduje korozję usztywnienia.

Fot. 10. Za krótka uszczelka przyszybowa. Mogła być za mocno naprężona („oszczędność” uszczelek przez ich mocne naciąganie przy zakładaniu). W otwór wcieka woda.

Fot. 11. Uszczelka zagnieciona na końcu i wciśnięta do środka – tu też jest dziura.
Fot. 12. Za krótka uszczelka, źle podfrezowany koniec rygla. W efekcie – szczelina w oknie.
Fot. 13. Rygiel w styku z ramą skrzydła – źle podfrezowany lub niedokręcony. Takie niedokręcone rygle rozpychają skrzydła.
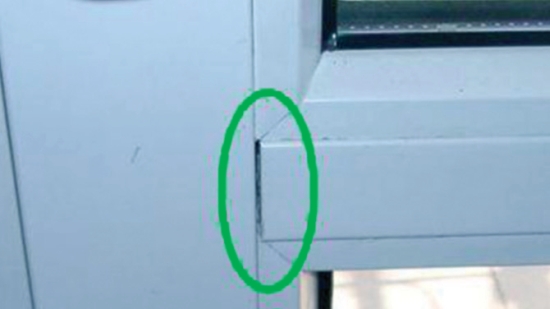
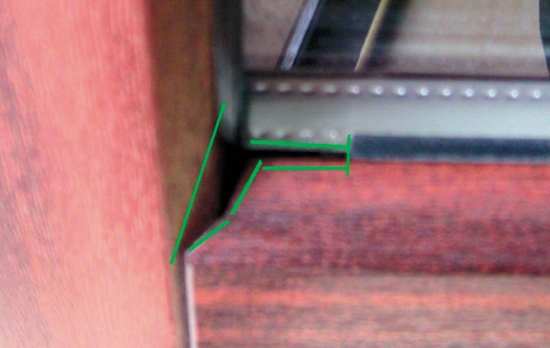
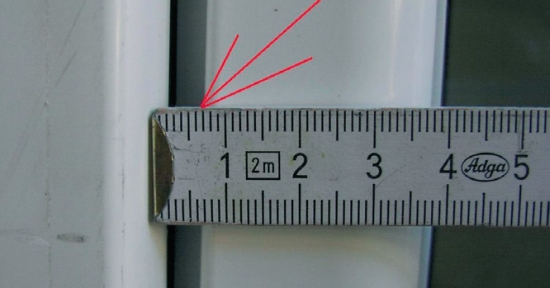
Fot. 14. Tu szczelina ma ok 3 mm.
Fot. 15. Pęknięte naroże, rozerwany zgrzew – miejsce wciekania wody w ramy okna.
Fot. 16. Pęknięty zgrzew. Z upływem czasu szczelina będzie się powiększać.

Fot. 17. Tu z kolei widać za mocne podfrezowanie zgrzewu, które go osłabiło.
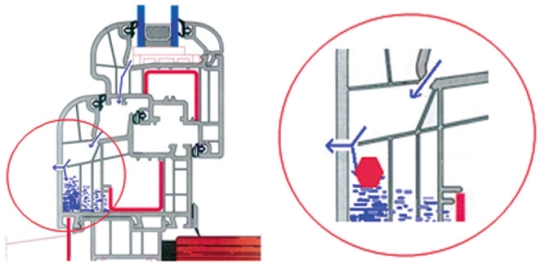
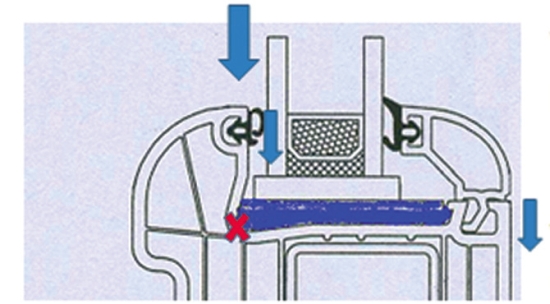
Rys. 3. Oprócz wad powodujących wciekanie wody w profile i we wręby, pokazanych na zdjęciach, częstą przyczyną jest niewłaściwe wyfrezowanie odwodnień zewnętrznych. Przy frezowaniu naruszona zostaje żeberko poziome rozdzielające komory zewnętrzne. Woda spływa do dolnej komory skąd nie ma ujścia.
Kolejne przyczyny nieszczelności to okucia – nieustawione, źle ustawione, niesystemowe, niewłaściwie dobrane, lub po prostu ich brak. Przyczyn jest dużo. Za dużo, bo „oszczędności” na okuciach w nieodwracalny sposób powodują obniżenie funkcjonalności okien.

Fot. 18. Ruchomy, obluzowany zaczep.

Fot. 19. Pomyłka przy produkcji – zaczep i rolka rozmijają się – brak sprzęgu skrzydeł.

Fot. 20. Śrubokręt swobodnie można wsunąć pod skrzydło. Zawias z rozwórką w drzwiach balkonowych nie jest w stanie utrzymać szczelności i skrzydło rozszczelnia się. Tu oprócz zawiasu powinny być zaczepy okucia.

Fot. 21. Przyczyna jest prozaiczna – rolka jest a zaczepu brak. Okucia nie mają sprzęgu.

Fot. 22. Dolne okucie też się nie sprzęga. Albo skrzydło jest uniesione i rolka nie zapina się o zaczep lub też poprzesuwane są skrzydła.

Fot. 23. Tu okucie jest, ale zaczep (podłużny element) jest za nisko i rolka nie spina się z nim.

Fot. 24. Takie zaczepy, tzw. koguty, działające na zasadzie docisku, są mało przydatne. Napór wiatru czy wyginanie ram od nagrzewania sprawia, że takie zaczepy się rozpinają.

Fot. 25. Zaczep „kogut” jest niekompletny.

Fot. 26. Przy tak szerokich skrzydłach – powyżej 90 cm – zaczepy powinny być również w poziomych ramach, dolnych i górnych.

Fot. 27. Od zewnątrz i na parapecie i na krawędzi ramy śnieg leży i „dziura” w oknie.

Fot. 28. Śnieg jest też pod skrzydłem – wpada w „dziurę”, przyczyna: brak zaczepu.

Fot. 29. Kolejne niedoróbki. Brak odwodnień – powinny być dwa odwodnienia.

Fot. 30. Brak odwodnień i na dodatek brak uszczelnienia styku rygla z ramą.

Fot. 31. Dziury nawiercone w ramie (na ramie stale rosiła się wilgoć), po wywierceniu tych otworów z ram okna wyciekło wiaderko wody.

Fot. 32. Linia narysowana (przy zamkniętym skrzydle) wskazuje o ile wklęsła się rama skrzydła. Przyleganie skrzydła na ościeżnicę powinno być równe i wynosić 8 mm w każdym systemie okien PVC. Wklęśnięcie ram jest powszechne przy niedostatecznie sztywnych ramach – np. gdy zastosowano usztywnienia z cienkiej blachy – 1 mm.
Fot. 33. Wklęśnięcie ram o ok. 8 mm.
Fot. 34. Wklęśnięcie ram to jedna wada. Wadą odwrotną jest wybrzuszenie ram (zbeczkowanie). Ramy mogą się w taki stopniu wybrzuszyć, że otworzenie skrzydeł nie jest możliwe.

Fot. 35. Wybrzuszone, niedomykające się skrzydła. Zaczepy okuć zahaczają o ramy skrzydła. Skrzydeł nie można zamknąć. Jak są zamknięte, to nie można ich otworzyć.

Fot. 36. Na dole skrzydeł jest wszystko w porządku – szczelina ma wymagane 8 mm.

Fot. 37. Inne drobne wady powodujące nieszczelności okien. Uszczelka przylgowa wypada z kanału – jest za mocno naprężona.

Fot. 38. Za krótka listwa przyszybowa.

Fot. 39. Tu też listwa jest za krótka.

Fot. 40. Przykład niedoczyszczonego zgrzewu. Tłumaczenie „że to dla zwiększenia nośności naroża” jest pozbawione logiki.

Fot. 41. Tu zgrubienia widoczne są bardzo wyraźnie – woda wcieka pod okno.

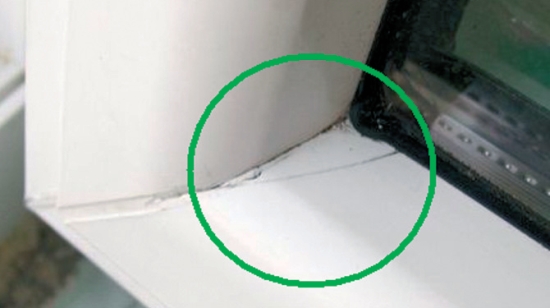
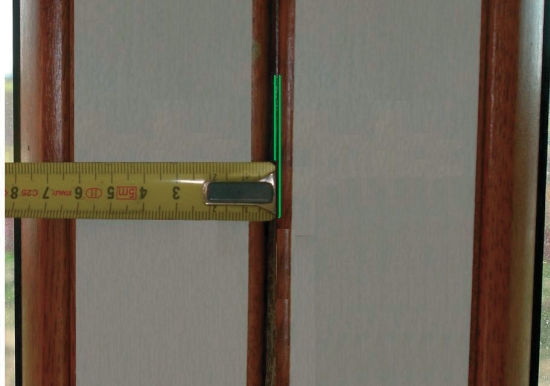
Fot. 42. Szczelina w styku słupka z ramą – 4 mm – górna rama wygięła się do góry.

