







Wydanie 3/2007
- Szczegóły
- Kategoria: Wydanie 3/2007
Ocena zgodności okien i drzwi zewnętrznych bez właściwości dotyczących ognioodporności i/lub dymoszczelności Część 2 |
Część 1 artykułu Oceny zgodności okien i drzwi zewnętrznych bez właściwości dotyczących ognioodporności i/lub dymoszczelności ukazała się w numerze 2/07 „Świata Szkła” i przedstawiała zagadnienia związane z:
• wstępnym badaniem typu,
• zakładową kontrolą produkcji,
wynikające z postanowień normy PN-EN 14351-1: 2006 Okna i drzwi. Norma wyrobu, właściwości eksploatacyjne. Część 1: Okna i drzwi zewnętrzne bez właściwości dotyczących ognioodporności i/lub dymoszczelności. W chwili obecnej jest to już zharmonizowana Norma Europejska wyrobu, która z dniem 1 lutego 2007 r. stanowi dokument odniesienia w procedurze prowadzącej do oznakowania CE okien i drzwi zewnętrznych, w tym również dla polskich producentów i importerów.
Zagadnienia poświadczania zgodności
Zakres stosowania i odnośne właściwości
Poszczególne części normy PN-EN 14351-1:2006 zostały opracowane przez CEN na podstawie Mandatu Komisji Europejskiej M/101 „Drzwi, okna, bramy i związane z nimi okucia budowlane”, wraz ze zmianami M/126 i M/130 oraz Mandatu M/122 „Pokrycia dachowe, świetliki, okna dachowe i wyroby pomocnicze”.
Stosowne rozdziały tej normy spełniają wymagania wymienionych mandatów udzielanych na mocy Dyrektywy Unii Europejskiej na wyroby budowlane 89/106/EWG.
Zgodność z tymi rozdziałami daje podstawę domniemania przydatności okien i drzwi zewnętrznych do zamierzonych zastosowań, co powinno być zawarte w informacji towarzyszącej oznakowaniu CE.
Zagadnienia poświadczenia zgodności okien i drzwi zewnętrznych przedstawione są w Załączniku ZA omawianej Normy Europejskiej. Znajduje się w nim ostrzeżenie, że w odniesieniu do wyrobów budowlanych objętych zakresem normy mogą mieć zastosowanie inne wymagania i inne Dyrektywy Unii Europejskiej, nie dotyczące przydatności do ich zamierzonego zastosowania.
Ponadto sformułowane są następujące uwagi:
1. Oprócz wszelkich szczególnych punktów w niniejszej normie, dotyczących substancji niebezpiecznych, dodatkowo do wyrobów objętych zakresem niniejszej normy mogą mieć zastosowanie inne wymagania (np. przystosowanie ustawodawstwa europejskiego i przepisów krajowych, regulacje i decyzje administracyjne). W celu spełnienia postanowień Dyrektywy 89/106/EWG niezbędne jest również spełnienie przedstawionych wymagań, jeśli – tam gdzie – mają one zastosowanie.
2. Europejska informacyjna baza danych i krajowe przepisy dotyczące substancji niebezpiecznych są dostępne na stosownej stronie internetowej Construction na portalu EUROPA.
3. Porównanie informacji towarzyszącej oznakowaniu CE i wymagań dotyczących określonego budynku dostarczonych przez kompletatora, wykaże, czy wyrób jest – czy też nie jest – przydatny w określonym budynku.
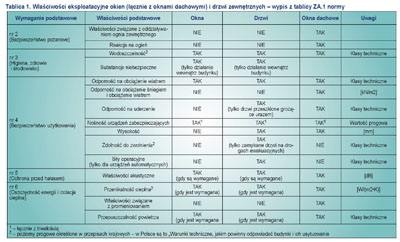
W załączniku ZA normy PN-EN 14351-1:2006 zawarta jest „Tablica ZA.1 – Odnośne rozdziały (właściwości eksploatacyjne)” z zaznaczeniem, że dotyczy okien (łącznie z oknami dachowymi) i drzwi zewnętrznych z zamierzonym zakresem zastosowania – komunikacja w lokalizacjach domowych i handlowych. Wypis z tej tablicy przedstawiony jest niniejszej publikacji jako tablica 1.
Dalej znajduje się stwierdzenie, że wymaganie dotyczące jakieś właściwości nie ma zastosowania w tych krajach członkowskich, gdzie dla zamierzonego zastosowania wyrobu nie ma wymagań prawnych dotyczących danej właściwości. W takim przypadku producenci kierujący swoje wyroby na rynki tych krajów członkowskich nie są zobowiązani do określenia lub zadeklarowania osiągów swoich wyrobów w odniesieniu do danej właściwości, a w dokumentacji towarzyszącej oznakowaniu CE mogą stosować opcję „npd”. Nie można jednak zastosować opcji „ndp” tam, gdzie dana właściwość podlega poziomowi progowemu.
Procedura poświadczania zgodności
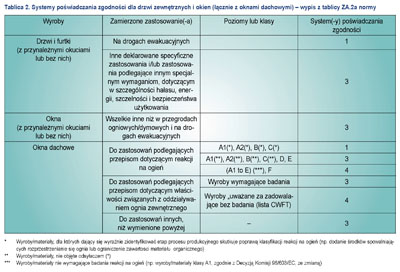
Systemy oceny zgodności dotyczące okien i drzwi zewnętrznych objętych normą PN-EN 14351-1:2006 wynikają ze stosownych Decyzji Komisji Europejskiej oraz wspomnianych już Mandatów M/101 i M/122 i podane są w tablicy ZA.2 tej normy dla wskazanego zamierzonego zastosowania i odnośnego poziomu lub klasy. Wypis z tej tablicy ujęty jest w tablicy 2 niniejszej publikacji.
Dla wyjaśnienia zapisów w tablicy 2 podać należy, że zgodnie z Decyzją Komisji Europejskiej z dnia 4 października 1996 r. nr 96/603/EC oraz decyzją Komisji z dnia 26 września 2000 r. nr 2000/605/EC zmieniającą zapisy decyzji nr 96/603/EC, wyroby wykonane z materiałów homogenicznych (stal, stal nierdzewna, stopy aluminium, cynk i stopy cynku, beton itp.), uwzględniając ich niski poziom palności, zalicza się do klasy A1 bez konieczności przeprowadzania prób w zakresie reakcji na ogień.
W przypadku okien dachowych, które podlegają przepisom dotyczącym właściwości związanych z oddziaływaniem ognia zewnętrznego, system oceny zgodności jest zależny od konieczności przeprowadzenia badań odporności na działanie ognia zewnętrznego. W ramach grupy jednostek notyfikowanych do Dyrektywy na wyroby budowlane trwają prace dotyczące opracowania listy wyrobów, dla których możliwe jest określenie klasyfikacji w zakresie odporności na działanie ognia zewnętrznego bez potrzeby dalszych badań – tzw. Listy CWFT (ang. Classified Without Further Testing).
Badanie zgodności okien i drzwi zewnętrznych powinno być oparte o procedury oceny zgodności wskazane w normie PN-EN 14351-1:2006 w tablicach ZA.3a i ZA.3b, które wyznaczają zadania dotyczące zgodności wyrobów według systemu 1 i 3 obejmujące:
System 1
• Zadania do wykonania na odpowiedzialność jednostki certyfikującej wyroby (łącznie z pobieraniem próbek):
– ciągły nadzór oceny i akceptacja zakładowej kontroli produkcji przez jednostkę notyfikowaną;
– wstępna inspekcja fabryki i zakładowej kontroli produkcji przez jednostkę notyfikowaną,
– wstępne badanie typu wyrobu przez jednostkę notyfikowaną;
• Zadania do wykonania na odpowiedzialność producenta (łącznie z pobraniem próbek):
– badanie próbek pobranych w fabryce, zgodnie z ustalonym planem producenta;
– wstępne badanie typu wyrobu przez producenta;
– zakładowa kontrola produkcji prowadzona przez producenta.
System 3
• Zadania do wykonania na odpowiedzialność producenta (łącznie z pobraniem próbek):
– wstępne badanie typu wyrobu przez jednostkę notyfikowaną;
– wstępne badanie typu wyrobu przez producenta;
– zakładowa kontrola produkcji prowadzona przez producenta.
Prezentowana norma podaje, że określenie – za pomocą wartości tabelarycznych lub obliczeń – właściwości podlegających kontroli jednostki certyfikującej wyroby lub prowadzonej przez notyfikowane laboratorium badawcze na odpowiedzialność producenta, może być dokonywane przez producenta, jednak podstawy, na których oparto określenie właściwości, powinny być sprawdzone przez tę samą jednostkę.
Norma zaleca, aby laboratoria uprawnione do wstępnego badania typu według systemów 1 i 3, przeprowadzały swoje badania z wykorzystaniem własnej aparatury i personelu badawczego.
Badania w ramach systemu poświadczania zgodności mogą być również przeprowadzona z wykorzystaniem infrastruktury badawczej producenta, tzn. jego personelu i wyposażenia, pod warunkiem, że:
• jednostka notyfikowana wyraża zgodę na wykorzystanie infrastruktury badawczej producenta, ze świadomością, że ponosi on odpowiedzialność za przeprowadzane badania;
• urządzenia badawcze producenta są kalibrowane;
• badania na urządzeniach badawczych producenta są wykonywane w ścisłej zgodności z procedurą badawczą odpowiednich specyfikacji technicznych oraz
• jednostka notyfikowana asystuje w badaniach przeprowadzanych przez personel producenta i decyduje czy wyniki tych badań można brać pod uwagę, czy też nie.
Wykorzystywanie infrastruktury badawczej producenta nie oznacza jakiejkolwiek umowy podwykonawstwa. Nie daje to także producentowi statusu jednostki notyfikowanej.
Jeżeli urządzenia badawcze producenta są użyte przez jednostkę notyfikowaną do wykonania całości badań lub ich części, powinno to być odnotowane w sprawozdaniu z badań.
Oznakowanie i etykietowanie okien oraz drzwi zewnętrznych
Producent lub jego uprawniony przedstawiciel ustanowiony na obszarze Unii Europejskiej jest odpowiedzialny za umieszczenie oznakowania CE. Symbol oznakowania CE, który zostanie umieszczony, powinien spełniać wymagania Dyrektywy 93/68/EEC dotyczącej oznakowania CE. Oznakowaniu CE powinna towarzyszyć następująca informacja:
• numer identyfikacyjny jednostki certyfikującej (tylko dla wyrobów objętych systemem 1);
• nazwa i zarejestrowany adres lub znak identyfikacyjny producenta;
• dwie ostatnie cyfry roku, w którym umieszczono oznakowanie CE;
• numer certyfikatu zgodności CE (tylko dla wyrobów objętych systemem 1);
• powołanie normy PN-EN 14351-1:2006;
• opis wyrobu: nazwa rodzajowa, materiał, wymiary itp. oraz zamierzone zastosowanie;
• informacje dotyczące odnośnych właściwości podstawowych do zadeklarowania, zestawionych w Tablicy ZA.1 (tablica 1 wg niniejszej publikacji), przedstawione jako:
– zadeklarowane wartości i – tam gdzie to właściwe – poziomy i/lub klasy (łącznie z opcją „badanie zaliczone” dla wymagań typu „badanie zaliczone/niezaliczone”, tam gdzie jest to konieczne) dla każdej właściwości podstawowej, tak jak to pokazano w Tablicy ZA.1;
– „osiągi nie określone” dla tych właściwości, których to dotyczy.
Opcja „osiągi nie określone” (npd) nie może być zastosowana, jeżeli dana właściwość podlega poziomowi progowemu. Przeciwnie, opcja „npd” może zostać zastosowana, jeśli – i tam gdzie – właściwość dotycząca danego zamierzonego zastosowania końcowego nie jest przedmiotem wymagań przepisów.
W normie zawarto w tym miejscu uwagę, że jeżeli stosowane jest oznakowanie standardowe, zaleca się, aby zawierało ono informację dotyczącą wszystkich odnośnych właściwości podstawowych; jeżeli nie wszystkie właściwości są ujęte, wartości właściwości nie uwzględnionych powinny być podane dodatkowo. Należy jednak zwrócić uwagę, aby stosując oznakowanie standardowe nie wprowadzić do oznakowania CE informacji dotyczących właściwości nie będących właściwościami podstawowymi.
