







NEERO-Fasade – nowa koncepcja projektowania elewacji z wykorzystaniem lekkich, cienkich paneli kompozytowych ze szkła i tworzywa sztucznego
- Szczegóły
- Kategoria: Wydania
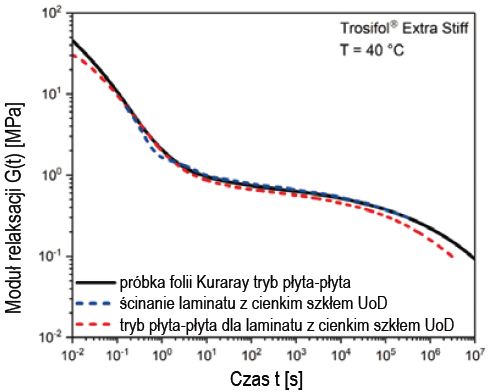
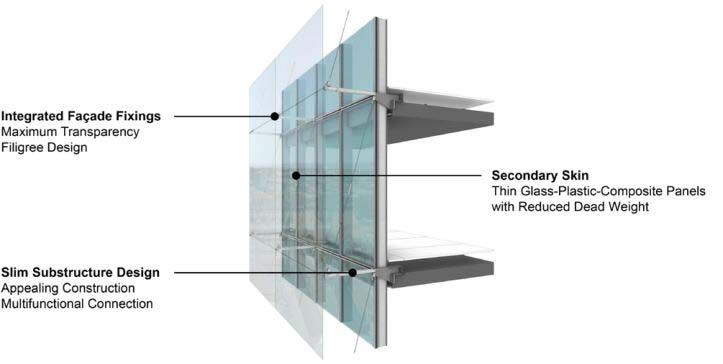 Efektywność materiałowa i lekka konstrukcja są coraz częściej wymagane, aby spełnić pragnienie architektów dotyczące maksymalnej przejrzystości, jednorodnych widoków i zdematerializowanych fasad. Motywuje to do opracowywania innowacyjnych koncepcji fasad wykorzystujących lekkie, cienkie szklano-plastikowe panele kompozytowe jako przeszklenia. Panele warstwowe składają się z cienkich szklanych okładzin oraz sztywnego i przezroczystego polimerowego rdzenia międzywarstwowego.
Efektywność materiałowa i lekka konstrukcja są coraz częściej wymagane, aby spełnić pragnienie architektów dotyczące maksymalnej przejrzystości, jednorodnych widoków i zdematerializowanych fasad. Motywuje to do opracowywania innowacyjnych koncepcji fasad wykorzystujących lekkie, cienkie szklano-plastikowe panele kompozytowe jako przeszklenia. Panele warstwowe składają się z cienkich szklanych okładzin oraz sztywnego i przezroczystego polimerowego rdzenia międzywarstwowego.
Szyby o wysokim stopniu bezpieczeństwa wystawione na próbę odporności
- Szczegóły
- Kategoria: Wydania
W dniu 22 listopada 2023 r. dyrektor generalny Reto Cometta uroczyście uruchomił nowe laboratorium strzelnicze Vetrotech w siedzibie firmy w Würselen w Niemczech. Vetrotech może teraz testować kompletne rozwiązania produktowe w zakresie szyb bezpiecznych oraz konstrukcji, aby jak najlepiej doradzać i wspierać klientów w procesie projektowania.