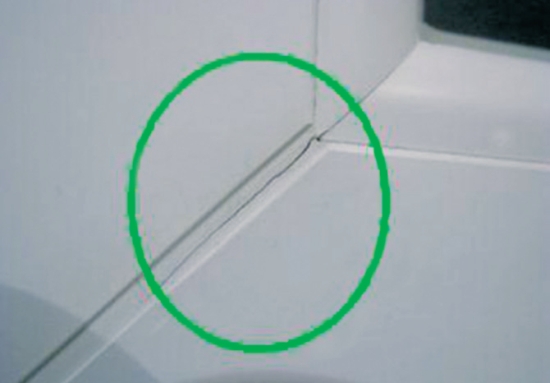
Fot. 43. Rozerwany słupek na złączu. Brak uszczelnienia pod słupkiem.

Fot. 44. Pęknięty narożnik.

Fot. 45. Wypięta listwa zasuwnicowa. Najczęściej przyczyną jest nadmierne tarcie w rowku okuciowym i listwa z rowka wypina się.
Kolejne fotki to przykłady okien wypaczonych od nagrzewania słonecznego. Przyczyn wyginania profili pod wpływem słonecznego nagrzewania może być i jest wiele. Za wiele.
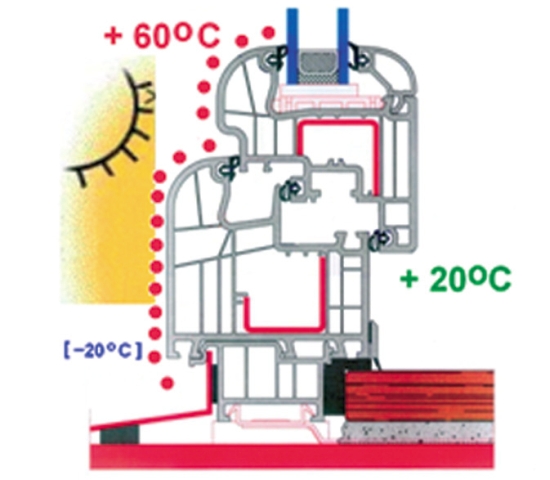
Rys. 4. Nagrzewanie słoneczne okna.
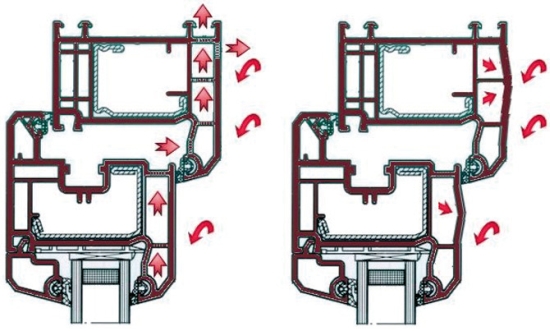
Rys. 5. Profile z lewej strony mają otwory odprężające i gorące powietrze z komór odpływa. Profile z prawej odprężeń nie mają i gorące powietrze nie mając ujścia rozszerza się i odkształca nagrzane ścianki komór.

Fot. 46. Wybrzuszone powierzchnie profili.
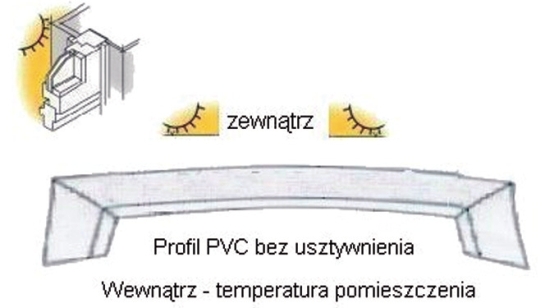
Rys. 6. W okresie letnim – od nagrzewania – profile wyginają się zazwyczaj na zewnątrz.
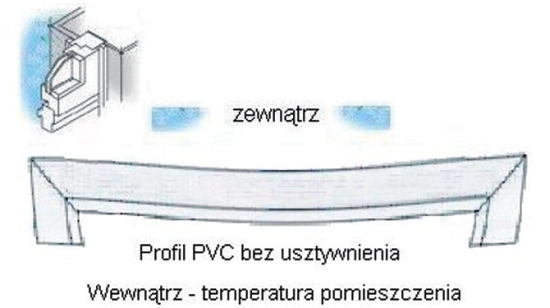
Rys. 7. T W okresie zimowym – profile wyginają się zazwyczaj do wewnątrz.
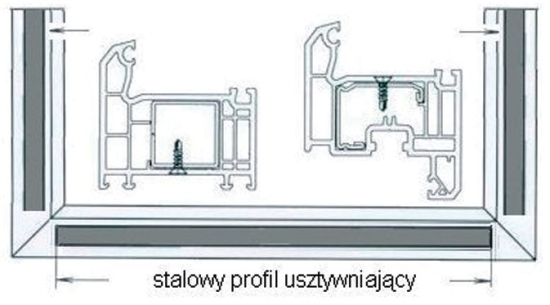
Rys. 8. Prawidłowo usztywnione profile są odporne na odkształcenia – blacha odpowiedniej grubości, wkręty we właściwym rozstawie.
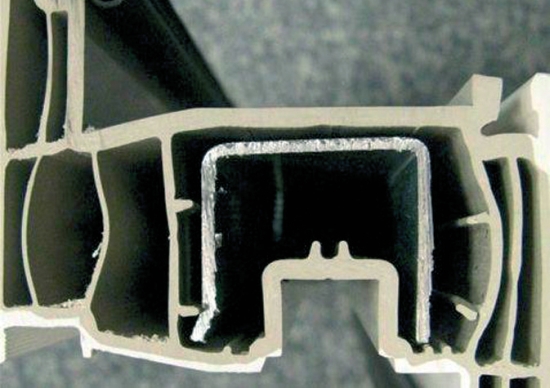
Fot. 47. Przy tak powyginanych ściankach wewnętrznych stalowe usztywnienia nie trzymają profili PVC. I jak przy takich ściankach frezować odwodnienia? Przecież będą niedrożne.
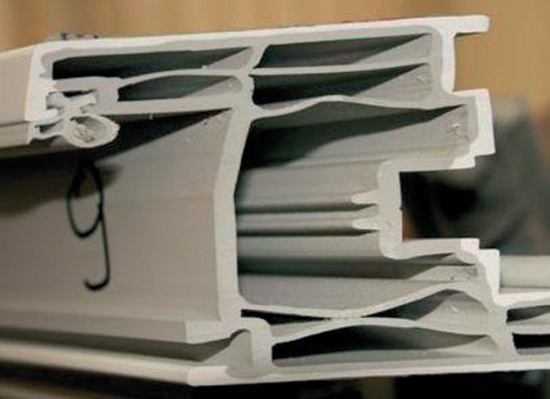
Fot. 48. Boczne komory praktycznie nie istnieją. Ścianki „posklejały” się.

Fot. 49. Powyginane ramy skrzydeł].

Fot. 50. Wygięcie ramy – ponad 5 mm.

Fot. 51. Widać odcisk stalowego usztywnienia – to też od nagrzania okien.

Fot. 52. Drobne wady inne. „Przypalony” profil – podobno tak działają gorące źródła ciepła.
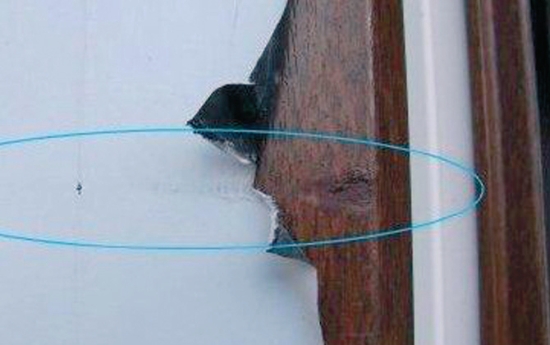
Fot. 53. Uszkodzenie mechaniczne.
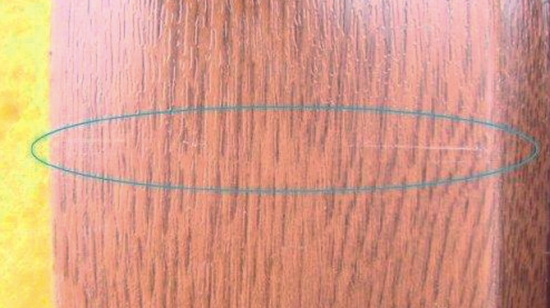
Fot. 54. Profil zarysowany – drobna rysa – ale nie do usunięcia.

Fot. 55. Uszkodzenie przez zaczep. Takie drobne mechaniczne uszkodzenia mogą się przytrafić każdemu producentowi.
Kolejne – ostatnie już zdjęcia to skutek bezmyślności

Fot. 56. Próba malowania okna PVC. Nie ma farb do malowania okien PVC – można to jedynie wykonać fabrycznie u producenta profili i to specjalnymi farbami. Malowanie „domowe” przez producenta okien kończy się jak widać.