Oznakowanie CE, jak również informacja towarzysząca, powinny być przymocowane w sposób widoczny, czytelny i nieusuwalny w jednej lub więcej niż jednej z podanych niżej lokalizacji (hierarchia według preferencji producenta):
– na jakiejkolwiek odpowiedniej części wyrobu samego w sobie, pod warunkiem, że zapewniona jest widoczność przy otwartych skrzydłach okiennych lub drzwiowych;
– na przymocowanej etykiecie;
– na opakowaniu wyrobu;
– w towarzyszących dokumentach handlowych lub w dokumentacji technicznej wydanej przez producenta.
W sytuacji, gdy informacja jest podzielona (tzn. na wyrobie jako takim uwidocznione jest jedynie oznakowanie CE), informacje podane już w miejscach znajdujących się wyżej w hierarchii powinny zostać powtórzone w lokalizacjach znajdujących się niżej w hierarchii.
Powiązania normy PN-EN 14351-1:2006 z innymi dyrektywami
Powiązania z dyrektywą 98/37/WE
W załączniku 2 B (informacyjnym) prezentowanej Normy Europejskiej zawarte jest stwierdzenie, że norma ta została opracowana na podstawie mandatu udzielanego Europejskiej Komisji Normalizacyjnej CEN przez Komisją Europejską i Europejskie Stowarzyszenie Wolnego Handlu w celu zapewnienia środków zgodności także z wymaganiami podstawowymi Dyrektywy Nowego Podejścia 98/37/WE Parlamentu Europejskiego i Rady z dnia 22 czerwca 1998 r. o zbliżeniu praw państw członkowskich odnoszących się do maszyn, zmienionej Dyrektywą 98/79/WE.
Dalej podano, że gdy norma zostanie ogłoszona na mocy tej Dyrektywy w Dzienniku Urzędowym Wspólnot Europejskich oraz zostanie wdrożona jako norma krajowa w przynajmniej jednym kraju członkowskim, spełnienie postanowień normatywnych z wymagań zawartych w rozdziałach 4.24.2.1 (bezpieczeństwo użytkowania drzwi zewnętrznych z napędem) i 4.24.3.1 (bezpieczeństwo użytkowania okien z napędem) tej normy da postawę – w granicach zakresu normy – domniemania zgodności z odnośnymi wymaganiami podstawowymi tej Dyrektywy i związanymi z nimi przepisami EFTA (Europejskie Stowarzyszenie Wolnego Handlu).
Jednocześnie w załączniku ZB znajduje się ostrzeżenie, że w odniesieniu do wyrobów objętych zakresem normy mogą mieć zastosowanie inne wymagania i inne Dyrektywy Unii Europejskiej.
Powiązanie z dyrektywą 73/23/EWG)
Kolejny załącznik ZC (informacyjny) do normy PN-EN 14351-1:2006 zawiera stwierdzenie, że norma ta została opracowana na podstawie mandatu udzielanego Europejskiej Komisji Normalizacyjnej CEN przez Komisją Europejską i Europejskie Stowarzyszenie Wolnego Handlu w celu zapewnienia środków zgodności także z wymaganiami podstawowymi Dyrektywy Nowego Podejścia 73/23/EWG z dnia 19 lutego 1973 r. o harmonizacji praw państw członkowskich dotyczących sprzętu elektrycznego przeznaczonego do stosowania w określonym granicach napięcia, zmienionej Dyrektywą 93/23/EWG. Dalsza treść załącznika ZC jest identyczna z treścią podaną w załączniku ZB normy.
Zbigniew Czajka
O/Wielkopolski ITB
- Szczegóły
- Kategoria: Wydanie 3/2007
Oznakowanie CE, a znak budowlany B dla szyb zespolonych izolacyjnych |
 1 marca 2007 roku kończy się okres przejściowy obowiązywania europejskiej normy zharmonizowanej EN 1279-5 Szkło w budownictwie – Szyby zespolone izolacyjne – Część 5: Ocena zgodności wyrobu z normą. Jest to jednocześnie data wycofania norm krajowych dotyczących zespolonych szyb izolacyjnych.
1 marca 2007 roku kończy się okres przejściowy obowiązywania europejskiej normy zharmonizowanej EN 1279-5 Szkło w budownictwie – Szyby zespolone izolacyjne – Część 5: Ocena zgodności wyrobu z normą. Jest to jednocześnie data wycofania norm krajowych dotyczących zespolonych szyb izolacyjnych.
Od tego momentu w większości krajów Europejskiego Obszaru Gospodarczego oznakowanie CE dla szyb zespolonych izolacyjnych stanie się obowiązkowe. W Polsce jednak wymagania dotyczące zasad wprowadzania wyrobu budowlanego na rynek nie są dla wszystkich do końca jednoznaczne i ciągle toczy się na ten temat dyskusja.
Szyby zespolone izolacyjne należą do grupy wyrobów budowlanych. W Polsce zasady wprowadzania wyrobów budowlanych na rynek reguluje ustawa z 16 kwietnia 2004 roku (Dz. U. 2004 nr 92 poz. 881). Zgodnie z art. 5 tejże ustawy wyrób budowlany nadaje się do stosowania przy wykonywaniu robót budowlanych, jeżeli jest:
1) oznakowany CE, co oznacza, że dokonano oceny jego zgodności z normą zharmonizowaną albo europejską aprobatą techniczną bądź krajową specyfikacją techniczną państwa członkowskiego Unii Europejskiej lub Europejskiego Obszaru Gospodarczego, uznaną przez Komisję Europejską za zgodną z wymaganiami podstawowymi, albo
2) umieszczony w określonym przez Komisję Europejską wykazie wyrobów mających niewielkie znaczenie dla zdrowia i bezpieczeństwa, dla których producent wydał deklarację zgodności z uznanymi regułami sztuki budowlanej, albo
3) oznakowany, z zastrzeżeniem ust. 4, znakiem budowlanym, którego wzór określa załącznik nr 1 do niniejszej ustawy.
Do dnia dzisiejszego wykaz, o którym mowa w pkt. 2 nie został jeszcze opublikowany przez Komisję Europejską. Oznacza to, że w tej chwili wyrób budowlany możemy wprowadzić do obrotu na terytorium Polski wyłącznie wtedy, jeśli oznakujemy go znakiem CE albo znakiem budowlanym B.
Celem oznakowania wyrobu budowlanego znakiem CE producent musi przeprowadzić ocenę zgodności wyrobu ze zharmonizowaną normą odpowiednią dla jego produktu lub europejską aprobatą techniczną lub krajową specyfikacją techniczną uznaną przez Komisję Europejską. Na tej podstawie producent na własną odpowiedzialność (system 3 i 4) wydaje deklarację zgodności.
W przypadku znaku budowlanego B producent musi dokonać oceny zgodności wyrobu z polską normą (która nie musi być normą zharmonizowaną) albo aprobatą techniczną, której definicja nie różni się zasadniczo od definicji europejskiej aprobaty technicznej, z tym, że przy jej ustalaniu nie muszą być brane pod uwagę ustalenia Komisji Europejskiej. Tak jak w przypadku oznakowania CE producent musi także wydać deklarację zgodności.
Decyzja, który system oznakowania wybrać należy do producenta. To on decyduje co jest dla niego najlepsze.
W przypadku szyb zespolonych starając się zarówno o oznakowanie CE, jak i znak budowlany B producent musi przeprowadzić ocenę zgodności wyrobu z normą PN-EN 1279-5, czyli musi spełnić te same wymagania. Różnica polega jednak na tym, że w przypadku oznakowania CE Wstępne Badania Typu Wyrobu muszą być przeprowadzone w Jednostce Notyfikowanej, natomiat w przypadku znaku budowlanego B wystarczy jak będzie to Jednostka Akredytowana. Jednakże należy pamiętać, że decydując się na oznakowanie naszego produktu znakiem budowlanym B będziemy mogli go sprzedawać tylko i wyłącznie w obrębie Polski. Oznakowanie CE szyby zespolonej będzie wymagane także np. przez producentów okien, którzy eksportują swoje wyroby do pozostałych krajów Unii Europejskiej.
Monika Magiera
Guardian
- Szczegóły
- Kategoria: Wydanie 3/2007
Sprawdzone narzędzia |
Szlifowanie krawędzi szkła płaskiego jest prawie tak stare jak samo jego wytwarzanie. W początkowym okresie używano do tego naturalnego kamienia.
Metoda ta praktykowana jest do dziś w zakładach o długoletnich tradycjach szklarskich, wymaga dużych umiejętności manualnych szlifierza i długiego czasu.
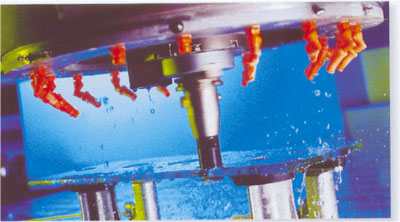
Odkąd wprowadzono do obrotu narzędzia z nasypem diamentowym, proces ten stał się precyzyjny i szybki. Umożliwił też obrabianie szkła na centrach numerycznych.
Diament w obróbce szkła
Szkło jest bardzo twardym materiałem. Aby móc go efektownie obrobić trzeba użyć najtwardszego materiału – diamentu. Tarcze diamentowe mają szerokie zastosowanie w zatępianiu krawędzi szkła przed procesem hartowania jak i w szlifowaniu, fazowaniu oraz grawerowaniu.
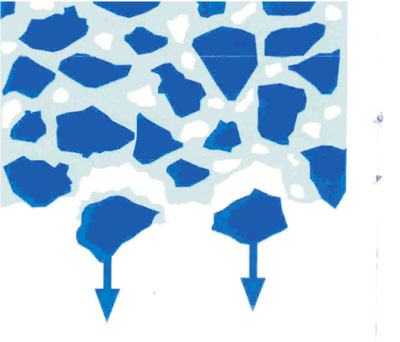
Przykład wykruszania się ziarna diamentowego ze spoiwa
Diament to krystaliczna forma węgla. Syntetyczne diamenty są generalnie bardziej odpowiednie w zastosowaniu jako ścierniwo, niż diamenty naturalne.
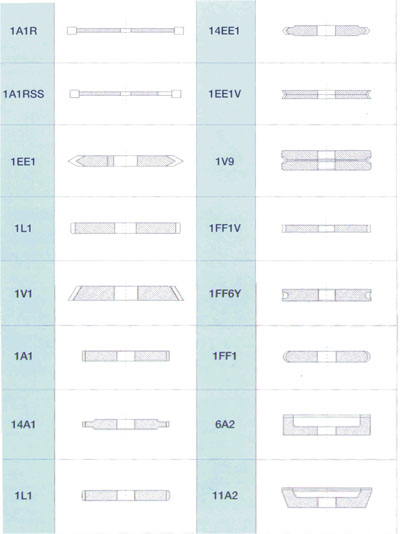
Przykładowe wzory tarcz zgodne z normą UNI ISO 6104
Spoiwo
Spoiwo ma za zadanie utrzymanie ziarna elementu ściernego przez cały czas jego żywotności (ale nie dłużej) odsłaniając kolejne ziarna.
Główne typy spoiw:
• ceramiczne
• żywiczne
• metalowe
• elastyczne
W obróbce szkła, spoiwa metalowe używane są głównie na pierwszych wrzecionach maszyn szlifujących i fazujących szkło. Żywiczne spoiwa są bardziej właściwe dla wygładzania i polerowania szkła ponieważ są delikatne. Metalowe spoiwo ma znakomite właściwości utrzymywania profilu zaś żywiczne zapewniają lepszy poler.

Obrazowany system oznaczania uziarnienia
– spoiwo z nasypem diamentowym
– korpus (stalowy, aluminiowy lub inny)
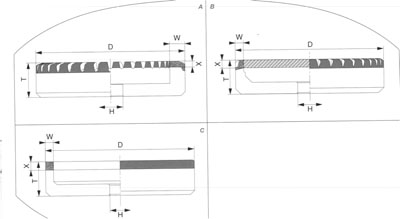
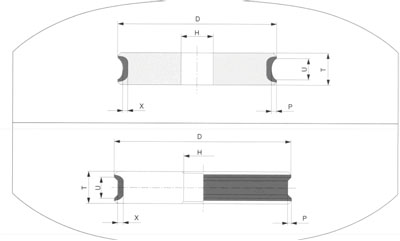
Geometria tarczy garnkowej:
D – średnica zewnętrzna tarczy
W – szerokość nasypu
X – wysokość nasypu
H – otwór mocujący
T – wysokość właściwa
– spoiwo z nasypem diamentowym
– korpus (stalowy, aluminiowy lub inny)
Geometria tarczy obwodowej:
D – średnica zewnętrzna tarczy
X – wysokość nasypu
H – otwór mocujący
T – wysokość właściwa
U – szerokość nasypu
Ścierniwo i spoiwo to dwa składniki narzędzi diamentowych. Odpowiednio dobrane stanowią o trwałości i żywotności narzędzia. Źle dobrane powodują zbyt szybkie wykruszanie się ziaren diamentowych lub blokowanie kolejnych warstw ścierniwa.