Zastosowanie grubości efektywnej do analizy metodą elementów skończonych laminowanych żeber szklanych
- Szczegóły
- Kategoria: Wydania
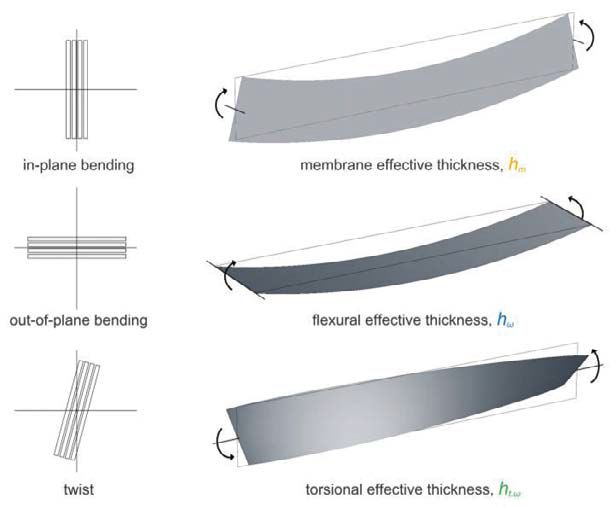 Laminowane żebra szklane są niezwykle smukłą konstrukcją z zastosowaniem szkła strukturalnego i są wrażliwe na wyboczenie boczno-skrętne od sił zginających w płaszczyźnie.
Laminowane żebra szklane są niezwykle smukłą konstrukcją z zastosowaniem szkła strukturalnego i są wrażliwe na wyboczenie boczno-skrętne od sił zginających w płaszczyźnie.
Zwiększenie sztywności na zginanie i skręcanie ma kluczowe znaczenie dla stabilności ich zginania, dlatego dokładna ocena sztywności częściowo kompozytowej/ złożonej jest kluczem do oceny ich właściwości konstrukcyjnych.
Normatywna ocena odporności ogniowej szkła laminowanego przenoszącego obciążenia
- Szczegóły
- Kategoria: Wydania
 Szkło to fascynujący materiał o maksymalnej przejrzystości i wysokiej wytrzymałości. Całkowicie szklane konstrukcje i szklane fasady stają się coraz bardziej imponujące i coraz bardziej popularne wśród architektów i inżynierów. Niemniej jednak odporność ogniowa konstrukcji wykonanych ze szkła sodowo-wapniowo-krzemianowego jest nadal nieuregulowana przepisami i nie została jeszcze kompleksowo zbadana.
Szkło to fascynujący materiał o maksymalnej przejrzystości i wysokiej wytrzymałości. Całkowicie szklane konstrukcje i szklane fasady stają się coraz bardziej imponujące i coraz bardziej popularne wśród architektów i inżynierów. Niemniej jednak odporność ogniowa konstrukcji wykonanych ze szkła sodowo-wapniowo-krzemianowego jest nadal nieuregulowana przepisami i nie została jeszcze kompleksowo zbadana.
Przewidywanie temperatury międzywarstwy i szkła w piecu do laminowania szkła płaskiego
- Szczegóły
- Kategoria: Wydania
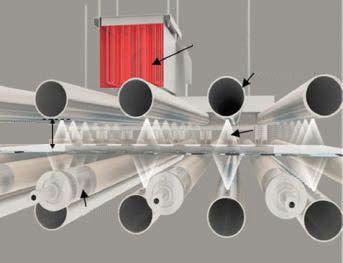 W piecu do laminowania szkła płaskiego następuje podgrzanie folii laminującej, tzw. międzywarstwy umieszczonej między arkuszami szkła do określonej temperatury w zależności od rodzaju folii, zanim pakiet szkło-folia wejdzie do wałka dociskowego po piecu, tak aby folia międzywarstwowa dobrze przylegała do szkła. Zmierzone temperatury powierzchni szkła po piecu wynoszą zazwyczaj od 60 do 90˚C, wzrastając wraz z grubością laminowanego pakietu.
W piecu do laminowania szkła płaskiego następuje podgrzanie folii laminującej, tzw. międzywarstwy umieszczonej między arkuszami szkła do określonej temperatury w zależności od rodzaju folii, zanim pakiet szkło-folia wejdzie do wałka dociskowego po piecu, tak aby folia międzywarstwowa dobrze przylegała do szkła. Zmierzone temperatury powierzchni szkła po piecu wynoszą zazwyczaj od 60 do 90˚C, wzrastając wraz z grubością laminowanego pakietu.