Fot. 57. Kremowo-białe okno.

Fot. 58. Producent okien, sam lub w jakimś warsztacie pomalował białe okna kremowo-białą farbą. Już po roku farba złazi całymi płatami (białe plamki), a naklejona taśma malarska zastosowana przy tynkowaniu ścian – jako ochrona okien nie da się usunąć. Po prostu wrosła w powierzchnię okien.

Fot. 59. A to jest ochronna folia pozostawiona na ramach okien – już nie do usunięcia.
Jerzy Płoński
Instytut Techniki Budowlanej
Zakład Konstrukcji i Elementów Budowlanych
Całość artykułu w wydaniu drukowanym i elektronicznym
wszystkie części artykułu:
Czy Twoje okna też są takie? Część 1 , Jerzy Płoński, Świat Szkła 1/2010
Czy Twoje okna też są takie? Część 2 , Jerzy Płoński, Świat Szkła 2/2010
Czy Twoje okna też są takie? Część 3 , Jerzy Płoński, Świat Szkła 3/2010
Czy Twoje okna też są takie? Część 4 , Jerzy Płoński, Świat Szkła 4/2010
Czy Twoje okna też są takie? Część 5 , Jerzy Płoński, Świat Szkła 10/2011
Czy Twoje okna też są takie? Część 6 , Jerzy Płoński, Świat Szkła 1/2012
patrz też:
Wady montażu i wykonania okien. Część 1, Jerzy Płoński, Świat Szkła 4/2006
Wady montażu i wykonania okien. Część 2, Jerzy Płoński, Świat Szkła 5/2006
Wady montażu i wykonania okien. Część 3, Jerzy Płoński, Świat Szkła 6/2006
Wady montażu i wykonania okien. Część 4, Jerzy Płoński, Świat Szkła 7-8/2006
Wady montażu i wykonania okien. Część 5, Jerzy Płoński, Świat Szkła 9/2006
Wady montażu i wykonania okien. Część 6, Jerzy Płoński, Świat Szkła 11/2006
więcej informacji: Świat Szkła 3/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 3/2010
Rewolucyjny system fasadowy Schüco E2 to pierwsze rozwiązanie pozwalające w niewidoczny sposób zintegrować poszczególne funkcje zarządzania energią w ramach osłony budynku i to bez ingerencji w sferę architektoniczną obiektu.
Powłoka budynku już dziś jest czymś więcej niż tylko ozdobą. Staje się centralnym elementem racjonalnego zarządzania energią w budynku, przewidującego nie tylko jej oszczędzanie lecz także pozyskiwanie z otoczenia. Inteligentna konstrukcja sprawdzonego systemu modułowego Schüco E2 obejmuje elementy otwierane, zdecentralizowaną wentylację, ochronę przeciwsłoneczną oraz technikę solarną.
- Szczegóły
- Kategoria: Wydanie 3/2010
Optymalne wykorzystanie szkła w fasadach to problem znany wszystkim projektantom elewacji: kiedy należy zastosować szkło przeciwsłoneczne, a kiedy termoizolacyjne? Prawidłowa odpowiedź na to pytanie uzależniona jest od wielu różnych czynników. Decydujący wpływ mogą tu mieć takie okoliczności, jak np. orientacja projektowanej elewacji, udział powierzchni przeszklonej w całkowitej powierzchni fasady oraz przeznaczenie pomieszczeń budynku.
Przy doborze odpowiedniego przeszklenia fasady, względnie oszklenia okien, należy koniecznie uwzględnić przeznaczenie budynku. Bowiem wymagania stawiane w wypadku budynku mieszkalnego będą się różnić od stawianych przed budynkiem biurowym. Na etapie projektowania istotne znaczenie będą miały różne parametry techniczne – np. współczynnik przenikania ciepła przez przeszklenie (Ug), współczynnik całkowitej przepuszczalności energii (g), współczynnik przepuszczalności światła (TL) oraz selektywność szkła (współczynnik odwzorowania barw Ra) względnie neutralność odwzorowania barw przez przeszklenie (objaśnienia – patrz ramka informacyjna).