Dokonując doboru należy wziąć pod uwagę:
• typ i strukturę maszyny (moc, obroty, stabilność – np. wibracje),
• parametry obróbki (prędkość kątowa, itd.),
• wymaganą żywotność narzędzia (wydajność),
• szybkość procesu obróbki,
• wymaganą jakość poleru,
• system chłodzenia tarcz.
Na świecie jest wielu producentów narzędzi diamentowych, jednak niewielu z nich może cieszyć się renomą. Jednym z najlepszych producentów narzędzi diamentowych jest TYROLIT-VINCENT S.P.A., firma powstała z międzynarodowej grupy koncernu TYROLIT-SWAROWSKI z siedzibą w Thiene (Włochy). Dział ten zajmuję się produkcją szerokiej gamy narzędzi diamentowych do obróbki kamienia, stali, ceramiki i oczywiście szkła płaskiego.
Firma POLVER jest wyłącznym przedstawicielem TYROLIT VINCENT w zakresie sprzedaży narzędzi do obróbki szkła płaskiego i kryształowego .
POLVER
- Szczegóły
- Kategoria: Wydanie 3/2007
Systemy oczyszczania wody używanej w cyklach produkcyjnych |
 Włoska firma Turrini specjalizuje się w produkcji urządzeń do oczyszczania wody, pochodzącej z produkcji w zarówno małych jak i dużych zakładach szklarskich, kamieniarskich oraz ceramicznych.
Włoska firma Turrini specjalizuje się w produkcji urządzeń do oczyszczania wody, pochodzącej z produkcji w zarówno małych jak i dużych zakładach szklarskich, kamieniarskich oraz ceramicznych.
Produkuje m. in. systemy oczyszczania wody, stoły ssące, prasy filtracyjne, oczyszczalnie z kurtyną wodną ssące pyły itp. Wszystkie urządzenia Turrini zostały zaprojektowane zgodnie z obowiązującymi normami bezpieczeństwa. są ekologiczne, usprawniają przebieg i zaoszczędzają koszty produkcji (redukując w dużym stopniu zużycie wody czystej oraz czas czyszczenia maszyny – wanny i narzędzi).
Maszyny te przeznaczone są do ekonomicznego, przyjaznego dla środowiska i odpowiadającego przepisom sanitarnym wykorzystania w procesie produkcji w przedsiębiorstwach z różnych sektorów gospodarki. Urządzenia różnych rozmiarów (wydajność 150-4000 l/min) zostały skonstruowane tak, aby z łatwością mogły być przetransportowane i zainstalowane w miejscach do tego przeznaczonych.
Obiegowy system zamknięty oczyszczania i zmiękczania wody o wydajności 150 l/min lub 200 l/min
Zbiornik osadowy tego systemu, zamocowany na stałe, wykonany jest z ocynkowanej, galwanizowanaj blachy lub – na życzenie – z blachy nierdzewnej w kształcie sześcianu, z wylotem w części dolnej. Wyposażony jest w wielokaskadowy, nierdzewny system oczyszczania w celu przyśpieszenia stałego osadzania się szlamu na dnie zbiornika. Brudna woda pochodząca od maszyn prowadzona jest do głównego zbiornika za pomocą pompy zanurzeniowej (wielkość pompy dobierana jest odpowiednio do ilości brudnej wody z mułem). Czysta woda, począwszy od samego początku systemu, przepływa przez szereg maszyn lub, w przypadku niewykorzystania całości zasobu wody, może wędrować do hydrofora w celu późniejszego jej użycia, zależnie od potrzeb.

Szlam osadzany na dnie zbiornika przez otwór z podajnikiem taśmowym podawany jest bezpośrednio do worków filtrowych, które zdolne są pomieścić po 1000 l szlamu każdy.
Kiedy worki filtrowe są już napełnione oraz wysuszone, mogą zostać z łatwością opróżnione. Pozostałości z produkcji nie stanowią materiałów chemicznych (są bezpieczne dla środowiska) i mogą być bez przeszkód wyrzucone.

W celu uzyskania lepszego filtrowania szlamu i uzyskania najlepszej jakości wody, np. w celu użycia jej później do urządzeń polerskich lub, jeśli obrabia się materiały o tendencji do szybkiego zastygania, poleca się stosowanie flokulantu (chemicznie nie powoduje korozji) Mieszanie szlamu z flokulantem odbywa się w osobnym zbiorniku umieszczonym przy maszynie, natomiast dozowanie flokulantu odbywa się automatycznie, za pomocą pompy sterowanej numerycznie.

System jest w pełni zautomatyzowany, nie wymaga ingerencji człowieka, poza uzupełnieniem, co jakiś czas, poziomu wody w obiegu, spowodowanym naturalnym ubytkiem (parowanie, wyciek w podłoże) Niski poziom wody jest sygnalizowany na tablicy kontrolnej.
- Szczegóły
- Kategoria: Wydanie 3/2007
Nowe, kompaktowe centrum numeryczne |
We wrześniu ubiegłego roku fabryka Z. Bavelloni wypuściła na rynek całkiem nowe, kompaktowe centrum numeryczne o handlowej nazwie NRG 250-3. Maszyna została zaprojektowana tak aby uzyskać maksymalne prędkości procesów wiercenia, frezowania i szlifowania tafli szklanych.
 Obrabiarka jest odpowiedzią na oczekiwania producentów formatek szklanych dla przemysłu meblarskiego, samochodowego i gospodarstwa domowego. W tych segmentach rynku z reguły spotykamy klientów poszukujących super wydajnych maszyn, umożliwiających obróbkę setek – często bardzo zróżnicowanych – detali podczas jednej zmiany. Jednocześnie wymagana jest perfekcyjna jakość i powtarzalność produktu finalnego.
Obrabiarka jest odpowiedzią na oczekiwania producentów formatek szklanych dla przemysłu meblarskiego, samochodowego i gospodarstwa domowego. W tych segmentach rynku z reguły spotykamy klientów poszukujących super wydajnych maszyn, umożliwiających obróbkę setek – często bardzo zróżnicowanych – detali podczas jednej zmiany. Jednocześnie wymagana jest perfekcyjna jakość i powtarzalność produktu finalnego. NRG 250-3 to centrum obróbcze CNC w pełni odpowiadające tym wymaganiom. Nowa maszyna jest następcą doskonale znanego w Polsce modelu COLIBRI 200 czyli najszybszej i najbardziej precyzyjnej obrabiarki CNC na rynku. Rozwój technologii zastosowanej w COLIBRI 200 zaowocował powstaniem całkiem nowej maszyny. NRG 250-3 została zaprezentowana po raz pierwszy na targach Glasstec 2006 w Dusseldorfie. Podczas targowego debiutu liczni goście mogli przekonać się, że NRG 250-3 jest wyraźnie szybsza od COLIBRI 200. Wystarczy zwrócić uwagę na prędkość liniową głowicy podczas pracy, często sięga ona 65 m/min. Ale najbardziej sugestywny jest pomiar realnych czasów obróbki. Na targach wyglądało to tak jak poniżej:
 Czasy szlifowania i polerowania na „brylant” (tafla 500x400 mm, gr. 5 mm):
Czasy szlifowania i polerowania na „brylant” (tafla 500x400 mm, gr. 5 mm):Colibri NRG
1 min 46 s 59 s
20% szybciej
Tak szybka praca głowicy i mostu obrabiarki generuje znacznie większe siły niż w klasycznym centrum numerycznym. Zachowanie najwyższej precyzji przy takich obciążeniach wymagało nowych, innowacyjnych rozwiązań napędu maszyny. Sercem i kluczowym podzespołem całkowicie przekonstruowanego „gantry systemu” obrabiarki są silniki jeżdżące bezpośrednio na śrubach przekładni kulowej mostu.
Oprócz już wymienionej grupy klientów, nowe centrum Z. Bavelloni możemy polecić również tym, dla których znalezienie wolnej przestrzeń w hali jest dużym kłopotem.
Maszyna jest naprawdę kompaktowa, jej wymiary to 4,4x2,7 m.
Prawda, że zmieści się nawet w Państwa zakładzie?
Zbigniew Burda
MAK Sp. z o.o
- Szczegóły
- Kategoria: Wydanie 3/2007
|
Linia produkcyjna do rozkroju szkła
|
Linię tworzą trzy urządzenia produkcji firmy GLASS-SERWIS – stół załadowczy, stół do rozkroju szkła i stół łamiący.
Dwustronny stół załadowczy typ GSZ6-S2
Charakterystyka ogólna
Dwustronny stół załadowczy TYP.GSZ6-S2 jest automatyczną ładowarką, pobierającą tafle z pionowego stojaka poprzez hydrauliczne uchylenie ramion załadunkowych. Stół jest w pełni niezależnym urządzeniem, które może współpracować z dowolnym stołem krojącym.
Wszystkie ruchy układu hydraulicznego sterowane są i kontrolowane przez sterownik PLC, a poprzez zawory proporcjonalne uzyskujemy płynny ruch ze zmienną prędkością, co znacznie przyśpiesza proces pobierania i zmniejsza ryzyko uszkodzenia formatek, szczególnie przy pobieraniu arkuszy o małej grubości.
Ramiona załadowcze stołu wyposażone są układ ssawek zamocowanych na ompensatorach, co dodatkowo wyrównuje różnicę w głębokości pakietów tafli szkła na pionowym stojaku.
Podczas unoszenia tafli szklanych siła zasysania przyssawek jest nieustannie kontrolowana przez odpowiednie czujniki próżniowe. W przypadku wystąpienia jakichkolwiek nieprawidłowości, uniemożliwiają one uniesienie tafli Ponadto układ jest wyposażony w dodatkowy zbiornik podciśnienia, który zabezpiecza taflę przed spadnięciem na pewien czas, w przypadku zaniku napięcia.
Podstawowe dane techniczne
• jest dwustronnie uchylny – podnoszony jest przy pomocy hydrauliki siłowej,
• posiada solidną konstrukcję szkieletową,
• wyposażony jest w 12 ramion (po 6 na każdą stronę),
• wyposażony jest w system czujników próżni,
• posiada zespół rolek transportowych służących do poziomego transportu szkła,
• gr. przenoszonego szkła – od 3 do 19 mm,
• maks. rozmiar przenoszonego szkła – 3300x6100 mm,
• wysokość robocza 930 mm,
• wymiary gabarytowe stołu (dł. x szer.) – 6700x3300 mm,
• prędkość transportu szkła – 40 m/min.
• stół porusza się po torowisku.

Stół do automatycznego rozkroju szkła płaskiego typ GS6-SL1
Charakterystyka ogólna
Stół do automatycznego rozkroju służy do prostego cięcia gładkich tafli szkła oraz do wycinania kształtów z dużą szybkością i precyzją. Maszyna może pracować w linii wraz z automatycznym stołem załadowczym i stołami łamiącymi.
Na solidną konstrukcję maszyny składa się wytrzymała podstawa, na której zamontowano następujące części: stały stół roboczy, zespół prowadnic ruchomego mostu oraz system automatycznego przesuwu tafli za pomocą pasów, wspomagany poduszką powietrzną. Solidna budowa podstawy oraz precyzja montażu mechanicznego gwarantują jakość i precyzję cięcia.
Napęd mostu realizowany jest za pomocą przekładni bezluzowej, napędzanej silnikiem bezszczotkowym, co gwarantuje wysoką trwałość i dynamikę ruchu. Dodatkową zaletą tego rozwiązania jest bezobsługowa praca przez cały okres eksploatacji napędu.
Ruch mostu tnącego (oś x) oraz głowicy (oś y) odbywa się po wysoce precyzyjnych prowadnicach, wykonanych z hartowanej i szlifowanej stali, napęd z wszystkich silników bezszczotkowych przeniesiony jest za pomocą przekładni bezluzowych bezpośrednio na hartowane listwy zębate.