Bodyguard czy najlepszy przyjaciel? Szkło, które bierze w ramiona użytkownika i zapewnia ochronę wnętrzom
- Szczegóły
- Kategoria: Wydania
 W sezonie jesienno-zimowym i obliczu świąt Bożego Narodzenia nieustannie myślimy o zapewnieniu ciepła, komfortu i bezpieczeństwa sobie i bliskim. Jak mają w tym pomóc panoramiczne okna, całoszklane drzwi tarasowe, szyby zastępujące tradycyjne ściany zewnętrzne? Rozwiązania szklane nie przestają zaskakiwać, zwłaszcza te w formacie XXL.
W sezonie jesienno-zimowym i obliczu świąt Bożego Narodzenia nieustannie myślimy o zapewnieniu ciepła, komfortu i bezpieczeństwa sobie i bliskim. Jak mają w tym pomóc panoramiczne okna, całoszklane drzwi tarasowe, szyby zastępujące tradycyjne ściany zewnętrzne? Rozwiązania szklane nie przestają zaskakiwać, zwłaszcza te w formacie XXL.
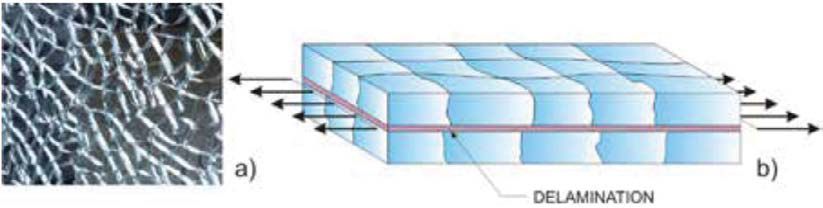
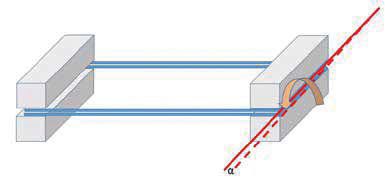
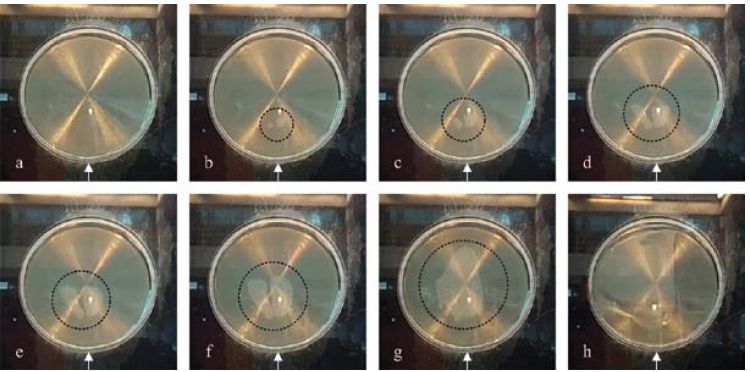
Badanie laminatów szklanych pod kątem stabilności krawędzi
- Szczegóły
- Kategoria: Wydania
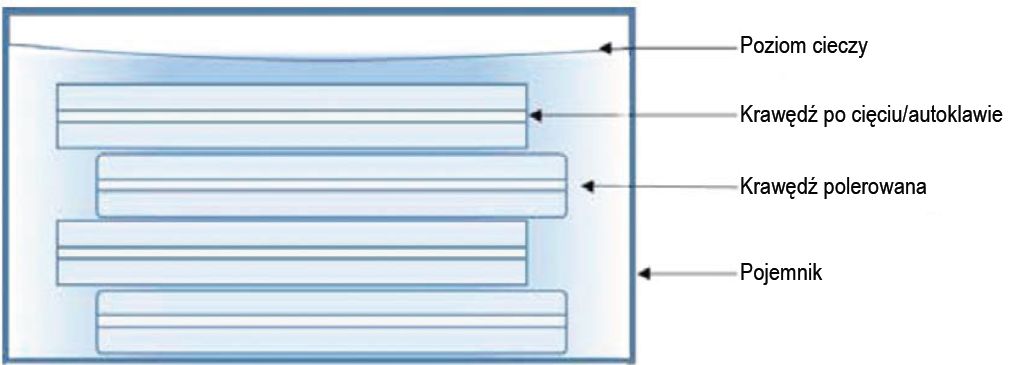 Szkło laminowane to nowoczesny, efektywny materiał konstrukcyjny składający się ze szkła i międzywarstwy polimerowej, które są łączone ze sobą w procesie termicznym i ciśnieniowym. Szkło laminowane jest zwykle poddawane testom efektywności, mającym na celu ocenę odporności materiału na uszkodzenie lub atak.