Jakie przeszklenie będzie najlepsze? Przeszklenie zorientowanej na południe elewacji biurowca będzie „przenosić” mniejszą energię promieniowania słonecznego (mniejszy wsp. g) niż szkło zamontowane w elewacji zorientowanej na północ. Dlatego też w zależności od orientacji elewacji stosowane są różne rodzaje oszkleń.
Prywatne budynki mieszkalne – zasady przeszkleń
W wypadku przeszkleń prywatnych budynków mieszkalnych zazwyczaj dążymy do tego, by zastosować szkło odznaczające się neutralnością odwzorowania barw, możliwie niskim współczynnikiem przenikania ciepła (Ug) oraz wysoką przepuszczalnością promieniowania słonecznego – jest to bowiem prosty sposób wykorzystania energii słonecznej pozwalający również na obniżenie kosztów ogrzewania budynków. Natomiast współczynnik przepuszczalności światła szkła (TL) powinien być możliwie jak największy – tak, aby można było ograniczyć do niezbędnego minimum potrzebę korzystania z oświetlenia sztucznego. Zatem stosowane do przeszkleń prywatnych budynków mieszkalnych szkło termoizolacyjne winno spełniać następujące wymagania:
- współczynnik Ug = jak najmniejszy
- współczynnik g = jak największy
- współczynnik TL = jak największy
- współczynnik Ra = jak największy
Przykładem odpowiedniego przeszklenia byłoby tutaj wytwarzane przez koncern Pilkington miękkopowłokowe szkło niskoemisyjne Optitherm S3, zastosowane w szybie termoizolacyjnej 4-16-4 (tzn. szyba o grubości 4 mm – komora termoizolacyjna grubości 16 mm – szyba 4 mm).
Poszczególne współczynniki przyjmowałyby w tym wypadku wartości: Ug=1,1 W/m2K; g=61%; TL=80% oraz Ra=97.
Strukturalne przeszklenia biurowca
Kryteria stosowane w wypadku narażonych na oddziaływanie wiatru biurowców o przeszklonych fasadach są w zasadzie takie same, jak w wypadku prywatnych budynków mieszkalnych. Z punktu widzenia uzyskania odczuwalnej obniżki kosztów ogrzewania w okresie zimowym, także i w tym wypadku pożądana będzie niska wartość współczynnika Ug. W przeciwieństwie jednakże do opisanego już przykładu prywatnego domu mieszkalnego, w wypadku biurowca częściej zaistnieje potrzeba ograniczenia ilości energii słonecznej przepuszczanej do wnętrza budynku. Wynika to stąd, że eksploatowane w biurowcu komputery, monitory, drukarki oraz – rzecz jasna – pracujący w nim ludzie stanowią samoistne źródła ciepła (wewnętrzne obciążenie cieplne). Pomimo to jednakże istnieje tendencja to tego, by nie rezygnować z wykorzystania tej naturalnej cechy szkła, jaką jest jego przejrzystość. Z jednej strony bowiem podwyższa ona komfort pracy w pomieszczeniu, z którego można rzucić okiem na otoczenie zewnętrze, z drugiej zaś poprzez zwiększenie udziału powierzchni przeszklonych w całkowitej powierzchni elewacji umożliwia znaczne ograniczenie potrzeby wykorzystania oświetlenia elektrycznego, niezbędnego w pomieszczeniach słabo oświetlonych. Tak więc wymagania, jakie powinno spełniać szkło przeciwsłoneczne wykorzystywane w biurowcach kształtują się następująco:
- współczynnik Ug = jak najmniejszy
- współczynnik g = jak najmniejszy
- współczynnik TL = jak największy
- współczynnik Ra = jak największy
W przeciwieństwie do szkła termoizolacyjnego zastosowanie szkła przeciwsłonecznego wiąże się z dążeniem do obniżenia wartości współczynnika g. Jednocześnie – podobnie, jak ma to miejsce w wypadku szkła termoizolacyjnego – pożądane jest uzyskanie oszklenia charakteryzującego się niską wartością współczynnika Ug, możliwie jak największą wartością współczynnika przepuszczalności światła oraz neutralnością odwzorowania barw.
Dobór optymalnego przeszklenia komplikuje nieco fakt, że współczynnik całkowitej przepuszczalności energii g oraz współczynnik przepuszczalności światła TL są w pewnym stopniu uzależnione od siebie – bliższe zrozumienie tej kwestii umożliwia przedstawiona niżej uproszczona analiza: wykres 1 przedstawia rozkład promieniowania słonecznego padającego na Ziemię. Obejmuje ono zakres odznaczającego się wysoką energią promieniowania ultrafioletowego (UV; pasmo oznaczone kolorem lila po lewej stronie wykresu), które przechodzi w promieniowanie widzialne (zakres oznaczony kolorem turkusowym), przechodzące wreszcie w promieniowanie podczerwone.
Dla każdego z tych trzech zakresów promieniowania oszklenie działa jak filtr. Współczynnik przepuszczalności światła wspomnianej już wcześniej szyby termoizolacyjnej wykonanej przy użyciu szkła Pilkington Optitherm S3 wynosi 80%. Oznacza to, że powierzchnia pola oznaczającego na wykresie zakres promieniowania widzialnego (kolor turkusowy) po przejściu przez tę szybę zostanie zmniejszona do 80% swej pierwotnej wielkości.
Omówienie bezpośredniej przepuszczalności energii wiąże się z koniecznością uwzględnienia wszystkich trzech zakresów (promieniowanie UV+widzialne+IR). W wypadku opisanej wyżej, przykładowej szyby zespolonej przedstawiona na wykresie całkowita powierzchnia tych trzech zakresów promieniowania zostanie zredukowana do 54% jej poprzedniej wielkości. Współczynnik całkowitej przepuszczalności energii g stanowi sumę współczynnika bezpośredniej przepuszczalności energii TE oraz tzw. współczynnika wtórnego oddawania ciepła qi (promieniowanie słoneczne powoduje nagrzewania się szkła. Część tego ciepła zostanie z powrotem odprowadzona do otoczenia). W omawianym przykładzie mamy:
g = TE + qi = 54% + 7%.
Jak już wspomniano, istnieje tendencja do obniżania wartości współczynnika g poprzez zastosowanie w przeszkleniach strukturalnych szkła przeciwsłonecznego. Oznacza ona zmniejszenie całkowitej powierzchni ograniczonej krzywą rozkładu promieniowania (promieniowanie: UV+widzialne+IR). Ponieważ szkło przeciwsłoneczne powinno zarazem odznaczać się możliwie największą wartością współczynnika całkowitej przepuszczalności światła (tzn. współczynnika przepuszczalności promieniowania widzialnego) doskonałe szkło przeciwsłoneczne będzie nieprzepuszczalne dla promieniowania UV oraz IR (patrz wykres 2).
Jak wynika z wykresu 2, doskonałe szkło przeciwsłoneczne wykazuje największą przepuszczalność promieniowania świetlnego (widzialnego), toteż jej wartość przyjęto za równą 100%. Jednakże przy obliczaniu wartości współczynnika g konieczne jest uwzględnienie udziału wszystkich trzech zakresów promieniowania.
Jakkolwiek w wypadku doskonałego szkła przeciwsłonecznego zarówno promieniowanie UV, jak i IR nie mają żadnego wpływu na jego przepuszczalność, wartość współczynnika g takiego szkła nie będzie równa 0, albowiem prawie połowa energii promieniowania słonecznego przenoszona jest w paśmie promieniowania widzialnego. Dlatego też w opisanym tu przykładzie wartość współczynnika g doskonałego szkła przeciwsłonecznego będzie wynosić około 50%.
Ponadto spadek przepuszczalności promieniowania widzialnego powoduje obniżenie wartości zarówno współczynnika przepuszczalności światła TL, jak i współczynnika całkowitej przepuszczalności energii g. Zależność tę można również w zrozumiały sposób objaśnić na przykładzie naszych produktów.
Szkło o nazwie handlowej Pilkington Suncool jest cechowane przy użyciu dwóch liczb. Pierwsza z nich oznacza współczynnik przepuszczalności promieniowania świetlnego, druga natomiast wartość współczynnika całkowitej przepuszczalności energii promieniowania. Na rynku występują rodzaje szkła oznaczane w następujący sposób: 70/35; 66/33; 50/25; 40/22 oraz 30/17.
Jak widać selektywność szkła odznaczającego się neutralnością odwzorowania barw, tzn. stosunek współczynnika przepuszczalności światła TL do współczynnika g, pozostaje równa ok. 2. Teoretycznie rzecz biorąc, można uzyskać lepsze wartości współczynnika selektywności, w tym celu jednakże należy koniecznie wyeliminować fale o niektórych zakresach długości z promieniowania widzialnego, co jednak będzie miało wpływ na kolor przeszklenia.
Promieniowanie słoneczne padające na powierzchnię Ziemi
Seminarium: „Szkło w budownictwie”
Frankfurt n/Menem, 30.07.09
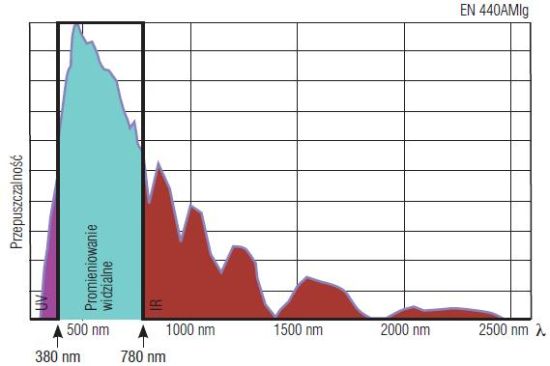
