







Zakładowa kontrola produkcji w przedsiębiorstwach stolarki budowlanej |
Termin Zakładowej Kontroli Produkcji (ZKP1)) wprowadzony został w Dyrektywie Rady Wspólnot Europejskich w sprawie ujednolicenia przepisów prawnych krajów należących do UE (89/106/EWG).
Oznacza on stałą wewnętrzną kontrolę produkcji, prowadzoną przez producenta. Wszystkie elementy, wymagania i postanowienia przyjęte przez producenta powinny być w sposób systematyczny dokumentowane przez zapisywanie procedur postępowania oraz wyników kontroli i badań.
Celem wprowadzenia ZKP jest zapewnienie stabilności produkcji, a zatem wyprodukowanie stolarki o właściwościach zgodnych z deklarowanymi przez producenta i zgodnymi z dokumentem odniesienia.
Dla wyjaśnienia należy podać, że termin producent w przypadku okien i drzwi oznacza firmę odpowiedzialną za wprowadzenie wyrobu na rynek pod własna nazwą.
Dokumentem odniesienia (specyfikacją) dla okien i drzwi zewnętrznych jest – PN-EN 14351:2006 Okna i drzwi. Norma wyrobu, właściwości eksploatacyjne. Część 1: Okna i drzwi zewnętrzne bez właściwości dotyczących odporności ogniowej i/lub dymoszczelności.
Wymagania w zakresie ZKP
Dokumentacja
Norma europejska PN-EN 14351-1:2006 w swojej treści podaje ogólne wymagania dotyczące dokumentacji systemu ZKP. Jednak, żeby system ZKP mógł prawidłowo funkcjonować, producent powinien posiadać:
• księgę ZKP,
• procedury i instrukcje,
• specyfikacje techniczne,
• dokumenty informacyjne.
Księga ZKP nie jest dokumentem obligatoryjnym, ale bardzo przydatnym zarówno dla samego producenta, klientów jak i inspektorów nadzoru budowlanego. Jest bowiem tzw. przewodnikiem po systemie. Opisuje m.in.:
• strukturę organizacyjną firmy,
• odpowiedzialność i uprawnienia personelu biorącego udział w ZKP,
• realizację wyrobu w tym przygotowanie produkcji, kontrola materiałów i elementów składowych oraz badania gotowego wyrobu,
• wyposażenie produkcyjne i badawcze,
• sposób identyfikaji wyrobu,
• zasady wprowadzania działań korekcyjnych i korygujących,
• sposób załatwiania reklamacji.
Procedury i instrukcje w sposób szczegółowy opisują tryb postępowania, np. w przypadku:
• prowadzenia kontroli i badań materiałów, elementów składowych i gotowych wyrobów,
• prowadzenia badań w toku produkcji,
• przechowywania i likwidacji próbek po badaniach,
• nadzoru nad wyposażeniem produkcyjnym oraz do kontroli i badań,
• postępowania z wyrobem niezgodnym z wymaganiami,
• załatwiania reklamacji,
• prowadzenia działań korekcyjnych i korygujących,
• prowadzenia i przechowywania zapisów prowadzonych w ramach ZKP.
Specyfikacje, do których to należą:
• normy i aprobaty techniczne,
• wymagania dla materiałów i elementów składowych,
• wymagania stawiane gotowym wyrobom (produkowanej stolarki).
Szczególną uwagę należy tutaj zwrócić na wymagania dotyczące materiałów i elementów składowych. Od ich jakości zależą w dużej mierze właściwości wyprodukowanej stolarki. Dlatego istotne jest opracowanie wymagań szczególnie dla materiałów elementów składowych, które nie mają ustanowionych norm, np. dla półfabrykatów klejonych warstwowo, kształtowników PVC foliowanych, lakierowanych czy z warstwą PMMA. Producent stolarki powinien zatem opracować takie wymagania i przedstawiać je swoim dostawcom.