Prędkość cięcia regulowana jest w zakresie do 120 m/min., zależnie od grubości szkła i rodzaju wykonywanej operacji, zaś wartość maksymalnego przyśpieszenia wynosi 3 m/s2.
Maszyna przewidziana jest do rozkroju szkła o formacie maksymalnym 6100x3300 mm, minimalnym 500x500 mm i gr. 3÷19mm.
W urządzeniu zastosowano dwa wentylatory umieszczone na solidnej podstawie, które wytwarzają poduszkę powietrzną. Opcjonalnie stół może zostać wyposażony w zmienną siłę poduszki powietrznej. Dzięki takiej regulacji, przy obróbce ciężkich formatek unika się ryzyka powstania zbyt małej poduszki powietrznej, utrudniającej ich przemieszczanie lub powstania zbyt dużej poduszki powietrznej, powodującej ryzyko niekontrolowanego pęknięcia cięcia.
Nacisk podczas cięcia jest regulowany automatycznie, w zależności od grubości i krzywizny cięcia. W celu łatwiejszego wyłamania tafli, można zróżnicować nacisk podczas cięcia profili, linii prostych i łatwych cięć. Naciski zadawane z panelu CNC przy cięciu mogą być zmieniane podczas pracy maszyny. Zapewnia to ustalenie optymalnych warunków roboczych przy obróbce specjalnych rodzajów szkła.
W urządzeniu zastosowano dwa zbiorniki oleju do smarowania podczas cięcia, dzięki czemu możliwe jest używanie dwóch rodzajów substancji smarującej: oleju zalecanego do cięcia prostoliniowego oraz specjalnego oleju stosowanego przy wycinaniu kształtów i cięciu formatek o dużej grubości. Przepływ substancji smarującej kontrolowany jest automatycznie, z możliwością korekty opóźnienia smarowania podczas cięcia, co powoduje że szkło nigdy nie ulega nadmiernemu zabrudzeniu, daje jednolitą warstwę oleju na całej trasie cięcia i minimalne zużycie.
Gdy tafla zostaje odebrana ze stołu załadowczego, włącza się poduszka powietrzna, a pasy transportowe unoszą się automatycznie tak, aby ułożyć taflę we właściwej pozycji. Gdy tafla się zatrzymuje, pasy znikają pod stołem roboczym, a centrujące urządzenia mechaniczne umieszczone pod osiami X oraz Y przesuwają taflę aż do momentu osiągnięcia „punktu zero”. W tej pozycji poduszka powietrzna wyłącza się i uruchamiany jest automatyczny cykl cięcia.

Urządzenie przewiduje zabezpieczenie noża, jeśli pod głowicą tnącą nie ma szkła, urządzenie elektroniczne (czujnik ograniczający) zatrzymuje gwałtownie maszynę. Wytrzymałość głowicy w połączeniu z jej statecznością i płynnością, pozwalają na cięcie formatek o grubościach od 3 do 19 mm, przy zachowaniu optymalnej jakości.
Szlifowanie miękkiej powłoki odbywa się za pomocą tarczy z systemem odsysania powstałego pyłu, o szerokości 20 mm i Ø 200 mm po obu stronach cięcia. Dotyczy to również kształtów.

Komputerowe pliki wykonawcze mogą być przekazywane po wewnętrznej sieci zakładowej lub dostarczane na standardowej dyskietce 3,5” 1,44 MB lub CD.
Podstawowe dane techniczne
• grubość szyby – od 3 do 19 mm,
• minimalny format szkła 500x500 mm,
• maksymalny format szkła 6100x3300 mm,
• wysokość robocza 950 mm ±30mm. (dostosowana do linii),
• wymiary gabarytowe (dł. x szer. x wys.) 7500x4300x1700 mm,
• prędkość cięcia do 120 m/min,
• przyśpieszenie 3 m/s2,
• tolerancja cięcia ±0,3 mm,
• napięcie zasilania – 400 V, 50 Hz,
• łączna moc zainstalowania – 15 kW,
• zasilanie sprężonym powietrzem o ciśnieniu 7 bar.,
• skanowanie kształtów – OPCJA,
• czujnik obecności szkła,
• szlifierka miękkiej powłoki – OPCJA,
• regulowana siła poduszki powietrznej – OPCJA,
• automatyczne pozycjonowane arkusza szkła,
• cięcie kształtów,
• system prowadnic i napędu zabezpieczony przed zabrudzeniem,
• prowadnice oraz listwy zębate hartowane powierzchniowo,
• siła nacisku zadawana automatycznie poprzez zadanie parametrów w układzie CNC,
• głowica tnąca i szlifująca obraca się zgodnie z kierunkiem cięcia,
• olej dozowany na kółko automatycznie podczas cięcia.
• czujnik zabrudzenia filtra szlifierki miękkiej powłoki.
Rafał Wysocki
GLASS-SERWIS
- Szczegóły
- Kategoria: Wydanie 3/2007
|
Przegląd producentów maszyn do przetwórstwa szkła
Część 5 |
Bystronic Glass to globalny dostawca kompletnych rozwiązań technicznych i technologicznych dla produkcji szkła samochodowego oraz architektonicznego.
Ideą grupy jest tworzenie innowacyjnych rozwiązań oraz zapewnienie profesjonalnego serwisu. W skład grupy wchodzą: BYSTRONIC – Szwajcaria, LENHARDT – Niemcy oraz ARMATEC – Niemcy. BYSTRONIC produkuje linie do rozkroju szkła płaskiego oraz linie do produkcji szyb samochodowych. Firma LENHARDT specjalizuje się w produkcji linii technologicznych i maszyn do produkcji szyb zespolonych. ARMATEC to producent systemów transportu szkła oraz linii do laminowania.
Aktywność Bystronic Glass przejawia się w zakresie:
1. Rozkroju szkła. Obejmuje kompletne rozwiązania w zakresie magazynowania, załadunku, rozkroju i wyładunku szkła.
2. Produkcji szyb zespolonych. Półautomatyczne oraz automatyczne linie produkcyjne umożliwiające wykorzystanie wszystkich dostępnych technologii w zespoleniach.
3. Produkcja szkła laminowanego. Zorientowana na klienta nowoczesna technologia wytwarzania szyb laminowanych
4. Transportu i przenoszenia szkła. Produkcja prostych manipulatorów oraz systemów przenoszenia i załadunku szkła.
5. Produkcja szyb samochodowych. Kompletne linie technologiczne do rozkroju, szlifowania, wiercenia i mycia szyb samochodowych.
6. Pomoc serwisowa. Ideą firmy jest zapewnienie światowego serwisu gwarancyjnego pogwarancyjnego. Sprawna, szybka dostawa części zamiennych.
Systemy rozkroju Bystronic
Gwarantują efektywność procesu na bardzo wysokim poziomie. Modularna i kompatybilna konstrukcja zapewnia wysoką jakość oraz ciągłą produkcję. Swoim zakresem produkcyjnym obejmuje potrzeby małych zakładów szklarskich, jak też przetwórni wysoce zautomatyzowanych i o dużej wydajności.
Zakres produkcyjny:
1. Urządzenia do rozkroju szkła płaskiego float
2. Stoły do rozkroju laminatów
3. Systemy rozłamywania szkła
4. Systemy sortowania szkła
Urządzenia do rozkroju szkła płaskiego float
Pionowy System Rozkroju To rewolucyjne rozwiązanie, szczególnie nadające się do wyposażenia linii do zespalania szkła, które pracują w układzie pionowym. Pionowy System Rozkroju dostosowuje się do potrzeb i zapewnia zachowanie stałej pozycji arkuszy dla całej linii technologicznej.
To rewolucyjne rozwiązanie, szczególnie nadające się do wyposażenia linii do zespalania szkła, które pracują w układzie pionowym. Pionowy System Rozkroju dostosowuje się do potrzeb i zapewnia zachowanie stałej pozycji arkuszy dla całej linii technologicznej.
Jego cechy charakterystyczne to:
- możliwość rozkroju szkła miękkopowłokowego low-E oraz zwykłego float, arkusz po arkuszu,
- krojenie formatek prostokątnych oraz kształtowych,
- większa elastyczność linii,
- mniejsza powierzchnia zabudowy niż dla układu rozkroju
poziomego.

Poziomy stół do rozkroju szkła SMART CUT Stół do rozkroju SMARTCUT jest dedykowany dla małych zakładów szklarskich, w których pełni rolę urządzenia podstawowego do rozkroju i łamania tafli szkła, jak również dla dużych przetwórni, w których pełni rolę urządzenia dodatkowego do rozkroju krótkich serii.
Stół do rozkroju SMARTCUT jest dedykowany dla małych zakładów szklarskich, w których pełni rolę urządzenia podstawowego do rozkroju i łamania tafli szkła, jak również dla dużych przetwórni, w których pełni rolę urządzenia dodatkowego do rozkroju krótkich serii.
Charakterystyka techniczna:
- konstrukcja stołu uchylna, umożliwia załadunek szkła w pozycji pionowej,
- rozkrój szkła odbywa się w pozycji poziomej z automatycznym łamaczem w osi X oraz Y,
- opcjonalnie stół może być wyposażany w system załadunku, np. typu żuraw i rama ssawkowa,
Aktualnie produkowany jest model typ Smart’verticut M , który umożliwia rozkrój tafli szkła o maksymalnych wymiarach 2750x3650 mm
Konstrukcja jest stołu bardzo prosta, uchylenie realizowane za pomocą układu pasów parcianych oraz układu napędowego elektro-mechanicznego. Głowica krojąca przystosowana jest do rozkroju formatek o różnych kształtach. Jego zaletami są prostota operacji oraz minimalne wymagania powierzchni.
Smart’cut może być wyposażany w głowicę szlifującą miękką powłokę, co pozwala stosować go również w zakładach produkujących szyby zespolone.
Poziomy stół do rozkroju szkła model SMF Podstawowa konstrukcja firmy Bystronic, mająca wszechstronne zastosowanie we wszystkich segmentach przetwórstwa szkła. Stół krojący model SMF (oraz SMFR) może być konfigurowany w liniach technologicznych, w których można stosować różnorodne systemy załadunku szkła w powiązaniu z systemami magazynowania. Dają się również konfigurować zarówno z ręcznymi jak też automatycznymi systemami rozłamywania szkła.
Podstawowa konstrukcja firmy Bystronic, mająca wszechstronne zastosowanie we wszystkich segmentach przetwórstwa szkła. Stół krojący model SMF (oraz SMFR) może być konfigurowany w liniach technologicznych, w których można stosować różnorodne systemy załadunku szkła w powiązaniu z systemami magazynowania. Dają się również konfigurować zarówno z ręcznymi jak też automatycznymi systemami rozłamywania szkła.
Stół krojący model SMF/SMFR umożliwia:
- dynamiczny rozkrój formatek o zróżnicowanych kształtach,
- stabilną tolerancję rozkroju przy zachowaniu wysokiej prędkości cięcia,
- możliwość szlifowania miękkiej powłoki (dla modelu SMFR).
Stoły krojące SMF produkowane są w dwu rozmiarach.
- Model SMF M , który ma możliwość krojenia maksymalnych tafli szkła o wymiarach 2750x3810 mm,
- Model SMF mogący rozkrawać arkusze o maksymalnych wymiarach 3300x6100 mm.
Stoły krojące Bystronic użytkowane są w Polsce od ok. 35 lat. Interesującym jest fakt, że konstrukcje 30-letnie jeszcze pracują, a – co ciekawsze – zachowują tolerancję rozkroju w zakresie ±0,3 mm. Zachowanie stabilnych parametrów rozkroju, takich jak dokładność i powtarzalność oraz stabilny przełom po rozłamaniu pozwala na znaczne ograniczenie zużycia narzędzi diamentowych w dalszym procesie obróbki. Brak stabilności rozkroju ma również negatywny wpływ na dalsze procesy termicznej obróbki szkła, jak hartowanie i gięcie.
Stanisław Witek
MC DIAM Sp. z o.o.
- Szczegóły
- Kategoria: Wydanie 3/2007
„Landrynki” – miniaturowe dzieła sztuki |
Szkło jest materiałem znanym ludziom od tysięcy lat. Do pewnego czasu można było myśleć, że nie da się zaskoczyć klienta czymś nowatorskim w tej dziedzinie.