Wykres 1. Rozkład promieniowania słonecznego: powyższy wykres przedstawia zarówno pasmo promieniowania widzialnego dla człowieka, jak i pasma promieniowania niewidzialnego.
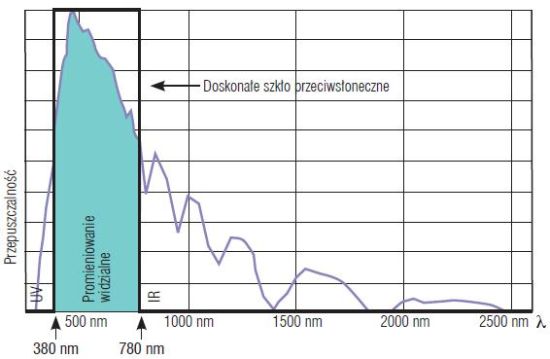
Wykres 2. Doskonałe szkło przeciwsłoneczne jest nieprzeźroczyste dla promieniowania ultrafioletowego (UV) i podczerwonego (IR), tzn. szyba taka nie przepuszcza ani promieni UV, ani IR.
Strony świata a dobór rodzaju szkła
Jak dla określonego obiektu budowlanego dobrać „właściwe” szkło przeciwsłoneczne? Aby znaleźć odpowiedź na to pytanie projektant winien z zasady zaangażować specjalistę w dziedzinie klimatyzacji, który dokładnie wyliczy, jakie są dopuszczalne wartości współczynnika g.
Z technicznego punktu widzenia najlepszym rozwiązaniem jest dobór szkła wysokoselektywnego, które umożliwia jednoczesne uzyskanie wyliczonej wartości współczynnika g oraz dwukrotnie większej wartości współczynnika przepuszczalności światła. Dążenie to ma na celu zapewnienie, że znajdujące się za przegrodą szklaną pomieszczenie będzie jak najlepiej oświetlone, jasne oraz będzie się odznaczać niewielkim zapotrzebowaniem energii elektrycznej potrzebnej do jego sztucznego oświetlenia.
Przykład: obliczona wartość współczynnika g wynosi 25%. Optymalnym zatem rozwiązaniem będzie zastosowanie takiego szkła, którego współczynnik przepuszczalności promieniowania świetlnego będzie wynosił 50% przy jednoczesnym utrzymaniu współczynnika całkowitej przepuszczalności energii promieniowania na poziomie 25%. Odpowiednim dla tego przykładu rodzajem szkła byłoby szkło Pilkington Suncool 50/25.
W odznaczających się różną orientacją elewacjach budynków należy stosować różne rodzaje szkła, np. po stronie północnej szkło o wyższej przepuszczalności światła, po stronie południowej o mniejszej. Wskutek tego elewacja biurowca zorientowana na południe będzie wymagała zastosowania szkła o niższej wartości współczynnika g, niż elewacje zorientowane na północ, wschód lub zachód. Pomimo to jednak zorientowane w kierunku różnych stron świata elewacje biurowców są wykonywane przy użyciu tego samego rodzaju szkła przeciwsłonecznego, ponieważ projektanci chcą zachować jednakowy wygląd budynku ze wszystkich stron.
Z tego też dokładnie powodu np. wdrożono produkcję szkła Pilkington Suncool 70/35, które pomimo zróżnicowanych parametrów technicznych jest pod względem optycznym bardzo zbliżone do szkła Suncool 50/25. Jest to produkt, który wychodzi naprzeciw dążeniom projektantów do zachowania jednolitej optyki różnych stron budynku, a jednocześnie stanowi rozwiązanie optymalne z punktu widzenia nie tylko technicznego, lecz również zachowania odpowiednich warunków klimatycznych w budynku.
Parametry techniczne określające własności oszklenia
* współczynnik Ug (współczynnik przenikania ciepła): wielkość ta opisuje strumień (stratę) ciepła przechodzącego z wnętrza pomieszczenia na zewnątrz[1]. Wynosząca 0,7 W/m2K wartość tego współczynnika oznacza, że zmiana temperatury o 1 stopień spowoduje przepływ przez 1 metr kwadratowy powierzchni przeszklenia (od wewnątrz na zewnątrz) strumienia ciepła o mocy 0,7 W (tzn. strumienia powodującego stratę ciepła w wysokości 1 dżula w ciągu 1 sekundy). Jest to wielkość oznaczająca stratę ciepła, toteż im mniejszą wartość ma ów współczynnik, tym lepsze są termoizolacyjne własności przeszklenia.
* współczynnik g (współczynnik całkowitej przepuszczalności energii): wielkość ta opisuje indywidualną własność szkła odpowiadającą jego rodzajowi, która umożliwia przepływ energii (od zewnątrz do wewnątrz) i osiągnięcie tzw. „zysku energetycznego”.
* współczynnik przepuszczalności promieniowania świetlnego (TL): wielkość ta opisuje udział padającego na przegrodę widzialnego promieniowania świetlnego, przepuszczonego przez przeszklenie budynku. Oko ludzkie dostrzega promieniowanie o długości fal w zakresie między 380 i 780 nm.
* selektywność: jest to stosunek współczynnika przepuszczalności światła do współczynnika całkowitej przepuszczalności energii.
* barwa/obojętność przeszklenia: ta wielkość jest trudna do opisania. Współczynnik odwzorowania barw Ra opisuje zmianę barwy danego obiektu jako rezultat wpływu światła przepuszczonego przez pokryte powłoką szkło. Wartość Ra=100 stanowi teoretyczne optimum. Wartość >80 oznacza dobre odwzorowywanie barw. Przy wartości Ra>90 mówimy o bardzo dobrym odwzorowywaniu barw.
[1] „zewnątrz” oznacza tu ośrodek o niższej temperaturze, zaś „wewnątrz” – ośrodek o wyższej.
Christoph Troska
Pilkington Deutschland AG
Glaswelt 1/2010
Całość artykułu w wydaniu drukowanym i elektronicznym
więcej informacji: Świat Szkła 3/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 3/2010
W dniu 4 stycznia, nastąpiło oficjalne otwarcie najwyższego budynku świata − Burj Khalifa w Dubaju. Pierwotną nazwą była Burj Dubai (Wieża Dubaju), jednak wieżowiec otrzymał nową nazwę na cześć Szejka Khalifa bin Zayed Al Nahyan, jako podziękowanie za wielomiliardowe wsparcie finansowe budowy wieży o wysokości 828 m. Szejk Khalifa jest władcą sąsiedniego emiratu Abu Dhabi, a także prezydentem Zjednoczonych Emiratów Arabskich.
Firma Architektoniczna Skidmore, Owings and Merrill zaprojektowała budynek, w którym znajdują się luksusowe apartamenty, hotele i biura, umieszczone w trzech skrzydłach osadzonych dookoła sześciokątnego rdzenia. Skrzydła są wzajemnie połączone przyporami, a ich szkielety zwężają się wraz z wysokością w celu ograniczenia obciążenia wiatrem. 192 betonowe słupy o długości do 50 metrów służą dodatkowo do osadzenia budynku w piaszczystym gruncie. Pale rozpraszają obciążenia dzięki poziomym siłom tarcia.
- Szczegóły
- Kategoria: Wydanie 3/2010
Po wstąpieniu Polski do Unii Europejskiej w 2004 r. nastąpił okres przyśpieszonej restrukturyzacji i modernizacji gospodarki, czemu sprzyjał wzrost dochodów i aspiracji konsumpcyjnych społeczeństwa. Po kilku latach dobrej koniunktury w polskiej gospodarce jeszcze w pierwszym półroczu 2008 notowano wysokie tempo wzrostu gospodarczego, ale od trzeciego kwartału wzrastały trudności w wielu dziedzinach,
na co nałożył się kryzys na rynkach finansowych światowych i europejskich i coraz wyraźniejsza dekoniunktura w gospodarkach tych krajów.
Tendencje makroekonomiczne, budownictwo, przemysł szklarski
Malały inwestycje, zmniejszał się napływ inwestycji zagranicznych, warunki uzyskania i dostępność kredytów były coraz trudniejsze dla firm. Przedsiębiorstwa nie sygnalizowały (jak poprzednio) braku zatrudnienia, ponieważ realizowano mniej zadań, a na rynku pracy pojawiali się wracający z emigracji zarobkowej. Płace nadal wzrastały, chociaż w coraz mniejszym stopniu. Malejąca wydajność pracy obniżała konkurencyjność przedsiębiorstw. Problemy ze zbytem mieli eksporterzy, bowiem popyt rynków zagranicznych na polskie wyroby kurczył się. Roczne wyniki wzrostu gospodarczego w 2008 r. nie były jeszcze alarmujące, chociaż w IV kwartale wskaźnik wzrostu PKB zmniejszył się do 3%, to w skali całego roku 2008 wzrost wynosił 5%, wynikało to z „konsumowania” wysokich wskaźników w pierwszym półroczu 2008. Mimo malejącego tempa wzrostu w wielu obszarach, Polska należała w 2008 r. do krajów o najwyższym wzroście PKB w Unii Europejskiej. Również w 2009 Polska notowała wzrost PKB jako jedyna wśród krajów unijnych.
Obserwacja miesięcznych wskaźników w 2009 r. w najważniejszych działach gospodarki wskazuje,
że największe spadki produkcji miały miejsce w przemyśle. Budownictwo wprawdzie wykazywało najwyższe w gospodarce wskaźniki wzrostu, jednak dynamika była niższa niż rok temu.
Osłabieniu tempa wzrostu gospodarczego w 2009 r. towarzyszył umiarkowany wzrost inflacji, w granicach wyznaczonego przez NBP celu inflacyjnego. W końcu 2008 roku wskaźnik inflacji wynosił 3,3%, po niewielkich wahaniach inflacja w grudniu 2009 r. wzrosła do 3,5%. Zmniejszały się w 2009 r. ceny produkcji budowlanej i ceny producentów przemysłu przetwórczego, natomiast wzrastały ceny w górnictwie i w energetyce. Podkreślenia wymaga stabilność i niski poziom w 2009 r. stopy procentowej redyskontowej i referencyjnej.