Producent powinien również opracować wymagania dla właściwości, które deklaruje w Deklaracji zgodności dla swoich wyrobów.
Dokumenty informacyjne. Każdy zakład powinien dysponować dokumentami niezbędnymi do prowadzenia działalności. Są to:
• przepisy prawne,
• opis technologiczny produkcji,
• dokumentacja techniczna np. urządzeń produkcyjnych, badawczych.
Personel
Personel, wykonujący pracę mającą wpływ na stabilność produkcji i właściwości produkowanej stolarki, powinien być przede wszystkim kompetentny. Producent powinien określić wymagania dotyczące kompetencji pracowników zatrudnionych na poszczególnych stanowiskach. Pracownicy powinni posiadać zakresy odpowiedzialności i uprawnień.
W każdym zakładzie powinna być wyznaczona osoba odpowiadająca za wdrożenie i utrzymanie systemu Zakładowej Kontroli Produkcji.
Kontrola i badania
Kontrola i badania prowadzone w ramach Zakładowej Kontroli Produkcji obejmują:
• kontrolę materiałów i elementów składowych,
• kontrolę w toku produkcji,
• badania gotowej stolarki,
• montaż na budowie (jeśli producent taki prowadzi).
Kontrola materiałów i elementów składowych
Norma nie narzuca zakresu kontroli materiałów i elementów składowych stolarki. Producent powinien zatem sam ustalić procedurę, w której podany zostanie zakres kontroli. Jest to bardzo ważny element ZKP, ponieważ od jakości materiałów wyjściowych zależy w dużej mierze jakość gotowej stolarki.
Kontrola ta powinna polegać na sprawdzeniu dokumentów potwierdzających jakość tych materiałów lub – jeśli takich nie ma – na uzyskaniu wyników badań.
Można również wyrywkowo przeprowadzać badania kontrolne, np. właściwości, których określenie nie wymaga skomplikowanej aparatury.
Kontrola w toku produkcji
Producent powinien sam określić punkty krytyczne w toku produkcji, kontrolować je i zapisywać wyniki kontroli.
Badania gotowej stolarki wykonywane w ramach ZKP
Zakres badań gotowej stolarki przedstawiony został w załączniku ZA (tablica 3a i 3b) do PN-EN 14351-1:2006.
Zakres ten różni się w zależności od systemu oceny zgodności.
System oceny zgodności 1 dotyczy:
• drzwi zewnętrznych przeznaczonych na przegrody ogniowe/dymowe oraz stosowane na drogach ewakuacyjnych,
• okien dachowych przeznaczonych do zastosowań podlegających przepisom dotyczącym reakcji na ogień.
W pozostałych przypadkach okna, drzwi zewnętrzne i okna dachowe obejmuje system oceny zgodności 3.
W przypadku, kiedy producent produkuje drzwi lub/i okna dachowe podlegające systemowi oceny zgodności 1, Zakładowa Kontrola Produkcji powinna podlegać inspekcji i stałemu nadzorowi przez Jednostkę upoważnioną.
Jeśli producent produkuje okna, drzwi zewnętrzne i okna dachowe podlegające systemowi oceny zgodności 3, jednostka upoważniona powinna przeprowadzić tylko badania wstępne TYPU. Zakładowa Kontrola Produkcji i w tym przypadku powinna być wdrożona i utrzymywana ale nie podlega inspekcji i stałemu nadzorowi Jednostki upoważnionej.
W tablicy 3a i 3 b normy podany jest wykaz właściwości, które powinien producent badać w ramach ZKP, normy badawcze i normy kwalifikacyjne. Nie podano natomiast częstotliwości wykonywanych badań.
Częstotliwość badania poszczególnych właściwości ustala producent sam w zależności od:
• wielkości firmy,
• różnorodności produkowanej stolarki,
• kwalifikacji pracowników,
• zmienności dostawców materiałów wyjściowych,
• stabilności produkcji.