Szkło laminowane to nowoczesny, efektywny materiał konstrukcyjny składający się ze szkła i międzywarstwy polimerowej, które są łączone ze sobą w procesie termicznym i ciśnieniowym. Szkło laminowane jest zwykle poddawane testom efektywności, mającym na celu ocenę odporności materiału na uszkodzenie lub atak.
Efektywna sztywność pękniętego szkła laminowanego
- Szczegóły
- Kategoria: Wydanie 04/2023
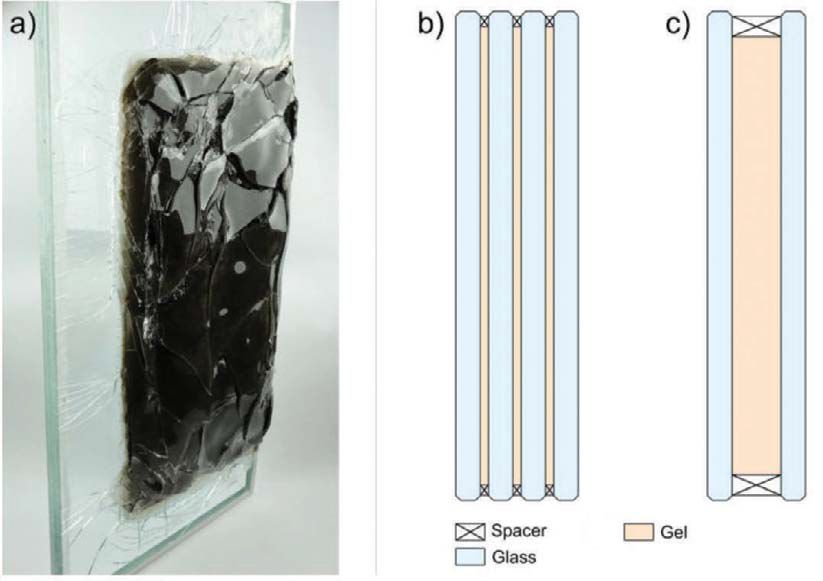
 Ze względu na naprężenie usztywniające polimerową międzywarstwę (folię laminującą) wynikającą z przylegania do odłamków szkła do folii, szkło laminowane zachowuje znaczną sztywność i wytrzymałość nawet po rozbiciu (pęknięciu) wszystkich jego warstw.
Ze względu na naprężenie usztywniające polimerową międzywarstwę (folię laminującą) wynikającą z przylegania do odłamków szkła do folii, szkło laminowane zachowuje znaczną sztywność i wytrzymałość nawet po rozbiciu (pęknięciu) wszystkich jego warstw.
Moduł sprężystości międzywarstwy w projektowaniu szkła
- Szczegóły
- Kategoria: Wydanie 01/2023
 Moduł międzywarstwy wpływa na naprężenia, jakim poddawane jest szkło laminowane pod wpływem obciążenia. Określenie danych dotyczących modułu międzywarstwy jest skomplikowane i zazwyczaj projektant polega na właściwościach modułu międzywarstwy (folii laminujących), podanych przez ich producentów.
Moduł międzywarstwy wpływa na naprężenia, jakim poddawane jest szkło laminowane pod wpływem obciążenia. Określenie danych dotyczących modułu międzywarstwy jest skomplikowane i zazwyczaj projektant polega na właściwościach modułu międzywarstwy (folii laminujących), podanych przez ich producentów.
Nowa era produkcji szklenia strukturalnego
- Szczegóły
- Kategoria: Wydanie 01/2023
 Szkło laminowane jest obecnie jednym z najszybciej rozwijających się produktów w przemyśle szklarskim. Podstawową przyczyną tego wzrostu jest rosnące „zapotrzebowanie na bezpieczeństwo”.