Wskaźniki ilustrujące sytuację gospodarczą Polski
Źródło: GUS Biuletyny Statystyczne, Informacje o sytuacji społeczno-gospodarczej kraju
1/ na koniec okresu 2/ szacunki wstępne 3/ dane będą opublikowane w marcu br.
Dynamicznie wzrastały płace w latach 2006-2007, czemu sprzyjały z jednej strony dobre wyniki finansowe przedsiębiorstw, z drugiej zaś tworzenie korzystnych warunków płacowych dla łagodzenia trudności w pozyskaniu pracowników, m. in. na skutek emigracji zarobkowej. W drugim półroczu 2008, tempo wzrostu płac zmniejszyło się, a w 2009 presję na wzrost płac hamowano; podczas gdy w 2008 r. średnie płace w sektorze przedsiębiorstw wzrosły o ponad 10%, to w 2009 r. notowano wzrost 4,4%, przy wyraźnie malejącej tendencji w kolejnych miesiącach.
Następowały też zmiany na rynku pracy, chociaż były mniej dotkliwe niż przewidywano w pierwszym okresie dekoniunktury. Do połowy 2008 r. sytuację na rynku pracy określały z jednej strony dobra koniunktura w gospodarce, a z drugiej rosnące wyjazdy do pracy do krajów Unii Europejskiej, występowały nawet braki fachowców w niektórych dziedzinach gospodarki. Od drugiego półrocza 2008 r. nastąpiła zmiana w dotychczas obserwowanych pozytywnych tendencjach. Trudności na rynku pracy i ograniczenia w realizacji zadań zmuszały do zwalniania pracowników; wprawdzie zatrudnienie w sektorze przedsiębiorstw było w 2009 r. niższe niż rok temu tylko o około 1,2%, ale w przetwórstwie przemysłowym zatrudnienie zmniejszało się o 6,7%, w niektórych dziedzinach nawet ponad 10%. Zatrudnienie wzrastało w usługach i w budownictwie.
Zwiększało się bezrobocie; stopa bezrobocia rejestrowanego z 9,5% w końcu 2008 r. wzrosła do 11,9% w końcu roku 2009. Zróżnicowanie regionalne bezrobocia jest znaczne, a w niektórych regionach stopa bezrobocia przekracza 15%.
Pomimo trudności, które nie omijały polskiej gospodarki, sytuacja finansowa sektora przedsiębiorstw jest relatywnie dobra. Głęboki spadek rentowności miał miejsce w końcu 2008 r. ale kolejne kwartały 2009 r. wskazują na poprawę rentowności (po trzech kwartałach 2009 wskaźnik rentowności netto w sektorze przedsiębiorstw wynosił 4,2%)[1].
Niepokoją malejące inwestycje. Po wysokim (dwucyfrowym) wzroście inwestycji w latach 2006-2007, od drugiego półrocza 2008 dynamika wzrostu inwestycji wyraźnie się zmniejszała. W skali całego roku 2008 nakłady inwestycyjne wzrosły o 8,7 %, a w okresie styczeń-wrzesień 2009 były o 9,4% niższe niż rok temu. Zmniejsza się udział inwestorów zagranicznych w inwestycjach ogółem. Nakłady przedsiębiorstw z udziałem kapitału zagranicznego były o 20% niższe niż przed rokiem. Niższa niż przed rokiem była również ilość i wartość kosztorysowa inwestycji rozpoczynanych.
Na malejący poziom inwestowania wpływa kryzys na rynkach finansowych, ograniczenia w możliwościach pozyskiwania kredytów, mniejszy napływ inwestycji zagranicznych i psychologiczne bariery w podejmowaniu decyzji inwestycyjnych wobec niepewności co do przyszłej sytuacji gospodarczej. Fundusze UE przeznaczane m.in. na budownictwo infrastrukturalne „łagodzą” regres w inwestycjach.
WZROST PKB w latach 2008-2009 w %
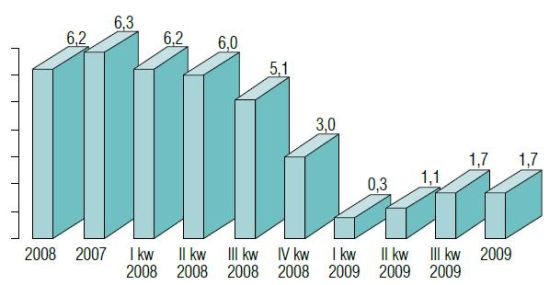
Źródło: GUS: Biuletyny Statystyczne
Podstawowe wskaźniki w gospodarce w 2009 r.
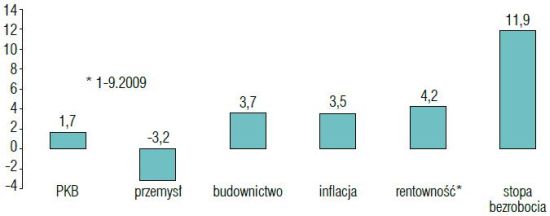
Źródło: GUS: Biuletyny Statystyczne
WZROST BUDOWNICTWA w 2008 i 2009 r. (w % do roku poprzedniego)
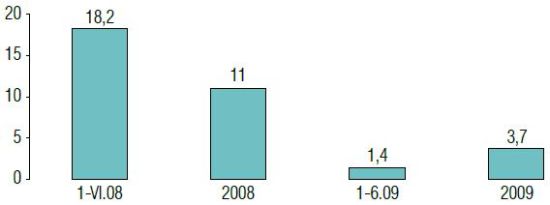
Źródło: GUS Biuletyny Statystyczne
Budownictwo
Po wejściu Polski w struktury unijne w budownictwie notowano dobrą koniunkturę. Wśród przyczyn, które wpłynęły na wysokie tempo wzrostu budownictwa, wymieniane są m.in: wzrost popytu na budownictwo inwestycyjne (rynek inwestycyjny po regresie szybko się odbudowywał). Przedsiębiorstwa osiągały wysoką rentowność – miały środki własne na rozwój. Fundusze pomocowe UE były wykorzystywane (wprawdzie z opóźnieniami), ale nawet szanse na ich wykorzystywanie wpływały inspirująco na rozwój.
Wyznaczono priorytety rozwojowe dla sektora budownictwa, które zostały określone w „Programie Infrastruktura i Środowisko na lata 2007-2013”, współfinansowanym z funduszy UE. Stawiają one przed polskim budownictwem olbrzymie zadania zmniejszenia dystansu między zaniedbaną infrastrukturą a standardami krajów unijnych. Do najważniejszych celów wymagających działalności sektora budownictwa należą: infrastruktura drogowa i kolejowa, infrastruktura energetyczna, ochrona środowiska, gospodarka wodno-ściekowa.
Zadania „Programu Infrastruktura i Środowisko” są dodatkowo „wzmocnione” poprzez powierzenie Polsce organizacji mistrzostw w piłce nożnej EURO – 2012 (co wymagało podjęcia odpowiednich działań określonych w programach szczegółowych) oraz opracowaniem „Programu budowy dróg krajowych i autostrad w latach 2008-2012”. Realizacja tych programów wymaga olbrzymich nakładów inwestycyjnych, które są ponoszone zarówno ze źródeł krajowych, jak też z funduszy pochodzących z Unii. Różne są oceny, czy fundusze pochodzące z UE, a szczególnie środki własne w pełni zabezpieczą realizację olbrzymich programów infrastrukturalnych i drogowych.
Jeszcze w pierwszym półroczu 2008 występowało w budownictwie wysokie tempo wzrostu (ponad 18%), ale te korzystne tendencje zostały zahamowane i w kolejnych miesiącach pojawiły się niepokojące symptomy: produkcja budowlana wzrastała wolniej, a przedsiębiorstwa sygnalizowały coraz częściej o pogarszającej się koniunkturze i o znaczącym spadku zamówień. W 2008 wskaźnik wzrostu produkcji budowlanej wynosił 11%, był to wzrost nadal wysoki, ale niższy od oczekiwań i poprzednich prognoz. Zmniejszenie tempa wzrostu było efektem wielu niesprzyjających okoliczności, m.in. konsekwencji kryzysu na rynkach finansowych i osłabieniu inwestowania. Reakcje poszczególnych rodzajów budownictwa były różne Najszybciej
zareagowało budownictwo mieszkaniowe developerskie w sferze obrotu mieszkaniami. Inna była sytuacja w budownictwie infrastrukturalnym, gdzie osłabienie tempa wzrostu robót wynikało z przyczyn organizacyjnych i systemowych. Podjęto olbrzymie zadania bez wystarczającego uprzedniego przygotowania, w rezultacie przesuwano terminy realizacji zadań.
Początek roku 2009 był dla budownictwa niekorzystny. W pierwszym półroczu produkcja budowlana była wyższa tylko o 1,4% w porównaniu z wysokim poziomem pierwszego półrocza roku ubiegłego. Wprawdzie w drugim półroczu sytuacja w budownictwie ulegała poprawie, ale w skali całego roku 2009 produkcja budowlana w przedsiębiorstwach zatrudniających > 9 osób wzrosła o 3,7%. Spodziewano się lepszych wyników.
Notuje się wysoki wzrost realizacji budownictwa infrastrukturalnego, głównie drogowego. Spadek ma miejsce w robotach specjalistycznych (głównie wykończeniowych) oraz w budownictwie mieszkaniowym i niemieszkalnym (budowa hoteli, obiektów handlowych, magazynów), gdzie głównie zaangażowany jest kapitał zagraniczny, również dotknięty kryzysem.
Relatywnie korzystnej (lepszej niż w innych dziedzinach gospodarki) sytuacji w 2009 r. w budownictwie – towarzyszą następujące relacje:
- W sektorze budownictwa odnotowano wzrost zatrudnienia 2009 r. o 5,3% w porównaniu z rokiem ubiegłym. Po braku fachowców w ubiegłych latach spowodowanych emigracją zarobkową, przedsiębiorstwa uzupełniają kadry.
- Zmniejsza się bardzo wysoka w ubiegłym roku dynamika płac. W 2009 r. płace w budownictwie wzrosły o 2,8%, podczas gdy w 2008 r. płace wzrastały o 13%. Przedsiębiorstwa wprowadzają programy oszczędnościowe.
- W grudniu 2009 ceny produkcji budowlanej były niższe o 0,6% w porównaniu z grudniem roku ubiegłego, co uzasadnia się malejącymi cenami materiałów budowlanych i słabnącym wzrostem płac w budownictwie. Średni wzrost cen w budownictwie w skali całego roku wynosił 0,2%.
- Wskaźnik rentowności netto wynosił w budownictwie w 2008 r. 5,7%, a nieco niższy (5,3%) był po trzech kwartałach 2009[2].
Podstawowe informacje o budownictwie