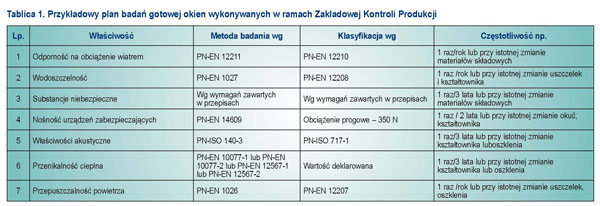
Nie wszystkie właściwości muszą być badane z tą samą częstotliwością. Przykład planu badań okien (w systemie oceny zgodności 3) wykonywanych w ramach Zakładowej Kontroli Produkcji podaje tablica 1.
Co to znaczy „istotna zmiana”? Za istotną zmianę przyjmuje się np. w przypadku:
• uszczelek – zmianę materiału, z którego wykonano uszczelki,
• kształtownika (materiału) – zmianę modułu Younga, przewodności cieplnej, gęstości,
• kształtownika – zmianę powierzchni, kształtu przekrojów poprzecznych, urządzenia wentylacyjne, montaż,
• oszklenia – zmianę masy, powłoki, przestrzeni międzyszybowej, gazu, uszczelnienia.
Konieczność zmniejszenia lub zwiększenia częstotliwości badań prowadzonych w ramach ZKP, producent podejmuje po wnikliwej analizie dotychczasowych wyników badań oraz wprowadzanych zmian materiałowo-konstrukcyjnych.
Badania przewidziane planem ZKP może producent wykonywać sam we własnym zakresie ale może również zlecić na zewnątrz do laboratorium. W każdym jednak przypadku jest za nie odpowiedzialny. W przypadku zlecenia badań do laboratorium nieakredytowanego producent zobowiązany jest do prowadzenia nadzoru. Powinien w takim przypadku, przed zleceniem badań, przeprowadzić audit potwierdzający kompetencje techniczne tego laboratorium. W przypadku zlecenia badań do laboratorium akredytowanego producent zwolniony jest z nadzoru, ponieważ nadzór i potwierdzenie kompetencji przejmuje na siebie Polskie Centrum Akredytacji (PCA).
Jeśli zaś producent zdecyduje się na prowadzenie badań we własnym zakresie, powinien wyposażyć laboratorium w niezbędne urządzenia badawcze i pomiarowe oraz zapewnić nadzór metrologiczny nad nimi.
Producent powinien:
• określić osoby odpowiedzialne za nadzór nad wyposażeniem,
• ustalić i udokumentować sposób postępowania, zapewniający, że całe wyposażenie, służące do prowadzenia kontroli i badań będzie wskazywać wiarygodne wartości,
• określić jakie przyrządy będą niezbędne do przeprowadzenia poszczególnych pomiarów,
• sporządzić spis wyposażenia oraz harmonogram sprawdzeń i wzorcowań wszystkich przyrządów pomiarowych.
Każdy przyrząd powinien mieć: instrukcję obsługi, sprawdzenia i wykonywania pomiarów. Instrukcje te powinny być dostępne i zrozumiałe dla pracowników, a wyposażenie używane wyłącznie zgodnie z przeznaczeniem.
Wyposażenie powinno być okresowo wzorcowane przez laboratorium wzorcujące a wyniki wzorcowań przechowywane razem z przyrządem. Również urządzenia produkcyjne powinny być regularnie sprawdzane i konserwowane w celu zapewnienia, że ich użytkowanie, zużycie lub uszkodzenie nie spowoduje wyprodukowania wadliwego wyrobu.
Montaż na budowie
Producent jest zobowiązany do dostarczenia wraz z wyrobem instrukcji:
• montażu,
• konserwacji,
• wymiany elementów,
• bezpiecznego użytkowania.