Zapotrzebowanie rynku oraz wymogi stawiane przez nowoczesną architekturę i wzornictwo sprawiły jednak, że rozpoczęto poszukiwania nowych środków „szklanego”, artystycznego wyrazu.
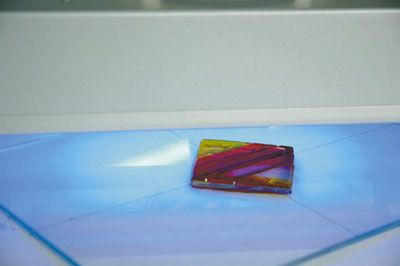
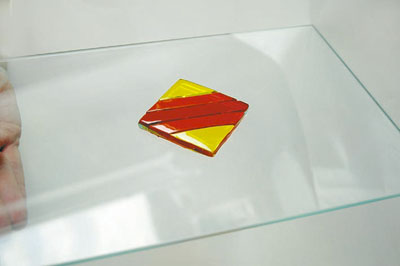
 Fusing jest taką technologią, która pozwoliła puścić wodze fantazji designerom i nadała szkłu niespotykane dotąd formy. Polega na łączeniu różnych gatunków i rodzajów szkła na gorąco, przy użyciu specjalnego pieca. W efekcie można uzyskać taflę stopionych razem kawałków szkieł, składających się na motyw plastyczny lub ozdobne, efektowne detale.
Fusing jest taką technologią, która pozwoliła puścić wodze fantazji designerom i nadała szkłu niespotykane dotąd formy. Polega na łączeniu różnych gatunków i rodzajów szkła na gorąco, przy użyciu specjalnego pieca. W efekcie można uzyskać taflę stopionych razem kawałków szkieł, składających się na motyw plastyczny lub ozdobne, efektowne detale. Technologia fusingu pozwala otrzymać niebagatelne i niepowtarzalne wzornictwo – zarówno pod względem formy jak i kolorystyki.
Elementy fusingowe można stosować jako jeden z wielu elementów witraży, jako ozdobę ścianek działowych, parawanów, drzwi szklanych, luster.
Zaletą „szklanych landrynek”, jest łatwość z jaką za ich pomocą można urozmaicić nasze otoczenie. Poprzez użycie fusingowych elementów szklanych, można dostosować wiele przedmiotów, kompozycji, szyb drzwiowych, czy szklanych frontów meblowych do bardzo indywidualnych, wyszukanych potrzeb różnych klientów.
Można tworzyć kompozycje oszczędne w strukturze oraz kolorystyce, które przypadną do gustu klientowi lubiącemu nowoczesne, minimalistyczne trendy, lub też wielobarwne i bogate wzory, które z pewnością zostaną docenione przez miłośnika np. stylu barokowego.
Ponieważ elementy fusingowe są estetycznie wykończone, nie ma potrzeby stosowania do nich taśmy ołowianej – tak jak w przypadku beweli – co pozwala znacznie zaoszczędzić czas w procesie umieszczania elementów dekoracyjnych na szkle. Kształtki fusingowe mogą być stosowane zarówno na powierzchniach szklanych znajdujących się wewnątrz pomieszczeń, jak i na zewnątrz, ponieważ są odporne na działanie czynników atmosferycznych.



Odtłuszczenie powierzchni spodniej kształtki fusingowej

Nałożenie kleju UV na powierzchnię szklaną

Przyłożenie kształtki do powierzchni
Naświetlenie ozdoby promieniami UV
 Technika umocowywania kształtek fusingowych na szklanej powierzchni jest prosta i nie wymaga nadzwyczajnych umiejętności czy urządzeń. Powierzchnia spodnia kształtek jest gładka, specjalnie przygotowywana, szlifowana i polerowana, co daje gwarancję ich idealnego przylegania do szyby. Aby więc trwale przytwierdzić element do powierzchni szklanej oraz uzyskać idealną przyczepność, wystarczy zastosować niewielką ilość kleju utwardzanego promieniami UV oraz użyć lampy UV.
Technika umocowywania kształtek fusingowych na szklanej powierzchni jest prosta i nie wymaga nadzwyczajnych umiejętności czy urządzeń. Powierzchnia spodnia kształtek jest gładka, specjalnie przygotowywana, szlifowana i polerowana, co daje gwarancję ich idealnego przylegania do szyby. Aby więc trwale przytwierdzić element do powierzchni szklanej oraz uzyskać idealną przyczepność, wystarczy zastosować niewielką ilość kleju utwardzanego promieniami UV oraz użyć lampy UV.Firma PUJAN dla dodatkowej ochrony pakuje osobno każdy element ozdobny. Gwarantuje to zabezpieczenie przed uszkodzeniem w transporcie, ale ma również zasadnicze znaczenie logistyczne, kiedy klient jest zainteresowany kupnem różnej ilości sztuk fusingowych ozdobników. Nie ma wtedy problemów związanych ze zbiorczymi opakowaniami i mozolnym przepakowywaniem niezbędnej ilości ozdób.
Fusingowe dekory są połączeniem funkcjonalności z estetyką. Piękne, różnobarwne, w rozmaitych i ciekawych kształtach, umieszczone na szklanej powierzchni - potrafią nadać jej wyjątkowy, oryginalny a jednocześnie subtelny wygląd. Można rozkochać się w ich kształtach i kolorach a przede wszystkim w możliwościach jakie ze sobą niosą.
Anna Badecka
PUJAN
- Szczegóły
- Kategoria: Wydanie 3/2007
|
Specjalistyczne produkty do profesjonalnych zastosowań fasadowych
|
Zewnętrzna forma budynku jest jedną z najistotniejszych części procesu projektowania. Fasada nie tylko stanowi o pierwszej, wizualnej ocenie budynku, ale również wpływa na klimat, jaki można stworzyć wewnątrz, a więc i na to, jak będziemy się w nim czuli.
Dlatego wciąż rosną wymagania stawiane projektantom. Standardy oszczędności energii stają się coraz ostrzejsze i ściśle wiążą się z kierunkami, w których podąża rozwój nowych konstrukcji Wyzwaniem staje się opracowanie systemów i komponentów spełniających wymagania nowoczesnego wzornictwa, a jednocześnie zapewniających bezpieczne i ekonomiczne konstrukcje fasadowe, jak np. produkty i systemy dla strukturalnego klejenia i uszczelniania fasad.
SIKA, ich producent, również rozwija swoje wyroby dla spełnienia wymagań systemowych najnowszych technologii stosowanych w konstrukcjach fasadowych. W tym celu ściśle współpracuje z wiodącymi firmami architektonicznymi, projektantami oraz producentami systemów fasadowych. W wyniku tej współpracy opracowano kompletny zestaw rozwiązań tworzący spójny system wzajemnie kompatybilnych produktów dla ścian osłonowych i fasad szklonych strukturalnie.
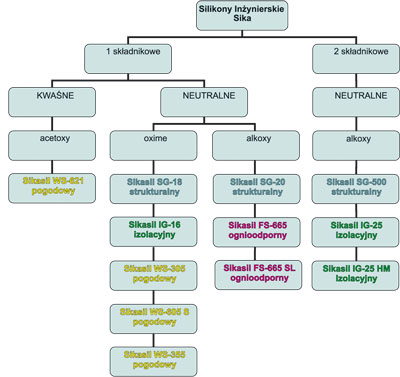
Skład silikonów Sikasil został opracowany w taki sposób, aby zapewnić spełnienie rygorystycznych wymagań obowiązujących w konstrukcjach architektonicznych zbudowanych ze szkła, metalu i kamienia naturalnego. Ich asortyment obejmuje silikony Sikasil SG przeznaczone do klejenia strukturalnego, Sikasil IG stosowane jako wtórne uszczelnienie szyb zespolonych oraz silikony Sikasil WS dla uszczelnień pogodowych.
Klejenie strukturalne
Do klejenia strukturalnego, wykonywanego zarówno na miejscu budowy, jak i w fabryce, SIKA przeznacza jednoskładnikowe silikony Sikasil SG-18 i Sikasil SG-20, o wysokiej odporności na promieniowanie UV i warunki atmosferyczne. Sikasil SG 20 posiada wyjątkową wytrzymałość na rozciąganie, co czyni go szczególnie przydatnym w przypadku szkleń przeciwwybuchowych i odpornych na uderzenia huraganu. Posiada 50% zdolność przenoszenia przemieszczeń. Ze względu na system utwardzania alkoxy, jest praktycznie bezwonny. Oba silikony można w prosty sposób nakładać bezpośrednio z kartuszy lub kiełbasek, jak i zastosować mechaniczny sposób nakładania pompą z beczek.
Sikasil SG-500 jest przeznaczony do nakładania mechanicznego. Dzięki 2-składnikowemu mechanizmowi polikondensacji, zapewnia szybki proces utwardzania. Utwardzanie jest niskoskurczowe. Spoina posiada wysoką wytrzymałość i adhezję do szkieł powlekanych, refleksyjnych, emaliowanych, aluminium anodowanego i malowanego. Silikony są kompatybilne z warstwami zabezpieczającymi szyb laminowanych.
Jako kluczowy element fasady szklanej, decydujący o wytrzymałości, trwałości i bezpieczeństwie konstrukcji, silikony SIKA do szklenia strukturalnego potwierdziły swoją doskonałą odporność na warunki atmosferyczne i promieniowanie UV w wielu projektach realizowanych na całym świecie, w różnych strefach klimatycznych.
Wtórne uszczelnienie szyby zespolonej
Sikasil IG-16 jest jednoskładnikowym, oksymowym silikonem przeznaczonym do uszczelniania szyb zespolonych przy małej skali produkcji. Charakteryzuje się szybkim czasem utwardzania (3,1 mm/dobę) i łatwym nakładaniem za pomocą ręcznych aplikatorów również w niskich temperaturach. Jest odpowiedni do szyb zespolonych stepowanych, wypełnionych powietrzem.

W zmechanizowanym procesie uszczelniania zastosowanie znajdują silikony dwuskładnikowe takie jak Sikasil IG-25 i Sikasil IG-25 HM, które mogą być stosowane również w liniach automatycznych. Ich wysoka wytrzymałość i właściwości strukturalne pozwalają na zastosowanie we wszystkich typach fasad, również z szybami o budowie symetrycznej, nie „schodkowanymi”. Zapewniają one odpowiedzialne i bezpieczne przenoszenie obciążeń dynamicznych i statycznych z szyby zewnętrznej na konstrukcję fasady. Sikasil IG-25 HM jest uszczelniaczem wysokomodułowym, spełniającym standardy EN 1279, o niskiej przepuszczalności gazów, co czyni go szczególnie przydatnym do uszczelniania szyb wypełnionych argonem. Dla szyb wypełnionych powietrzem stosowany jest Sikasil IG-25.
Uszczelnienia pogodowe
Odporne na promieniowanie UV i czynniki atmosferyczne, szczelne połączenia pomiędzy elementami ściany fasadowej zapewniają silikony pogodowe Sikasil WS-305, Sikasil WS-605 S i Sikasil WS-355. Posiadają one doskonałą adhezję do większości podłoży bez stosowania podkładów, dużą elastyczność i zdolność absorbowania przemieszczeń (±50%) w obrębie uszczelnianego złącza, w szerokim zakresie temperatur. Sikasil WS-605
S zapewnia dodatkowo redukcję zacieków na powierzchniach szklanych.
Sikasil WS-355 przeznaczony jest do uszczelniania elementów ściany osłonowej w miejscu styku z elementami wykonanymi z kamienia naturalnego takiego jak marmur, granit czy piaskowiec. Daje on pewność braku występowania przebarwień, nie pozostawia śladów i zabrudzeń na powierzchniach uszczelnianych elementów.
Octanowy silikon Sikasil WS-621 stosowany jest do uszczelniania fasad całoszklanych (Total Vision Glazing).
Uszczelnienia ognioodporne
Dla fasad, dla których wymagana jest zwiększona odporność ogniowa, przeznaczony jest uszczelniacz Sikasil FS-665. Istnieje również jego samopoziomująca wersja Sikasil FS-665 SL dla uszczelniania połączeń fasady z posadzką. Obie wersje posiadają 4-godzinną odporność ogniową wg BS 476. Są zakwalifikowane do klasy niepalności B1 wg DIN 4102.
Silikony Sikasil wykazują doskonałą przyczepność do podłoży, na które są stosowane. W przypadku materiałów wymagających gruntowania, stosowany jest podkład Sikasil Primer-790 lub Sikasil Primer-783 dla podłoży porowatych.