Źródło: GUS Biuletyny Statystyczne */wykonywanie instalacji budowlanych
Podstawowe relacje w budownictwie w 2008-2009 r.
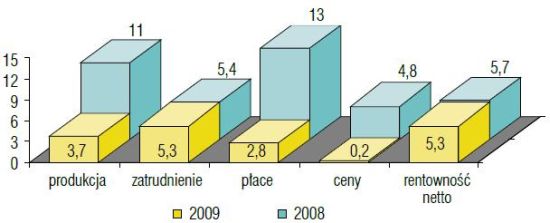
Źródło: GUS: Biuletyny Statystyczne
Badania koniunktury w budownictwie
Badania koniunktury wyrażają opinie przedsiębiorstw. Jest to diagnoza stanu aktualnego i prognoza sytuacji gospodarczej, portfela zamówień, wartości produkcji, sytuacji finansowej. W pierwszym półroczu 2008 wskaźniki koniunktury były bardzo wysokie,
powszechne wśród przedsiębiorców było przekonanie, że popyt na usługi budowlane jest trwały, nie dostrzegano zagrożeń. W drugim półroczu 2008 nastąpił gwałtowny spadek wszystkich wskaźników charakteryzujących koniunkturę w budownictwie, na co wpływały (niezależnie od trudności w realizacji zadań) czynniki psychologiczne i uleganie pesymistycznym opiniom o nieuchronnym krachu.
W ostatnich miesiącach (od października do grudnia 2009) nastąpiło pogorszenie wskaźników
koniunktury, opinie negatywne wyrażają głównie małe i średnie firmy, oceny przedsiębiorstw dużych są korzystniejsze. Zwraca uwagę duża rozbieżność między rzeczywistymi wskaźnikami zmian w budownictwie, a opiniami przedsiębiorstw o koniunkturze.
W badaniach ankietowych (realizowanych przez GUS) wymieniane są różne przyczyny utrudniające realizację kontraktów. Należą do nich m. in. koszty zatrudnienia, konkurencja innych firm, niedobór wykwalifikowanych pracowników, koszty finansowej obsługi działalności, trudności z uzyskaniem kredytów, koszty materiałowe, niedobór sprzętu oraz/lub materiałów z przyczyn pozafinansowych.
W 2009 r. zmieniło się znaczenie barier utrudniających realizację zadań. Podczas gdy rok temu przedsiębiorstwa najczęściej wymieniały brak zatrudnienia, to obecnie na pierwszych miejscach znajduje się: konkurencja między przedsiębiorstwami, wysokie koszty pracy i brak popytu. Nie występują obecnie braki sprzętu i materiałów Zwraca uwagę, że wśród barier wzrostu budownictwa przedsiębiorstwa nie wymieniają „długiego okresu” przygotowania zadania do realizacji.
Miesięczne wskaźniki ogólnego klimatu koniunktury, prognozowanego portfela zamówień w budownictwie i wskaźniki wzrostu rzeczywiste w 2008-2010 roku
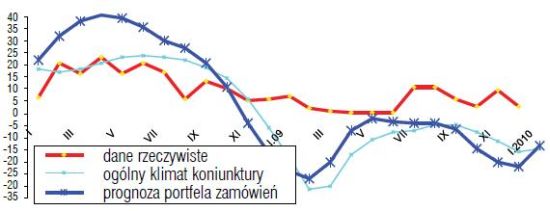
Źródło: GUS: Miesięczne badania koniunktury
Bariery wzrostu budownictwa w % deklaracji w grudniu 2008 i 2009
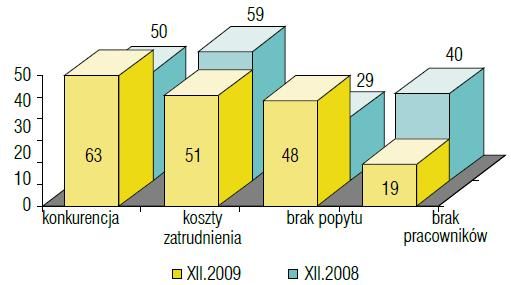
Źródło: GUS Miesięczne badania koniunktury
Produkcja sprzedana przemysłu ogółem; zmiany w %
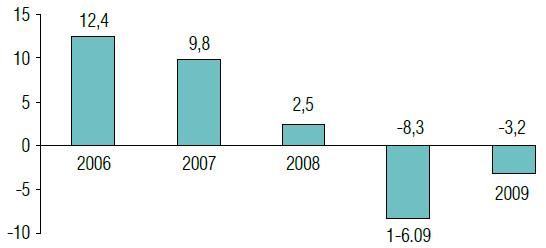
Produkcja przemysłowa
Lata 2006-2007 były okresem dobrej koniunktury w przemyśle, roczne wskaźniki wzrostu produkcji sprzedanej wynosiły 10-12%. Największy wzrost notowano w przemysłach o relatywnie wysokiej technice, wytwarzających wyroby nowoczesne, wzrastała produkcja wyrobów uznawanych za nośniki postępu technicznego.
W pierwszym półroczu 2008 r. wzrost przemysłu był nieco niższy (8,5%) i zróżnicowany w poszczególnych dziedzinach. Przemysł jest czułym barometrem koniunktury i już trzeci kwartał 2008 wskazywał na osłabienie tempa wzrostu, a stagnacja i spadek produkcji w czwartym kwartale wskazywały, że w przemyśle dekoniunktura jest nieuchronna. Mimo słabych wyników w ostatnich miesiącach, w 2008 r wzrost produkcji. wynosił 2,5%. (skonsumowano dobre wyniki pierwszego półrocza).
Początek 2009 r. to nadal spadek produkcji sprzedanej (o 8,3% w okresie styczeń-czerwiec 2009). Nieco lepsze wyniki osiągnięto w trzecim kwartale (spadek produkcji o 1,3%), a w czwartym kwartale wzrost wynosił 5,5%, co może być zapowiedzią powrotu na ścieżkę przyśpieszonego wzrostu. W efekcie rok 2009 zamknął się zmniejszeniem produkcji sprzedanej o 3,2%, nie udało się nadrobić słabych wyników pierwszego półrocza.
Po rosnącej wydajności w latach 2006-2007 o 6-10% rocznie, w 2008 wydajność pracy 1 zatrudnionego była o 1,1% wyższa niż przed rokiem. W 2009 r. wydajność była wyższa niż rok temu o 2,4%, przy mniejszym o 5,5% zatrudnieniu oraz wzroście przeciętnego miesięcznego wynagrodzenia brutto o 4,9%.
Do przemysłów pracujących na rzecz budownictwa należy m.in. przemysł mineralnych materiałów budowlanych. W latach 2006-2007 popyt na materiały budowlane był wysoki. W 2006 r. produkcja sprzedana wzrosła o 19,4%, a w 2007 r. następowały zmiany na rynku materiałów dla budownictwa. W pierwszym półroczu przy dużym wzroście budownictwa wystąpił brak materiałów i „nierównowaga” na niektórych (nie wszystkich) segmentach rynków branżowych była głęboka. Producenci materiałów zwiększali produkcję i podwyższali ceny. Produkcja mineralnych materiałów budowlanych dynamicznie wzrastała. W drugim półroczu 2007 (przy zmniejszającym się tempie wzrostu budownictwa) produkcję materiałów budowlanych ograniczano, a sygnały o ich braku były sporadyczne. Spodziewano się, że dobra koniunktura i wzrost budownictwa w pierwszym półroczu 2008 r. wywoła wzrost produkcji materiałów budowlanych, ale oceny te nie potwierdziły się. W 2008 produkcja sprzedana materiałów budowlanych była wyższa niż rok temu o 3,7%, przy znacznych wahaniach w poszczególnych miesiącach.
Rok 2009 rozpoczął się bardzo źle, z ponad 20% spadkiem produkcji. Wprawdzie kolejne kwartały były nieco lepsze, ale w całym roku 2009 produkcja sprzedana mineralnych materiałów budowlanych była o 6,4% niższa niż rok temu. Prawie wszystkie najważniejsze materiały nie osiągnęły w 2009 r. poziomu sprzed roku, np. produkcja cementu była o prawie 10% niższa, bloki ścienne z betonu lekkiego o ponad 10%, cegły wypalane z gliny o 12%, wyroby sanitarne ceramiczne o 20%, wyroby izolacji termicznej o 9%. Mając na uwadze, że budownictwo wzrasta o kilka pkt. proc. – wypada zapytać „z czego oni budują?”.
Przemysł szklarski, podobnie jak inne dziedziny przemysłu, od drugiego półrocza 2008 r. ograniczał produkcję. Produkcja sprzedana szkła i wyrobów ze szkła (wytworzona w zakładach zatrudniających powyżej 49 osób) wynosiła w 2007 roku 7,6 mld zł cen bieżących (wzrost produkcji w cenach stałych wynosił 10,5%), przy zatrudnieniu 35,8 tys. osób. W 2008 roku produkcja wynosiła 7,4 mld zł i była niższa o 1,8% w porównaniu z rokiem poprzednim. W okresie styczeń-wrzesień 2009 produkcja sprzedana wyrobów ze szkła była o 5,5% niższa niż rok temu
W 2007 r. miał miejsce (przy 10,5% wzroście wartości produkcji całej branży) umiarkowany wzrost produkcji szkła float (1,4%). Znacząco zwiększyła się produkcja szyb zespolonych jednokomorowych (o 18,6%). Notowano wzrost produkcji kieliszków i szklanek o 6%.
W 2008 r. w gospodarce, w przemyśle przetwórczym i w przemyśle szklarskim odczuwano już dekoniunkturę. Produkcja sprzedana branży była niższa o około 2%. Największy spadek produkcji odnotowano w wyrobach rynkowych (kieliszki, szklanki) o około ¼. Asortymenty te kierowane są na eksport, a w 2008 r. rozpoczęły się już trudności eksportowe. Zmniejszyła się też produkcja szkła płaskiego w porównaniu z wysokim poziomem 2007 r. Wzrosła produkcja szyb zespolonych jednokomorowych (o 9%).
Podstawowe wskaźniki w przemyśle w latach 2006 - 2009