Postępowanie z wyrobem niezgodnym z wymaganiami
Producent powinien:
• ustalić osobę uprawnioną do stwierdzenia niezgodności wyrobu z wymaganiami,
• odizolować i właściwie oznakować ten wyrób,
• dokonać analizy przyczyny niezgodności,
• podjąć działania korekcyjne i korygujące.
Jeśli wyrób niezgodny z wymaganiami znajdzie się przypadkowo u klienta, należy niezwłocznie powiadomić o tym klienta, dokonać działań korekcyjnych (jeśli to możliwe) lub wymienić wyrób na pełnowartościowy. Ze wszystkich działań należy dokonywać zapisy.
Działania korygujące i zapobiegawcze
W przypadku stwierdzenia wyrobu niezgodnego z wymaganiami, osoba uprawniona do stwierdzenia niezgodności powinna podjąć działania korekcyjne (naprawcze), dokonać analizy przyczyny powstałej niezgodności oraz wprowadzić działania korygujące, mające na celu usunięcie przyczyny powstałej niezgodności.
Reklamacje
Producent powinien określić i udokumentować sposób postępowania z reklamacjami, zarówno zgłoszonymi do niego przez odbiorców jego własnych wyrobów, jak również składanych przez producenta dostawcom materiałów i elementów składowych okien i drzwi.
Sposób postępowania powinien obejmować:
• rejestracje wszystkich zgłoszonych reklamacji;
• prowadzenie zapisów umożliwiających identyfikację: umowy, zlecenia, data zgłoszenia i data zakończenia postępowania reklamacyjnego, osoby odpowiedzialne za prowadzenie i zakończenie reklamacji;
• zapisy dotyczące stanowiska klienta;
• merytoryczną ocenę przyczyny reklamacji;
• ustalenie działań korygujących.
Producent powinien nadać uprawnienia osobom odpowiedzialnym za prowadzenie reklamacji i podejmowanie decyzji w toku prowadzenia reklamacji.
Producent jest zobowiązany do:
• przechowywania i archiwizowania zapisów z reklamacji,
• podejmowania działań korygujących związanych z każdą reklamacją,
• okresowej oceny reklamacji,
• wykorzystanie zgłaszanych przez siebie reklamacji do oceny dostawców.
Analiza reklamacji powinna być wykorzystana przez producenta do oceny skuteczności niektórych procesów, np. zakupów, produkcji, obsługi klienta.
Identyfikacja i identyfikowalność
Wszystkie wyroby i ich poszczególne elementy składowe powinny być możliwe do zidentyfikowania. Identyfikacja wyrobu, często zapisana w postaci ustalonego kodu, pozwala na stwierdzenie, jaki to jest typ wyrobu, kiedy i przez kogo wyrób był wyprodukowany, kto dokonał sprawdzenia i kto skierował wyrób do klienta. Producent powinien również prowadzić zapisy umożliwiające odtworzenie drogi powstania wyrobu, począwszy od zakupu materiałów i elementów składowych, przez wyniki kontroli w toku produkcji i gotowego wyrobu aż do wykonania montażu u klienta (identyfikowalność).
Wszystkie zapisy związane z powstaniem wyrobu powinny być bezwzględnie archwizowane.
Zapisy
Najważniejszym dokumentem w systemie Zakładowej Kontroli Produkcji są zapisy. Są one tworzone na różnych etapach produkcji i powinny dotyczyć:
• określenia zakresu odpowiedzialności i uprawnień personelu biorącego udział w ZKP,
• wyników kontroli i badań,
• wyników kontroli wzorcowań i sprawdzeń urządzeń produkcyjnych, badawczych i pomiarowych,
• prowadzonych działań korekcyjnych i korygujących,
• identyfikacji i identyfikowalności,
• reklamacji.
Znakowanie wyrobu
Gotowe wyroby powinny być znakowane zgodnie z wymaganiami EN14351-1:2006. Producent powinien wystawić deklaracje zgodności, uprawniającą go do naniesienia na wyrób znaku CE.