Szkło laminowane jest obecnie jednym z najszybciej rozwijających się produktów w przemyśle szklarskim. Podstawową przyczyną tego wzrostu jest rosnące „zapotrzebowanie na bezpieczeństwo”.
Badania eksperymentalne i analizy numeryczne hipersprężystości folii PVB
- Szczegóły
- Kategoria: Wydanie 01/2022
 Wiele materiałów stosowanych w nowoczesnej inżynierii lądowej, takich jak powlekane siatki wzmacniające z włókien węglowych lub międzywarstwy PVB do szkła laminowanego (bezpiecznego), jest produkowanych na bazie polimerów. Materiały polimerowe wykazują typowe zachowanie lepkosprężyste (zależne od czasu lub prędkości odkształcania) oraz zależne od temperatury.
Wiele materiałów stosowanych w nowoczesnej inżynierii lądowej, takich jak powlekane siatki wzmacniające z włókien węglowych lub międzywarstwy PVB do szkła laminowanego (bezpiecznego), jest produkowanych na bazie polimerów. Materiały polimerowe wykazują typowe zachowanie lepkosprężyste (zależne od czasu lub prędkości odkształcania) oraz zależne od temperatury.
Wytrzymałość połączenia metal-szkło w szkle laminowanym z folią strukturalną PVB
- Szczegóły
- Kategoria: Wydanie 10/2021
 W niniejszym artykule przedstawiono wyniki badań eksploracyjnych wytrzymałości połączenia metal-szkło w szkle laminowanym realizowanego za pomocą międzywarstwy (przekładki) ze strukturalnej folii z poliwinylobutyralu (PVB). Badanie składa się z trzech serii testów laboratoryjnych.
W niniejszym artykule przedstawiono wyniki badań eksploracyjnych wytrzymałości połączenia metal-szkło w szkle laminowanym realizowanego za pomocą międzywarstwy (przekładki) ze strukturalnej folii z poliwinylobutyralu (PVB). Badanie składa się z trzech serii testów laboratoryjnych.
Określenie właściwości mechanicznych międzywarstwy stosowanych w projektowaniu szkła laminowanego
- Szczegóły
- Kategoria: Wydanie 06/2021
 W ostatniej dekadzie obserwujemy szybki rozwój sposobów projektowania szkła laminowanego przy użyciu nowoczesnych metod analitycznych i obliczeniowych.
W ostatniej dekadzie obserwujemy szybki rozwój sposobów projektowania szkła laminowanego przy użyciu nowoczesnych metod analitycznych i obliczeniowych.
Niezbędne do prawidłowej symulacji zachowania szkła laminowanego jest jednak opracowanie dokładnych modeli konstytutywnych międzywarstwy polimerowej (folii laminującej).
RCN SOLUTIONS wprowadza nową, innowacyjną technologię RD CLEAN CONCEPT
- Szczegóły
- Kategoria: Wydanie 05/2021
 Laminowanie szkła z użyciem folii EVA daje niesamowite możliwości.
Laminowanie szkła z użyciem folii EVA daje niesamowite możliwości.
Modelowanie wielowarstwowego szkła laminowanego: metoda efektywnego modułu
- Szczegóły
- Kategoria: Wydanie 01/2021
 Zasada superpozycji wpływu czasu i temperatury jest szeroko stosowana do określenia właściwości modułu międzywarstwy (folii laminującej) w postaci krzywych wzorcowych do wykorzystania w projektowaniu szkła.
Zasada superpozycji wpływu czasu i temperatury jest szeroko stosowana do określenia właściwości modułu międzywarstwy (folii laminującej) w postaci krzywych wzorcowych do wykorzystania w projektowaniu szkła.
Właściwości modułu folii PVB wg współczesnych norm europejskich
- Szczegóły
- Kategoria: Wydanie 12/2020
 Moduł sprężystości poprzecznej1 dla folii laminującej tzw. międzywarstwy wpływa na wielkość naprężeń w szkle laminowanym pod obciążeniem.