Andrzej Burcek
SIKA
- Szczegóły
- Kategoria: Wydanie 3/2007
|
Skalkuluj produkcję okien lub drzwi
|
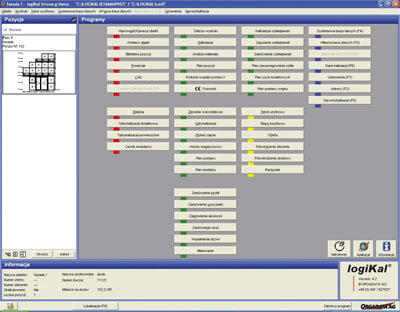
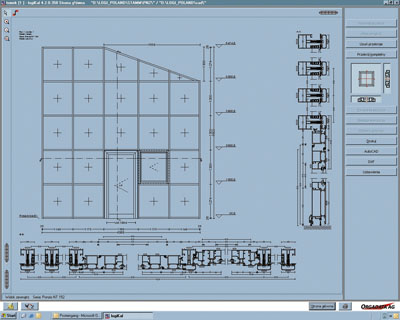
Program logiKal służy do skalkulowania produkcji okien, drzwi i elewacji. Oferuje przejrzyste i precyzyjne kalkulacje, towarzyszy mechanizmom zlecenia i sporządzania planu produkcji, jak również ofertowaniu. Program wspiera użytkownika od zamówienia do wystawienia rachunku.
Wprowadzanymi elementami do programu logiKal mogą być okna, drzwi, elewacje, fasady sklepów, drzwi przesuwane itd. Program posiada szeroką specyfikację materiałów, m. in: aluminium, stal, połączenie aluminium z drewnem.
Ustawienia domyślne obejmują wybór profili, poprzez okucia, szkło, warianty łączenia i uszczelnienia oraz kolory powierzchni. Wszystkie elementy można połączyć według systemu lub wskazówek użytkownika.
Użytkownik jest kierowany w programie poprzez dialogi, co ułatwia przechodzenie z jednego wprowadzenia w drugie.
Poprzez pre-definiowane mocowania do muru, możliwe jest otrzymanie dużego wyboru rodzaju mocowań, a także wykaz części. Mocowania są przedstawiane w automatycznym przekroju. Przekroje mogą być wstawione pionowo, poziomo i po skosie.
Zobrazowanie profilów w przekroju, jest możliwe dla widoku od wewnątrz i od zewnątrz wraz z odpowiednio dobranym wymiarowaniem.
Baza obiektów zarządza ofertami i zleceniami użytkownika, zamieszczonymi na serwerze. Zlecenia można grupować i w każdej chwili odnaleźć poprzez wyszukiwarkę lub filtry.
LogiKal posiada otwartą bazę danych, do której można dołączać artykuły indywidualnego użytkownika. Firmy mogą dodawać, np. własne okucia. Ramki izolacyjne szkła mogą być dowolnie rozszerzane. Szkło otrzymuje przy tym, między innymi, informacje o minimalnych wymiarach, powierzchni, dopuszczalnych długościach i stosunkach krawędzi. Może być również obliczane poprzez matrycę cenową lub w oparciu o cenę metra kwadratowego. Szkła normalne i ornamentowe mogą być wpisywane ze swoimi cenami, jak też dopłatami do zespoleń.
Zintegrowana baza adresowa może być zsynchronizowana z różnymi bazami adresowymi, np. z Microsoft Outlook, a także z różnymi bazami danych SQL.
LogiKal może komunikować z różnymi programami, które posiada firma. Do tego celu służy ogólne złącze XML, przez które przekazywane są wszystkie informacje o projekcie. Dane te zawierają plany pozycji, plany szkła i oferty.
Zestawienia i wydruki
Program daje możliwość korzystania z wielu zestawień i analiz. W zależności od rodzaju zestawienia, istnieje możliwość jego modyfikacji w zintegrowanym edytorze tekstu lub bezpośrednio w Microsoft Word lub Microsoft Excell. Programy Microsoft Office są bezpośrednio połączone z programem. W związku z tym nie ma potrzeby wcześniejszego zapisywania danych lub ich eksportowania. Pozostałe wydruki można edytować i zmieniać jako pliki w formacie RTF. Niektóre wydruki umożliwiają połączenie różnych obiektów. Do dyspozycji są dostępne między innymi, następujące wydruki:
Kalkulacja
Na podstawie wpisów, ustawień warunków zakupu i zapisanych w bazie danych cen producentów, logiKal rozlicza koszty zakupu dla danego projektu. Za pomocą podanych kosztów ogólnych dopłat i kosztów pracy, sporządzane są koszty projektu. Kalkulacja bierze pod uwagę producenta, materiał i specyficzne warunki dla regionu, jak np. rozliczanie profilów w metrach, kilogramach lub ceny za metr kwadratowy.
Zlecenie produkcyjne
Zlecenie produkcyjne podzielone jest na poszczególne pozycje. Dodatki i małe elementy mogą być pokazane pojedynczo lub łącznie. Elewacje i ich składniki program pokazuje na oddzielnych stronach. Listy materiałów wraz z ich miejscem zastosowania są drukowane ze szkicem i specyfikacją montażu.
Optymalizacja cięcia
Wszystkie profile będą podzielone na sztangi w ten sposób, żeby powstał możliwie mały odpad. Rysunek pokazuje położenie profilu na pile i kolejność pojedynczych operacji cięcia. Ponadto mogą być wykorzystane resztki z magazynu. Ten program umożliwia dogodny dobór dowolnych długości sztang. Różne długości można przypisać różnym długościom sztang, tak więc może być zapisanych kilka długości na jednym profilu. Każdy profil otrzymuje kod, który może być wydrukowany na etykiecie.
Plany pozycji
Program umożliwia wydruk planów pozycji – pojedynczo lub wraz z innymi wydrukami.
Plan montażu
Zależnie od pozycji na wydruku, pojawią się elementy i dodatkowe wyposażenie, co optymalnie wspomaga planowanie.
Oferta, Potwierdzenie zamówienia, Faktura
Podczas tworzenia oferty najpierw zostaną przedstawione wyniki kalkulacji, zaś ceny mogą być przyporządkowane każdej pozycji osobno. Wydruk składa się z rysunku pozycji, opisu pozycji, koloru, powierzchni i materiałów dodatkowych jak również cen jednostkowych i sum. Teksty szablonowe mogą być umieszczone w zintegrowanym edytorze tekstu lub bezpośrednio w Microsoft Word.
Zamówienia (szkło, profile, powłoka, akcesoria i okucia, wypełnienia drzwi)
Te różnorodne zamówienia są sortowane według producentów i można je przesyłać dostawcom, również drogą elektroniczną. Uwzględniają wielkość opakowań, jak również inne specyficzne dla producenta wymagania.
Generowanie przekrojów konstrukcji
Do wszystkich stworzonych w programie logiKal pozycji można automatycznie tworzyć przekroje konstrukcji. Są one realnym odzwierciedleniem opracowanych pozycji. Nawet części załamane, szkło matowe, szkło zespolone itp. będą przedstawione z bardzo szczegółową dokładnością.
ORGADATA AG
- Szczegóły
- Kategoria: Wydanie 3/2007
Uniwersalny nawietrzak kompaktowy |
Wciąż trwa wyścig, który z producentów stolarki okiennej uzyska lepszy współczynnik wymiany powietrza. Oczywiście wszystkie te działania mają związek z ekonomią. Im bardziej szczelny będzie nasz budynek, tym mniej pieniędzy wydamy na jego ogrzanie, dzięki ograniczeniu strat ciepła.
 Przez wiele lat projektanci przyjmowali, iż świeże powietrze dostaje się do mieszkań przez szczeliny pomiędzy skrzydłem okna a ościeżnicą, pomiędzy ościeżnicą a murem, pomiędzy szybą a drewnianą ramą. Kłopoty zaczęły się, gdy na rynku pojawiły się okna wysokiej jakości o wyrafinowanych okuciach i szybach o niewyobrażalnej do niedawna izolacyjności.
Przez wiele lat projektanci przyjmowali, iż świeże powietrze dostaje się do mieszkań przez szczeliny pomiędzy skrzydłem okna a ościeżnicą, pomiędzy ościeżnicą a murem, pomiędzy szybą a drewnianą ramą. Kłopoty zaczęły się, gdy na rynku pojawiły się okna wysokiej jakości o wyrafinowanych okuciach i szybach o niewyobrażalnej do niedawna izolacyjności.Paradoksem jest to, że z lepszych materiałów tworzy się mniej przyjazne dla człowieka budynki. Prowadzone na Zachodzie badania nad Syndromem Chorego Budynku potwierdziły, że główną przyczyną zachorowań ludzi, zamieszkujących takie budynki, jest zła jakość powietrza. W przypadku nieprawidłowej wentylacji jest ono zanieczyszczone chemicznie oraz biologicznie w stopniu katastrofalnym. W obiektach tych jedynym kontrolowanym parametrem jest temperatura, o wentylację nie zadbano wcale bądź jedynie pozornie.
Istotne skrócenie czasu budowy domu z 5-7 lat w latach 70. do 2-3 lat w końcu lat 90 sprawiło, że nowy budynek często „nie zdąży odtajać” – pozbyć się substancji i związków chemicznych wchodzących w skład użytych do jego budowy materiałów oraz wody zalegającej w fundamentach, ścianach i stropach.
Sytuacja – wbrew pozorom – pogarsza się, gdy uruchomimy kuchnię gazową. Gaz w trakcie spalania pobiera tlen z powietrza i uwalnia do otoczenia dwutlenek węgla oraz parę wodną, które są naturalnymi produktami jego spalania.
Skutkiem tego są wilgotne i zagrzybione ściany, zaparowane okna, mokre ręczniki w łazienkach, odpadające tapety, grzyb na ścianach, pleśń, zaduch i nieprzyjemne zapachy, które przenikają nasze ubrania, a także złe samopoczucie i ogólne rozdrażnienie spowodowane nadmiarem dwutlenku węgla i brakiem tlenu w otaczającym nas powietrzu. Często nęka nas nadwrażliwość alergiczna, która też jest skutkiem braku właściwej wentylacji mieszkań.
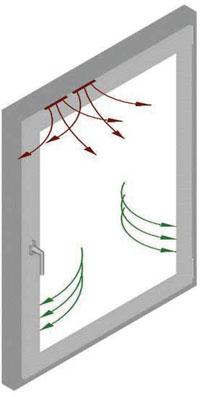
W nowoczesnych krajach, które wcześniej niż Polska zdały sobie sprawę z konieczności oszczędzania energii i wymiany zużytych okien na nowoczesne, bardziej szczelne, problematyka zdrowego mieszkania i ochrony zdrowia jest zdecydowanie eksponowana. Powszechnie stosowane są tam okienne nawiewniki powietrza tzw. nawietrzaki kompaktowe. Umieszczone są w górnej części okna (w ramie), w efekcie czego do pomieszczenia wchodzi świeże powietrze, wymuszając działanie wentylacji grawitacyjnej i usuwanie stęchłego i wilgotnego powietrza z pomieszczenia.
Oto krótka charakterystyka produktu:
Uniwersalne nawietrzaki kompaktowe:
• umożliwiają płynny, bezobsługowy nawiew świeżego powietrza do pomieszczenia (od góry),
• brak przeciągu przy nie korzystnych warunkach atmosferycznych,
• przystosowane są do umieszczenia w większości dostępnych na naszym rynku rodzajów profili PCV,
• mają możliwość samodzielnego, bardzo łatwego montażu (za pomocą wkrętaka), także w osadzonym już oknie, montaż nawietrzaków kompaktowych nie wymaga: frezowania, wiercenia jak i innych skomplikowanych czynności,
• wpływają na oszczędność energii, gdyż powietrze nawiewane wąską taflą, szybko się ogrzewa i nie powodują wychładzania powietrza w pomieszczeniu;
• zapewniają całkowite bezpieczeństwo podczas wietrzenia zarówno przed przedostaniem się do pomieszczenia owadów, zanieczyszczeń czy opadów atmosferycznych, jak i podczas prób włamania,
• wykluczają błędy obsługi mieszkańców,
• nie ograniczają powierzchni szyb, nie wymagają też zwiększenia przekroju ramiaka, są niewidoczne i estetycznie wykonane.
