







Zużycie energii jest zawsze kluczowym tematem przy inwestowaniu w nową linię do hartowania szkła. Powód jest prosty: proces hartowania wymaga dużo energii. Tak więc koszty energii są główną częścią kosztów operacyjnych linii hartowania. Z tego powodu producenci urządzeń hartowniczych ciągle zwiększają energooszczędność swoich linii – a także zwracają uwagę, gdy czasami dostrzegają nierealistyczne twierdzenia dotyczące zużycia energii (niekiedy podawane przez firmy konkurencyjne).

Przemysł motoryzacyjny oferuje dobrą analogię. Trend ten dotyczy samochodów, które zużywają mniej paliwa i emitują mniej emisji. Przepisy dotyczące „dokręcania wymagań” były jedną z głównych sił napędowych tego trendu. A ceny paliwa również odgrywają dużą rolę we właściwościach samochodu, więc kupujący stają się coraz bardziej wymagający. Rezultatem są bardziej przyjazne dla środowiska samochody na naszych ulicach. Innym rezultatem jest oszustwo, które zostało wykryte, gdy próbowano osiągnąć wyższe wskaźniki wydajności przy niższych nakładach inwestycyjnych.
Dwa lata temu opublikowano post na blogu „Volkswageny przemysłu hartowania szkła”, aby zwrócić uwagę, że te same problemy mogą występować w przemyśle dostarczającym linie produkcyjne do hartowania szkła. Jeśli nie miałeś okazji zapoznać się z tym postem, zapoznaj się z poniższym artykułem, by poznać przykład wzięty z życia.
Minęły dwa lata od publikacji wspomnianego postu, a problem nadal istnieje. Ciągle spotykamy się z sytuacjami, w których niektórzy ludzie twierdzą, że szkło może być hartowane przy użyciu mniejszej ilości energii, niż jest to wymagane do ogrzewania szkła zgodnie z prawami fizyki. Dlatego uważam, że konieczne jest uwzględnienie tej dyskusji o szczegółach w procesie hartowania.
Podstawy hartowania
Hartowanie szkła składa się z dwóch faz: ogrzewania i hartowania. Po pierwsze, szkło musi być ogrzane do temperatury znacznie powyżej punktu przejściowego +567°C, ale poniżej temperatury mięknienia +710°C.
Zwykle szkło musi być ogrzane do temperatury co najmniej + 630°C, aby uzyskać dobry wynik hartowania. Po podgrzaniu szkło należy schłodzić szybko i równomiernie z kontrolowaną szybkością, znacznie poniżej punktu odkształcenia +510°C. Dopiero po tej fazie szkło można schłodzić dalej, aby osiągnąć temperaturę pracy.
Jeśli chcesz dowiedzieć się więcej o fizyce związanej z hartowaniem szkła, zapoznaj się z podręcznikiem Glass Tempering Handbook.

Terminologia
Ważne jest zrozumienie terminów używanych przy omawianiu zużycia energii. Określenia te mogą się nieco różnić w różnych firmach, a co najważniejsze, zawsze upewnij się, że otrzymane dane obejmują cały proces hartowania, od ogrzewania do chłodzenia. Obejmuje to wszystkie wskaźniki i zmienne w elementach grzejnych, elementach wymuszających konwekcję oraz straty energii wynikające ze sprawności pieca i wentylatorów. Upewnij się również, że liczby odzwierciedlają rzeczywistą, ciągłą produkcję.
Poniżej znajdują się najczęstsze terminy potrzebne do lepszego zrozumienia tego tematu.
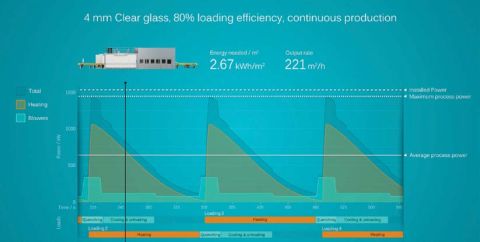
- Moc podłączona – całkowita moc wszystkich komponentów elektrycznych podłączonych do linii hartowania. Wbrew powszechnym przekonaniom, podłączona moc nie jest bezpośrednio związana ze zużyciem energii. Potrzebna jest wysoka moc podłączona, aby piec mógł przetwarzać duże obciążenia bez opóźnień ładowania. Oznacza to, że piec może szybko być przygotowany do kolejnego cyklu produkcyjnego. Ponieważ szkło zawsze wymaga pewnej ilości ciepła, aby osiągnąć temperaturę hartowania, zużycie energii w ogrzewaniu szkła będzie dokładnie takie samo – niezależnie od podłączonej mocy. W rzeczywistości wysoka moc może nawet zaoszczędzić trochę energii, ponieważ czas oczekiwania na przygotowanie pieca do kolejnego cyklu produkcyjnego związanego z kolejnym ładunkiem szkła do hartowania będzie krótszy.
- Moc grzewcza – całkowita moc pieca, w tym moc grzałki i konwekcja.
- Moc hartowania – całkowita moc dmuchaw wentylatorów używanych do hartowania i chłodzenia szkła.
- Strata energii – energia utracona bezproduktywnie w piecu (ubytki energii). Część ciepła zawsze promieniuje przez ściany pieca. Jednak w dobrze izolowanych, nowoczesnych piecach ilość strat energii spowodowanych promieniowaniem jest minimalna w porównaniu do całkowitego zużycia energii.
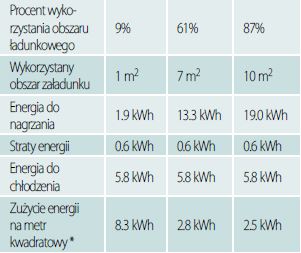
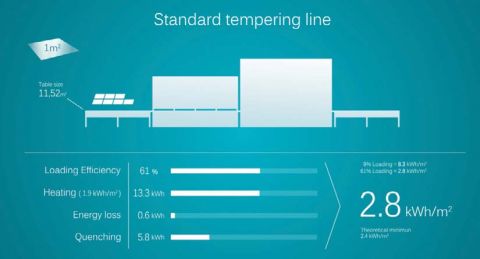
- Zużycie energii w produkcji – ilość energii zużywanej w produkcji, zwykle mierzona w kWh/m2 . Ta wartość składa się z ogrzewania, hartowania i strat energii z pieca.
(...)

Riku Färm
Glaston Finland Oy

Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacji: Świat Szkła 02/2018






