Moduł sprężystości poprzecznej1 dla folii laminującej tzw. międzywarstwy wpływa na wielkość naprężeń w szkle laminowanym pod obciążeniem.
Wyznaczanie wielkości modułu dla międzywarstwy w szkle laminowanym jest skomplikowane i do niedawna inżynier projektujący opierał się w większości przypadków na właściwościach modułu dla międzywarstwy określonych przez producentów folii laminujących.
Niedawno pojawiły się normy i wytyczne, które zawierają wskazówki dotyczące wielkości modułu dla międzywarstwy dla różnych kategorii folii laminujących jako stałe wartości dla określonego scenariusza obciążenia lub bardziej ogólne modele materiałowe.
Analizy porównawcze badań wspornikowych balustrad ze szkła laminowanego – balustrad o pełnoskalowych wymiarach, analiz MES i wymagań ASTM E1300
- Szczegóły
- Kategoria: Wydanie 05/2020
 Szkło stało się popularnym materiałem do stosowania w balustradach, osłonach i barierach. Monolityczne szkło hartowane było stosowane przede wszystkim w Ameryce Północnej, ale wraz z ostatnimi zmianami w Międzynarodowym Kodeksie Budowlanym (IBC 2015) obecnie wymagane są laminaty z tafli szkła wzmocnionego termicznie lub szkła hartowanego. Coraz większą popularnością cieszą się wspornikowe balustrady, w których szkło mocuje się tylko u dołu (wzdłuż krawędzi dolnej) w stopce podstawy, pozostawiając pozostałe trzy krawędzie bez podparcia.
Szkło stało się popularnym materiałem do stosowania w balustradach, osłonach i barierach. Monolityczne szkło hartowane było stosowane przede wszystkim w Ameryce Północnej, ale wraz z ostatnimi zmianami w Międzynarodowym Kodeksie Budowlanym (IBC 2015) obecnie wymagane są laminaty z tafli szkła wzmocnionego termicznie lub szkła hartowanego. Coraz większą popularnością cieszą się wspornikowe balustrady, w których szkło mocuje się tylko u dołu (wzdłuż krawędzi dolnej) w stopce podstawy, pozostawiając pozostałe trzy krawędzie bez podparcia.
Ulepszona metoda efektywnej grubości dla wspornikowych balustrad ze szkła laminowanego
- Szczegóły
- Kategoria: Wydanie 04/2020
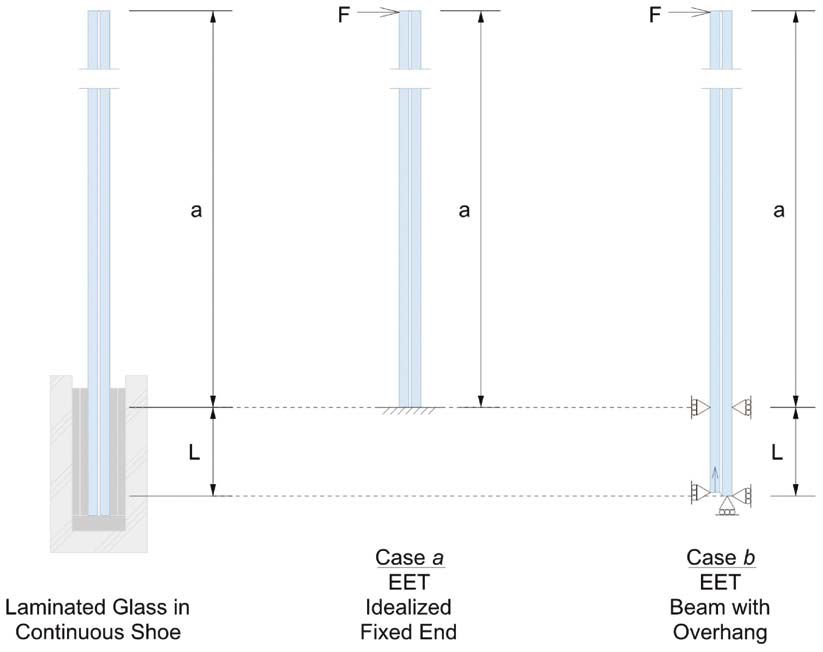 Wolnostojące balustrady ze szkła laminowanego pracujące jako wspornik zamocowany w ciągłej podstawie (tzw. „but” – shoe) należą do najczęściej spotykanych zastosowań szkła konstrukcyjnego.