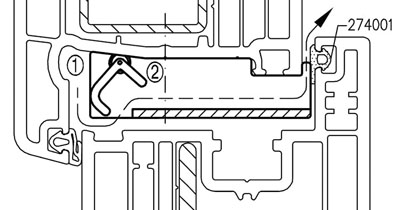
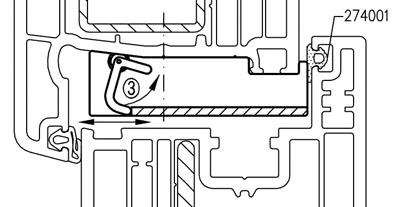
Przekrój nawietrznika kompaktowego w pozycji zamkniętej i otwartej
Pomorska firma „RADAKS” s. c. proponuje nawietrzak kompaktowy, zapewniający stały dopływ powietrza. Okna wyposażone w takie nawietrzaki umożliwiają systematyczne usuwanie z pomieszczenia dwutlenku węgla i wilgoci powodującej zagrzybienia, bez konieczności otwierania okna. Jest to szczególnie korzystne w okresie zimowym, gdy tak wiele środków przeznaczamy na ogrzewanie, a otwieranie okien jest ogromną stratą energetyczną.
Obowiązujące przepisy i normy budowlane wydają się tylko „myśleć termicznie”, zapominając o człowieku i jego potrzebie zdrowego życia, jako wartości nadrzędnej, z której chyba nikt świadomie by nie zrezygnował. Nieświadomie czynimy to jednak na co dzień. Na początku cyklu inwestycyjnego i w trakcie jego trwania nie jesteśmy w stanie sprawdzić, jak ważną rolę w „termicznie modernizowanym” budynku odegra właściwie zaprojektowana i wykonana wentylacja.
Dlatego zbyt jednostronne podchodzenie do zagadnienia oszczędności ciepła może doprowadzić do powstawania sprzeczności między jakością życia, a jakością zdrowia. Problem ten powinni zauważyć zarówno architekci, instalatorzy i producenci okien, jak i organa odpowiedzialne za tworzone w naszym kraju przepisy, które – jak się wydaje – po prostu tej kwestii nie zauważają. Pamiętajmy, że obowiązujące w naszym kraju (przez kilka dziesięcioleci) przepisy budowlane, w myśl których powietrze miało się dostawać do mieszkań przez “nieszczelności stolarki okiennej” utraciły aktualność, gdyż takich nieszczelności w nowoczesnej stolarce brak.
Zdecydowanie najniższe koszty wystąpią, gdy nawietrzaki kompaktowe zamontowane zostaną przez producenta okien. Wielu z nich już stosuje je w swoich produktach, a niektórzy myślą o wprowadzeniu nawietrzaka jako standard do produkowanych przez siebie wyrobów. Że tak się wkrótce stanie jest tylko kwestią czasu.
Z pewnością wprowadzenie ich do powszechnej praktyki budowlanej zakończy zmorę „płaczących okien” i grzybów na ścianach mieszkań, w których zastosowano nowoczesną stolarkę okienną, a spółdzielniom mieszkaniowym oszczędzi problemów z utyskującymi użytkownikami, którzy nieświadomi ich rzeczywistego powodu, zawsze będą kierować swe żale do właściciela lub administratora budynku.
Adam Pudelski
RADAKS
www.radaks.pl
patrz też:
- 10 powodów montażu nawiewnika Część 2, Tadeusz Michałowski, Świat Szkła 1/2010
- 10 powodów montażu nawiewnika Część 1, Tadeusz Michałowski, Świat Szkła 11/2009
- Nawiewniki okienne ciśnieniowe a higrosterowane, Janusz Kopecki, Świat Szkła 11/2009
- Okna z nawiewnikami - świeże powietrze w naszym domu, Świat Szkła portal
- Nie lekceważ zagrożeń, możesz im zapobiec! , Świat Szkła portal
- Specjalista ochrony przed słońcem i naturalnej wentylacji, Świat Szkła 7-8/2009
- Jakość powietrza i energooszczędność, Świat Szkła portal
- Świeże powietrze przez cały rok , Świat Szkła portal
- Automatyczny nawiewnik V40P - zdrowo i energooszczędnie, Świat Szkła portal
- Nawiewniki okienne - niepozorny sprzymierzeniec zdrowia, Świat Szkła portal
- Nawiewniki - fakty i mity. Część 2, Tadeusz Michałowski, Świat Szkła 6/2009
- Nawiewniki - fakty i mity. Część 1 , Tadeusz Michałowski, Świat Szkła 5/2009
- Nawiewnik powietrza - podstawowe wyposażenie okna, Marzena Smolińska, Świat Szkła 5/2009,
- Przepuszczalność powietrza okien w różnych klimatach, Marek Żarnoch, Świat Szkła 2/2009
- Właściwości akustyczne nawiewników powietrza, Jacek Nurzyński, Świat Szkła 9/2008,
- Świeże powietrze przez cały rok, Świat Szkła portal
- Naturalna wentylacja z ochroną akustyczną, Janusz Gluza i Grzegorz Jaworski, Świat Szkła 9/2008
- Uniwersalny nawietrzak kompaktowy, Świat Szkła portal
- Szczegóły
- Kategoria: Wydanie 3/2007
Jakość certyfikowana |
Firma VITROSZLIF została założona przez Eugeniusza Ziętala w grudniu 1976 r., a więc w zeszłym roku obchodziliśmy jubileusz 30-lecia istnienia zakładu.
 Początkowo firma zajmowała się produkcją szyb giętych i szlifowanych do mebli, drzwi i żyrandoli. Od 1990 r. rozpoczęto produkcję szyb zespolonych, która obok produkcji stolarki budowlanej z wysokogatunkowego drewna do dziś stanowi główne źródło dochodu firmy.
Początkowo firma zajmowała się produkcją szyb giętych i szlifowanych do mebli, drzwi i żyrandoli. Od 1990 r. rozpoczęto produkcję szyb zespolonych, która obok produkcji stolarki budowlanej z wysokogatunkowego drewna do dziś stanowi główne źródło dochodu firmy. Chcąc sprostać wymaganiom rynku systematycznie unowocześniamy park maszynowy. Posiadamy dwie linie do zespalania szyb firmy LISEC i LENHARDT z automatyczną prasą do napełniania przestrzeni międzyszybowej gazem, automatyczną giętarkę do formowania i zasypywania sitem molekularnym ramek dystansowych. Dysponujemy stołami do automatycznego cięcia szkła typu float i szkła laminowanego.
Wprowadziliśmy do produkcji szyb zespolonych nową technologię opartą na ramce dystansowej SUPER-SPACER.
W wyniku podjętych działań inwestycyjnych wybudowano hale produkcyjną o powierzchni 2600 m2, gdzie oprócz produkcji szyb zespolonych zainstalowano maszyny do obróbki mechanicznej szkła: szlifowanie i fazowanie krawędzi szyb, wiercenie otworów, piaskowanie szyb.
Doświadczona załoga, surowce wysokiej jakości oraz nowoczesny park maszynowy sprawiają, że szyby zespolone firmowane znakiem VITROSZLIF są wysokiej jakości Wyrazem tego są certyfikaty, również zagraniczne, przyznane przez szwedzki i słowacki instytut szkła.


W ostatnich miesiącach znów stanęliśmy przed potrzebą przystosowania produkcji do nowej normy PN-EN 1279. Zakład Certyfikacji ISiC w Warszawie przeprowadził inspekcję zakładu produkcyjnego szyb zespolonych. W wyniku przeprowadzonej kontroli otrzymaliśmy Certyfikat nr 1613-CPD-20/07 Zakładowej Kontroli Produkcji
Staramy się stale udoskonalać swoje produkty, tak aby sprostać gustom i potrzebom naszych odbiorców.
Andrzej Lisiński
- Szczegóły
- Kategoria: Wydanie 3/2007
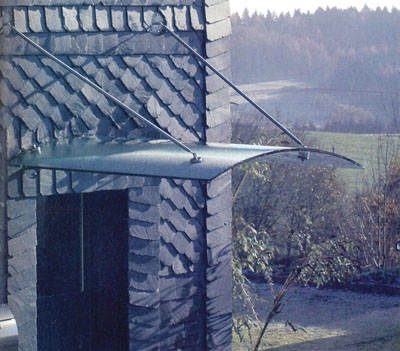 Daszki nad drzwiami wejściowymi do budynków są elementem architektonicznym łączącym w sobie walory estetyczne i praktyczne. Stanowią one doskonałą ochronę przed zimnym deszczem, mokrym śniegiem, przenikliwym wiatrem, a także przed zbyt intensywnym słońcem.
Daszki nad drzwiami wejściowymi do budynków są elementem architektonicznym łączącym w sobie walory estetyczne i praktyczne. Stanowią one doskonałą ochronę przed zimnym deszczem, mokrym śniegiem, przenikliwym wiatrem, a także przed zbyt intensywnym słońcem.
Dzięki nim wychodząc na zewnątrz z komfortowego, ciepłego pomieszczenia jesteśmy jeszcze przez moment chronieni przed dokuczliwymi czynnikami atmosferycznymi – mamy więc dodatkową chwilę aby się zaaklimatyzować do warunków panujących na zewnątrz.
- Szczegóły
- Kategoria: Wydanie 3/2007
Izolacyjność akustyczna lekkich ścian osłonowych o konstrukcji słupowo-ryglowej |
Lekkie ściany osłonowe słupowo-ryglowe stosowane są przeważnie w budynkach reprezentacyjnych, lokalizowanych w centrach miast, gdzie należy się liczyć z występowaniem hałasu o dużych poziomach, przy jednoczesnym braku możliwości wprowadzenia skutecznych zabezpieczeń akustyczno-urbanistycznych (np. ekranów akustycznych) ograniczających poziomy hałasu w bezpośrednim otoczeniu budynku. W tej sytuacji, aby uzyskać odpowiednie warunki akustyczne w pomieszczeniach niezbędne jest zapewnienie dostatecznie dużej izolacyjności akustycznej ściany zewnętrznej.
Wprowadzenie
Parametr, jakim jest izolacyjność akustyczna, nie wyczerpuje całościowej oceny właściwości akustycznych ściany osłonowej w budynku, szczególnie ściany zawieszanej o konstrukcji słupowo-ryglowej. W skład tej całościowej oceny wchodzi ponadto stopień przenoszenia dźwięku przez ścianę w kierunku podłużnym zarówno pionowym jak i poziomym (ze szczególnym uwzględnieniem przenoszenia dźwięku przez miejsca połączenia ściany osłonowej z przegrodami wewnętrznymi budynku, co ma wpływ na izolacyjność akustyczną przegród wewnętrznych w budynku). Istotne znaczenie ma również podatność na wzbudzenie drgań poszczególnych elementów ściany pod wpływem działania wiatru lub innych czynników atmosferycznych, w wyniku czego mogą się one stać wtórnym źródłem zakłóceń akustycznych, zarówno w stosunku do otoczenia jak i w stosunku do pomieszczeń w budynku.
Artykuł koncentruje się na zagadnieniach bezpośredniej izolacyjności akustycznej ściany osłonowej, traktowanej jako wyrób budowlany, odnosząc się do sposobu jej wyznaczania, zasad formułowania wymagań oraz do czynników wpływających na tę izolacyjność. Uogólnione oceny akustyczne rozwiązań oparto w większości przypadków na wynikach badań przeprowadzonych w Laboratorium Akustycznym Instytutu Techniki Budowlanej.
Parametry oceny izolacyjności akustycznej ściany osłonowej i metody ich wyznaczania
Izolacyjność akustyczną każdej przegrody budowlanej, bez względu na jej konstrukcję i zakres stosowania, określa się za pomocą izolacyjności akustycznej właściwej R w decybelach (dB), wyznaczonej w pasmach 1/3 oktawowych (dopuszcza się wyznaczanie w pasmach oktawowych – co jest mniej dokładne), w przedziale częstotliwości minimum 100-3150 Hz. Izolacyjność akustyczna właściwa jest zatem zbiorem najczęściej 16 wartości izolacyjności, przedstawionym w postaci zestawienia tabelarycznego lub w postaci graficznej.