Deklaracja powinna zawierać następujące informacje:
• nazwę i adres producenta lub jego upoważnionego przedstawiciela w EEA i miejsce produkcji,
• opis wyrobu (typ, identyfikacja, zastosowanie itp.),
• kopię wszystkich informacji towarzyszących znakowaniu CE,
• postanowienia, z którymi wyrób jest zgodny,
• szczególne warunki dotyczące użytkowania wyrobu,
• nazwę i adres laboratorium aprobującego,
• nazwisko i zajmowane stanowisko osoby uprawnionej do podpisania deklaracji w imieniu producenta lub jego upoważnionego przedstawiciela.
Deklaracja powinna być wystawiona w oficjalnym języku UE lub języku kraju członkowskiego UE, w którym wyrób jest użytkowany.
Znak CE powinien być umieszczony w dokumentach towarzyszących, tj. w fakturze.
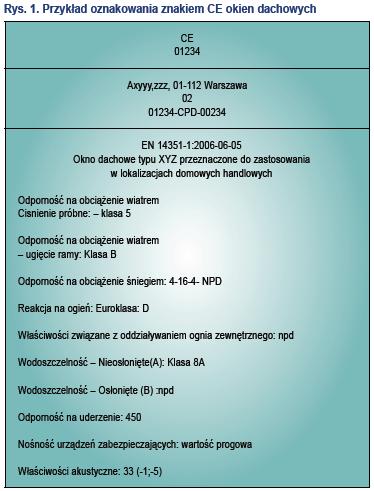
Znak zgodności przeznaczony do umieszczenia, powinien być zgodny z dyrektywą 93/68/EC i powinny mu towarzyszyć następujące informacje:
• numer identyfikacyjny instytucji certyfikującej,
• nazwa lub znak identyfikacyjny i zarejestrowany numer producenta,
• dwie ostatnie cyfry roku, w którym zostało umieszczone oznakowanie,
• numer certyfikatu zgodności CE lub certyfikatu ZKP,powołanie normy europejskiej lub aprobaty technicznej,
• opis wyrobu,
• informacje o podstawowych właściwościach,
• wartości, poziom lub klasy deklarowanych właściwości podstawowych,
• istotne właściwości lub opcja NPD.
Podsumowanie
Zakładowa kontrola produkcji jest najważniejszym elementem oceny zgodności wyrobu.
Producent i jedynie producent jest odpowiedzialny za jakość swojego wyrobu. Żeby móc sprostać stawianym wymaganiom powinien:
• mieć kompetentny personel,
• uczynić go odpowiedzialnym za poszczególne działania i nadać mu uprawnienia odpowiednie do zakresu odpowiedzialności,
• opracować dokumentację ZKP,
• prowadzić kontrolę i badania na wszystkich etapach produkcji, począwszy od kontroli materiałów i elementów składowych, poprzez proces produkcyjny i badania gotowego wyrobu,
• zapewnić nadzór nad wyposażeniem pomiarowym tak, by wyniki badań można było uznać za właściwe,
• prowadzić nadzór nad wyrobem niezgodnym z wymaganiami,
•podejmować działania korekcyjne, korygujące i zapobiegawcze,
• prowadzić i archiwizować wszystkie zapisy powstałe w wyniku działania ZKP.
• znakować swój wyrób zgodnie z wymaganiami normy.
Norma PN-EN 14351-1:2006 zawiera wymagania dotyczące zakładowej kontroli produkcji dla wszystkich producentów okien i drzwi zewnętrznych bez względu na ich wielkość. Zarówno małe firmy jak i duże montownie okien muszą spełniać wszystkie opisane wymagania.
Wdrożenie i prowadzenie zakładowej kontroli produkcji wymaga określonej wiedzy, którą może służyć Zakład Badań Lekkich Przegród i Przeszkleń ITB w postaci konsultacji, szkolenia pracowników, opracowywania programów badań.
Irena Kotwica
ITB






