Wolnostojące balustrady ze szkła laminowanego pracujące jako wspornik zamocowany w ciągłej podstawie (tzw. „but” – shoe) należą do najczęściej spotykanych zastosowań szkła konstrukcyjnego.
Wytrzymałość szkła laminowanego jest zwykle określana w sposób przybliżony tzw. „metodą efektywnej grubości” opracowaną przez Bennisona, zaadaptowaną na podstawie teorii kompozytów warstwowych przez Wolfela w celu uzyskania swobodnie podpartej belki pod równomiernie rozłożonym obciążeniem.
Folia PVB, szkło laminowane i okucia do balustrad wolnostojących zgodnie z normami krajowymi w Europie
- Szczegóły
- Kategoria: Wydanie 03/2020
 Szkło laminowane zawierające sztywną folię PVB jest coraz częściej stosowane w konstrukcjach szklanych.
Szkło laminowane zawierające sztywną folię PVB jest coraz częściej stosowane w konstrukcjach szklanych.
Ta kombinacja poprawia odporność laminowanego szkła na obciążenie, zmniejsza ugięcie, pomaga zmniejszyć
grubość i wagę szkła (potrzebne do przeniesienia projektowanych obciążeń), a w niektórych przypadkach czyni
zbędnym obróbkę cieplną szkła (sztywna folia PVB tak znacznie zwiększa nośność konstrukcji ze szkła laminowanego, że hartowanie szkła zwiększające jego wytrzymałość nie jest już konieczne).
Na co zwrócić uwagę w narzędziach do cięcia szkła laminowanego
- Szczegóły
- Kategoria: Wydanie 02/2020
 Ze względu na szczególne właściwości laminowanego bezpiecznego szkła (LSG), podczas przetwarzania tego materiału należy wziąć pod uwagę szereg czynników. Wyprodukowane wyroby muszą nie tylko spełniać bardzo wysokie standardy jakościowe i funkcjonalne, w większości przypadków wymagania estetyczne i wizualne dotyczące gotowych produktów są również bardzo wysokie. Dlatego podczas cięcia LSG stosowane systemy i narzędzia również odgrywają kluczową rolę w osiąganiu najlepszych rezultatów. W tym artykule szczegółowo omawiamy, na co należy zwrócić uwagę podczas obsługi odpowiednich maszyn i narzędzi.
Ze względu na szczególne właściwości laminowanego bezpiecznego szkła (LSG), podczas przetwarzania tego materiału należy wziąć pod uwagę szereg czynników. Wyprodukowane wyroby muszą nie tylko spełniać bardzo wysokie standardy jakościowe i funkcjonalne, w większości przypadków wymagania estetyczne i wizualne dotyczące gotowych produktów są również bardzo wysokie. Dlatego podczas cięcia LSG stosowane systemy i narzędzia również odgrywają kluczową rolę w osiąganiu najlepszych rezultatów. W tym artykule szczegółowo omawiamy, na co należy zwrócić uwagę podczas obsługi odpowiednich maszyn i narzędzi.
Jak produkcja wpływa na proces cięcia szkła laminowanego
- Szczegóły
- Kategoria: Wydanie 01/2020
 Każdy, kto przetwarza ten materiał, wie, że laminowane szkło bezpieczne (LSG) jest niekonwencjonalne i wymaga dużej delikatności. W szkle LSG powstają spękania i odszczypania, co skutkuje postawieniem pytania: co spowodowało uszkodzenia szkła? Czy nacisk podczas cięcia był zbyt niski? Czy nacisk podczas łamania był zbyt wysoki? A może spowodowały to niewłaściwe prędkość cięcia, przyspieszenie, kąt koła tnącego, temperatura, olej do cięcia, posuw walca łamiącego? Czy też naprężenie pozostałe w szkle, które powstało jeszcze podczas produkcji w hucie szkła? Czynniki wpływające na takie uszkodzenia szkła laminowanego są trudne do opanowania, a właściwości szkła stale się zmieniają. Ten artykuł powinien naświetlić czynniki, powstałe podczas produkcji, a wpływające na proces cięcia szkła LSG.