Źródło: GUS Biuletyny Statystyczne, Nakłady i Wyniki Przemysłu 1/ zakłady zatrudniające > 49 osób 2/
dane będą opublikowane przez GUS w marcu 2009
Wzrost produkcji przemysłu materiałów budowlanych i przemysłu szklarskiego (w %)
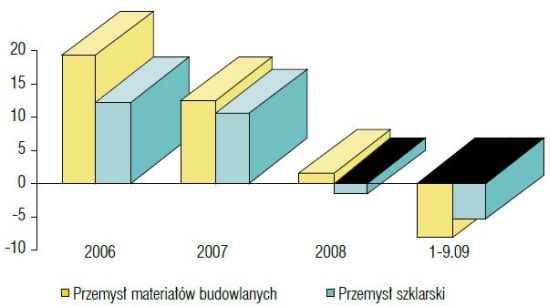
Źródło: GUS: Biuletyny Statystyczne, Nakady i wyniki przemysłu
Produkcja wybranych asortymentów ze szkła
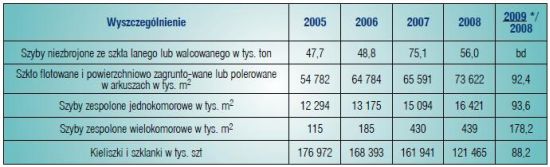
Źródło: GUS Produkcja wyrobów przemysłowych
*/ w 2009 r. wzrost produkcji w zakładach > 49 osób
Dane za trzy kwartały 2009 wskazują na dalszy spadek produkcji wyrobów przemysłu szklarskiego, podobnie jak prawie wszystkich wyrobów zaliczanych wg klasyfikacji PKD do grupy mineralnych. Wyjątek stanowią szyby zespolone wielokomorowe, których produkcja wzrasta od 2007 r., ale są to ilości relatywnie niewielkie.
W 2008 roku ponad 60% wartości produkcji sprzedanej przypadało na szkło płaskie łącznie z profilowanym i poddawanym dalszej obróbce, 28% było to szkło gospodarcze, a 12% włókna szklane i pozostałe rodzaje szkła. W porównaniu do lat wcześniejszych zwiększył się udział sprzedaży szkła płaskiego, przy niższym udziale szkła gospodarczego. Od kilku lat najszybciej wzrasta produkcja szkła typu „float” i szyb zespolonych jednokomorowych.
Przemysł szklarski jest liczącym się od lat eksporterem swoich wyrobów, wiele rynków europejskich wysoko ocenia jakość polskich wyrobów ze szkła. W 2006 r. wzrost eksportu liczony w euro wynosił 21%, a w 2007 r. około 17%. Wysokie wskaźniki osiągano zarówno ze względu na rosnące ilości eksportu (głównie wyrobów ze szkła), ale też na skutek rosnących cen na rynkach zagranicznych. Średnia cena 1 tony wyrobów ze szkła zwiększyła się z 1006 euro w 2005 roku do 1176 euro w 2007.
Dekoniunktura w gospodarce krajów-odbiorców polskich wyrobów ze szkła odbiła się na wielkości eksportu. W 2008 r. wyrobów ze szkła (w tonach) wyeksportowano o prawie 15% mniej, ale ogólna wartość eksportu przemysłu szklarskiego była w 2008 r. niższa tylko o 2% niż rok temu, ponieważ ceny na wyroby ze szkła nadal rosły.
Pierwsze półrocze 2009 wskazuje na dalsze załamanie eksportu wyrobów ze szkła, który był o 1/3 niższy w porównaniu z półroczem 2008 r. Zmniejszyły się też ceny na rynkach światowych, w rezultacie przemysł szklarski osiągnął wpływy z eksportu (liczone w euro) o 35 % mniejsze niż przed rokiem.
Malejący eksport wyrobów przemysłu szklarskiego wpływa negatywnie na wielkość produkcji, co odczuwano już w 2008 r., a pogłębia się w 2009. Rynek krajowy (który też ma obecnie problemy) nie jest w stanie wchłonąć tak znacznych ilości wyrobów ze szkła.
Rentowność przemysłu szklarskiego
Zarówno przemysł materiałów budowlanych, jak też przemysł szklarski należą do branż o wysokiej rentowności; w latach 2008-2009 średnie wskaźniki rentowności netto wynosiły w zakładach przemysłu materiałów budowlanych około 10%. W przemyśle szklarskim przez kilka lat do 2008 r. rentowność wynosiła ponad 8%, ale w okresie trzech kwartałów 2009 r. zmniejszyła się do 2,2%. Była to jedyna branża w grupie mineralnych materiałów o relatywnie niskiej rentowności. W pozostałych branżach przemysłu materiałów budowlanych w okresie trzech kwartałów 2009 r. rentowność netto kształtowała się na poziomie od 5,5% w przemyśle betonów do 25,5% w przemyśle cementowym.
Struktura produkcji sprzedanej wyrobów ze szkła w 2008 r.
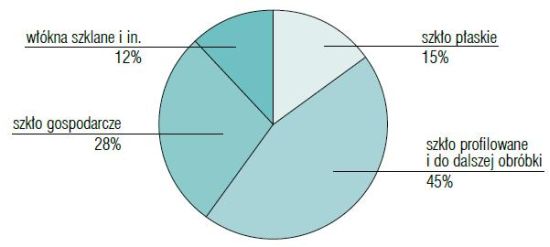
Źródło: GUS: Produkcja wyrobów przemysłwych
Rentowność w podstawowych branżch materiałów budowlanych w % styczeń – wrzesień 2009
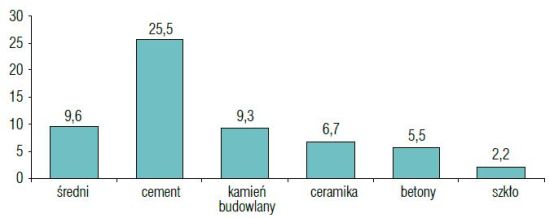
Źródło: GUS nakłady i wyniki przemysłu
Rentowność netto w przemyśle materiałów budowlanych i w przemyle szklarskim w %
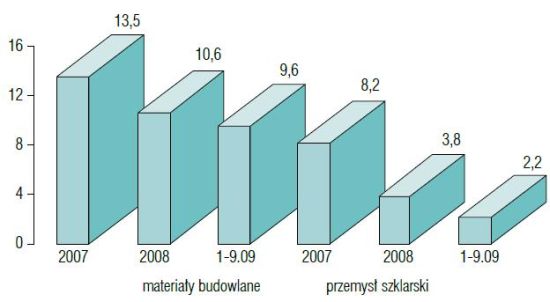
Źródło: GUS Nakłady i wyniki przemysłu
Podsumowanie
Podsumowując rok 2009 należy podkreślić,
że kryzys w polskiej gospodarce był mniej dotkliwy niż w innych krajach UE i przeważają opinie, że „najgorsze” mamy już za sobą. Większość krajowych i zagranicznych ośrodków prognostycznych przewiduje w 2010 r. utrzymanie niewielkiego, ale dodatniego tempa wzrostu gospodarczego. Potwierdzają to wyniki 2009 r. informujące, że Polska jest jedynym krajem w UE nie wykazującym od początku kryzysu na rynkach światowych spadku gospodarczego. GUS szacuje, że wzrost PKB w 2009 r. wynosił 1,7%. Problemem jest rosnący deficyt budżetu i coraz większe zadłużenie w relacji do PKB.
Dalszy rozwój uzależniony jest w znacznym stopniu od eksportu (od sytuacji w krajach, do których polska eksportuje najwięcej wyrobów), od napływu inwestycji zagranicznych oraz od efektywnego wykorzystywania środków pomocowych UE.
Po wcześniejszych wątpliwościach, wiele wskazuje na to, że budownictwo infrastrukturalne podobnie jak w 2009 r. również w najbliższych latach może i powinno wzrastać, co zadecyduje o sytuacji całego sektora (nie tylko ze względu na dominujący udział, ale też na szanse rozwoju). W budownictwie infrastrukturalnym duże znaczenie mają fundusze unijne, które są przewidziane na rozwój infrastruktury, są też wykorzystywane w coraz większym stopniu. Nie należy jednak lekceważyć sygnałów o braku środków własnych, co może się nasilać w kolejnych latach i powodować przesuwanie terminów realizacji projektów nawet prestiżowych.
Dla budownictwa infrastrukturalnego najważniejszym problemem jest eliminowanie przyczyn organizacyjnych w przygotowaniu, a potem realizacji projektów inwestycyjnych.
W budownictwie mieszkaniowym liczba mieszkań oddanych do użytku w 2009 r. była niewiele niższa od rekordowego poziomu 2008 r., ale mieszkań rozpoczęto znacznie mniej niż przed rokiem. Oznacza to, że w najbliższych latach będzie malała liczba mieszkań oddawanych do użytku. Regres budownictwa mieszkaniowego jest nieuchronny, ale będzie mniejszy od przewidywanego poprzednio, ponieważ odczuwa się już skutki pomocy w finansowaniu budownictwa mieszkaniowego.
prof. dr Zofia Bolkowska
Wyższa Szkoła Zarządzania i Prawa im. Heleny Chodkowskiej
[1] Dane 18097 przedsiębiorstw sektora przedsiębiorstw badanych przez GUS
[2] Wskaźniki te obejmują 1878 przedsiębiorstw budowlanych zatrudniających > 49 osób.
Całość artykułu w wydaniu drukowanym i elektronicznym
więcej informacji: Świat Szkła 3/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne






















Copyright © Świat Szkła - Wszelkie prawa zastrzeżone.
WYDAWNICTWO:

Mediafachowe Sp. z o. o.
Wąski Jar 9,
02-786 Warszawa
biuro@mediafachowe.pl
www.mediafachowe.pl