Każdy, kto przetwarza ten materiał, wie, że laminowane szkło bezpieczne (LSG) jest niekonwencjonalne i wymaga dużej delikatności. W szkle LSG powstają spękania i odszczypania, co skutkuje postawieniem pytania: co spowodowało uszkodzenia szkła? Czy nacisk podczas cięcia był zbyt niski? Czy nacisk podczas łamania był zbyt wysoki? A może spowodowały to niewłaściwe prędkość cięcia, przyspieszenie, kąt koła tnącego, temperatura, olej do cięcia, posuw walca łamiącego? Czy też naprężenie pozostałe w szkle, które powstało jeszcze podczas produkcji w hucie szkła? Czynniki wpływające na takie uszkodzenia szkła laminowanego są trudne do opanowania, a właściwości szkła stale się zmieniają. Ten artykuł powinien naświetlić czynniki, powstałe podczas produkcji, a wpływające na proces cięcia szkła LSG.
Reakcja po laminowaniu szkła wygiętego „na ciepło”
- Szczegóły
- Kategoria: Wydanie 11/2018
 Tak naprawdę, gięte „na ciepło” szkło laminowane uzyskuje się, składając najpierw pakiet szyb wraz z międzywarstwami z folii laminującej, a potem elastycznie wyginając cały pakiet w temperaturze pokojowej, korzystając z formy, do której warstwy szkła i folii zostają zamocowane po wygięciu. Po czym następuje proces laminowania pakietu w autoklawie.
Tak naprawdę, gięte „na ciepło” szkło laminowane uzyskuje się, składając najpierw pakiet szyb wraz z międzywarstwami z folii laminującej, a potem elastycznie wyginając cały pakiet w temperaturze pokojowej, korzystając z formy, do której warstwy szkła i folii zostają zamocowane po wygięciu. Po czym następuje proces laminowania pakietu w autoklawie.
SentryGlas® kluczem do wspaniałych ścian ze szklanymi żebrami
- Szczegóły
- Kategoria: Wydanie 10/2016
 Laminowane szkło z folią SentryGlas® ionoplast odegrało kluczową rolę w realizacji projektu 30-metrowej wysokości ściany holu ze szklanymi żebrami budynku biurowego, postawionego na 150 North Riverside Plaza w Chicago, Illinois, USA. SentryGlas® została wybrana głównie ze względu na jej zwiększoną wytrzymałość w porównaniu z laminatami PVB (co pozwoliło na uzyskanie o 30% cieńszego szkła budowlanego), jak też jej właściwości zapewnienia wytrzymałości resztkowej pękniętego szkła i wysoką przejrzystość. Ta ostatnie jest szczególnie zauważalna w połączeniu ze szkłem o niskiej zawartości żelaza, które również charakteryzuje wysoka transparentność – co pozwala uzyskać wysoką przezroczystość pakietu szyby laminowanej.
Laminowane szkło z folią SentryGlas® ionoplast odegrało kluczową rolę w realizacji projektu 30-metrowej wysokości ściany holu ze szklanymi żebrami budynku biurowego, postawionego na 150 North Riverside Plaza w Chicago, Illinois, USA. SentryGlas® została wybrana głównie ze względu na jej zwiększoną wytrzymałość w porównaniu z laminatami PVB (co pozwoliło na uzyskanie o 30% cieńszego szkła budowlanego), jak też jej właściwości zapewnienia wytrzymałości resztkowej pękniętego szkła i wysoką przejrzystość. Ta ostatnie jest szczególnie zauważalna w połączeniu ze szkłem o niskiej zawartości żelaza, które również charakteryzuje wysoka transparentność – co pozwala uzyskać wysoką przezroczystość pakietu szyby laminowanej.






