Zgodnie z normą EN ISO 717-1 z 1996 r. (PN-EN ISO 717-1:1999) przy ocenie ściany jako wyrobu i przy projektowaniu konkretnego budynku izolacyjność akustyczną wyraża się za pomocą wskaźników jednoliczbowych:
• ważonego wskaźnika izolacyjności akustycznej właściwej Rw,
• dwóch widmowych wskaźników adaptacyjnych C i Ctr
Izolacyjność akustyczną dowolnej ściany przedstawia się w postaci:
Rw(C,Ctr) (1)
oraz jako sumę wskaźnika ważonego i odpowiedniego wskaźnika adaptacyjnego
RA1 = Rw + C (2)
RA2 = Rw + Ctr (3)
Wskaźnik ważony Rw uśrednia za pomocą wzorcowej normowej krzywej ważenia izolacyjność akustyczną ściany, określoną w pasmach 1/3-oktawowych lub oktawowych, w przedziale częstotliwości 100-3150 Hz. Zadaniem widmowych wskaźników adaptacyjnych zastosowanych zgodnie ze wzorami (2) i (3) jest dostosowanie jednoliczbowej oceny izolacyjności akustycznej przegrody do widma hałasu, przed którym przegroda ma chronić pomieszczenie.
I tak:
a) wskaźnik widmowy C stosuje się w przypadku występowania hałasu o widmie płaskim w funkcji częstotliwości (w praktyce – hałasu średnio- i wysokoczęstotliwościowego); przykłady tego rodzaju hałasu zewnętrznego to: hałas lotniczy występujący w pobliżu portów lotniczych, hałas pochodzący od ruchu drogowego o dużych prędkościach (pojazdy poruszające się po drogach szybkiego ruchu, po autostradach), hałas w otoczeniu tras kolejowych przy przejeździe pociągów z prędkością V > 80 km/h,
b) wskaźnik widmowy Ctr stosuje się w przypadku występowania hałasu o widmie niskoczęstotliwościowym; przykłady tego rodzaju hałasu zewnętrznego to: hałas pochodzący od komunikacji drogowej w mieście, od linii kolejowych przy przejeździe pociągów z prędkością V < 80 km/h, hałas lotniczy w znacznej odległości od portów lotniczych.
Z przedstawionych rodzajów hałasu przypisanych widmowym wskaźnikom adaptacyjnym C i Ctr wynika, że oba wskaźniki odnoszą się do ściany zewnętrznej a ich zakres wykorzystania przy ocenie izolacyjności akustycznej konkretnego rozwiązania ściany osłonowej zależny jest od rodzaju hałasu, jaki występuje w otoczeniu projektowanego budynku, w którym ma być zastosowana dana ściana.
Zgodnie z PN-B-02151-3:1999 podstawowym wskaźnikiem do oceny izolacyjności akustycznej ściany zewnętrznej w budynkach jest wskaźnik RA2. Wynika to z faktu, że najczęstszym rodzajem hałasu zewnętrznego, na który są narażone budynki mieszkalne i użyteczności publicznej jest hałas drogowy w mieście.
Izolacyjność akustyczną ściany wyznacza się na podstawie pomiarów przeprowadzonych w ściśle określonych warunkach laboratoryjnych, na wzorcu przegrody o powierzchni S≥10 m2, przy czym wymiar liniowy próbki ściany nie może być mniejszy niż 2,3 m. To ograniczenie związane jest z długością fal giętnych powstających w płytach. Warunki przeprowadzenia badań laboratoryjnych oraz metoda badań podane są w normie PN-EN 20140-3:1999.
Norma PN-EN 13830:2005 Ściany osłonowe. Norma wyrobu przywołuje normy EN – 20140-3:1995 i EN ISO 717-1:1996, które mają wcześniej wymienione odpowiedniki krajowe. Wprowadzenie do polskiej normalizacji normy EN na ściany osłonowe nie spowodowało więc żadnych zmian w sposobie wyznaczania laboratoryjnych wartości wskaźników izolacyjności akustycznej ścian osłonowych.
Norma pomiarowa PN-EN 20140-3:1999 jest normą ogólną, określającą zasady wyznaczania izolacyjności akustycznej ściany na postawie pomiarów wzorca tej ściany. W normie zaznaczono jedynie, że badana próbka musi zawierać w sobie wszystkie szczegóły rozwiązania charakterystyczne dla danej przegrody. Spełnienie tego warunku przy badaniach większości rodzajów ścian (np. ścian masywnych, lekkich ścian szkieletowych) nie nastręcza trudności.
Problemy takie występują natomiast przy pomiarowym określaniu izolacyjności akustycznej ściany osłonowej, szczególnie ściany o konstrukcji słupowo-ryglowej. Tego rodzaju ściana nie jest jednorodna pod względem akustycznym a zatem badana próbka, jako wzorzec rozwiązania, musi zawierać w sobie wszystkie elementy o zróżnicowanych parametrach akustycznych, przy zachowaniu odpowiednich proporcji powierzchniowych między nimi.
Podstawowymi elementami o zróżnicowanych właściwościach akustycznych są:
• elementy szkieletu (słupy, rygle),
• moduły wypełnienia przeziernego (oszklenie stałe, w tym strukturalne, okna otwierane),
• moduły wypełnienia nieprzeziernego (dobierane głównie ze względu na wymagania termiczne).
Istotny wpływ na izolacyjność akustyczną ściany mają także uszczelki, które decydują nie tylko o szczelności pod względem akustycznym całego rozwiązania, ale także określają warunki zamocowania elementów wypełnienia, co ma wpływ na jego izolacyjność akustyczną, a także na stopień przenoszenia dźwięków materiałowych z konstrukcji aluminiowej na wypełnienie i odwrotnie.
Schemat transmisji dźwięku przez fragment ściany osłonowej słupowo-ryglowej przedstawiono na rys. 1, wskazując na wymienione wcześniej elementy ściany mające różny wpływ na wypadkową izolacyjność akustyczną. W schemacie tym uwzględniono przypadek wykonania pasa przeziernego w postaci oszklenia stałego (rys. 1a) oraz zastosowania okien otwieranych (rys. 1b).
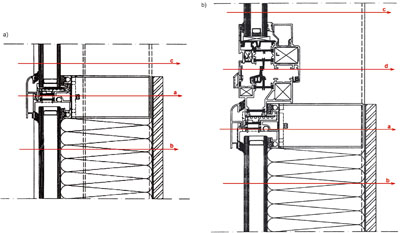
Rys. 1. Schemat dróg bezpośredniego przenoszenia dźwięku przez ścianę osłonową słupowo–ryglową: A. – z oszkleniem stałym, B. – z oknami. Transmisja dźwięku: a – przez szkielet ściany osłonowej, b – przez wypełnienie nieprzezierne, c–przez oszklenie, d – przez ościeżnice i ramiaki okienne (przy uwzględnieniu sposobu uszczelnienia przymyków)
Mówiąc o izolacyjności akustycznej ściany osłonowej zawsze rozpatruje się fragment ściany w obrębie pomieszczenia uwzględniając występujące w tym fragmencie części przezierne i nieprzezierne.
Ocena akustyczna opiera się na wynikach badań akustycznych wzorca ściany (próbki) o normowej powierzchni S≥10 m2 (chyba, że w rzeczywistości oceniany fragment ściany osłonowej ma mniejsze wymiary). Wynik pomiaru jest zawsze wypadkową izolacyjności akustycznej elementów wchodzących w skład badanej próbki.
W niektórych rozwiązaniach ważne jest także uwzględnienie w badanym wzorcu ściany osłonowej elementów mających wpływ na kształtowanie się pola akustycznego w bezpośrednim sąsiedztwie ściany – np. żebra (żelbetowe, kamienne lub z innego tworzywa).
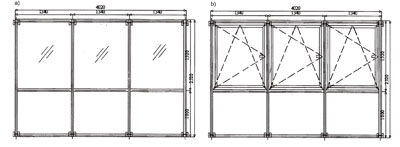
Rys. 2. Schemat próbek do badań izolacyjności akustycznej ścian osłonowych słupowo-ryglowych w Akredytowanym Laboratorium Akustycznym ITB. Przykłady rozwiązań z pasem nieprzeziernym i dwoma rodzajami pasa przeziernego: A – oszklenie stałe, B – okna uchylno-rozwierane
Przykład schematu próbki ściany osłonowej poddanej badaniom akustycznym w Akredytowanym Laboratorium Akustycznym ITB przedstawiono na rys. 2 a i b.
Badania pojedynczych modułów przeszklonych przeprowadzone metodą przeznaczoną do pomiaru izolacyjności akustycznej okien (montaż w masywnej ścianie) nie dają takich samych wyników, jak badania normowych próbek ściany z wypełnieniami tymi modułami konstrukcji szkieletowej. Podobnie nie można traktować izolacyjności akustycznej szyb określonej w warunkach normowych wg PN-EN 20140-3:1999 (próbki o wymiarach 1230x1480 mm zamocowane w ramce drewnianej) jako izolacyjności modułów szklanych ściany osłonowej.
Wynik badania próbki ściany osłonowej jak na rys. 2 jest ściśle związany z udziałem części nieprzeziernych i przeziernych w powierzchni tej próbki, a zatem dotyczy przypadku szczególnego. Można natomiast doprowadzić do uogólnienia wyników oceny izolacyjności akustycznej ściany osłonowej danego systemu poprzez wyznaczenie odrębnie izolacyjności akustycznej poszczególnych typów wypełnień (części przeziernej i nieprzeziernej) i obliczenie wypadkowej izolacyjności akustycznej ściany według wzoru: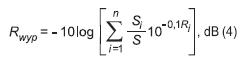
gdzie:
Rwyp – wypadkowa izolacyjność akustyczna ocenianego fragmentu ściany osłonowej składającego się z i rodzajów wypełnień, dB
Ri – izolacyjność akustyczna fragmentu ściany z i-tym wypełnieniem, dB
S – całkowita powierzchnia ocenianego fragmentu ściany, m2
Si – powierzchnia fragmentu ściany z i-tym wypełnieniem w całym ocenianym fragmencie ściany, m2
Wzór ten pozwala na obliczeniowe wyznaczenie wypadkowej izolacyjności akustycznej ściany przy dowolnym udziale poszczególnych rodzajów wypełnień w całkowitej powierzchni ocenianego fragmentu ściany osłonowej.
Izolacyjność akustyczna fragmentów ściany z określonymi rodzajami wypełnienia musi być wyznaczona na podstawie badań próbek o normowej powierzchni, przy czym można to uzyskać poprzez badania próbki z jednakowym wypełnieniem wszystkich modułów w próbce, lub poprzez odpowiednią modyfikację próbek ściany osłonowej przedstawionych na rys. 2.
Obliczenia według wzoru (4) powinny być wykonane w odniesieniu do izolacyjności akustycznej w poszczególnych pasmach częstotliwości i tak uzyskana krzywa powinna być przyjęta jako podstawa do obliczenia wskaźników jednoliczbowych Rw(C,Ctr) a następnie w zależności od potrzeb – wskaźników oceny RA1 lub RA2. Dopuszcza się przeprowadzenie obliczeń wg wzoru (4), bezpośrednio w odniesieniu do wskaźników jednoliczbowych RA1, RA2 lub Rw jednak traktując, że jest to obliczenie mniej dokładne.
Należy podkreślić, że z punktu widzenia akustycznego rozpatruje się izolacyjność akustyczną ściany zewnętrznej (nie tylko rozpatrywanej ściany osłonowej o konstrukcji slupowo-ryglowej) zawsze w odniesieniu do fragmentu, przez który może przenikać hałas do pomieszczenia (czyli w odniesieniu do fragmentu „widzianego” z wnętrza pomieszczenia).
Wymagana izolacyjność akustyczna lekkich ścian osłonowych słupowo-ryglowych
Wymagania w stosunku do izolacyjności akustycznej lekkiej ściany osłonowej słupowo-ryglowej, tak jak każdej ściany zewnętrznej, zależą od:
• przeznaczenia budynku (i funkcji pomieszczeń w budynku),
• poziomu hałasu występującego w otoczeniu budynku z podziałem na pory doby (w odniesieniu do tych budynków, których sposób użytkowania jest różny w ciągu dnia i w nocy, np. w stosunku do budynków hotelowych).
Wymagania te ujęte są w normie PN-B-02151-3:1999 i podane w postaci minimalnych wartości wskaźników oceny przybliżonej izolacyjności akustycznej właściwej R’A2(R’A1)1. Dobór odpowiedniego wskaźnika zależy od rodzaju występującego hałasu zewnętrznego w otoczeniu budynku.
Właściwe ustalenie wymagań odnośnie izolacyjności akustycznej przegród zewnętrznych w budynku wymaga prawidłowego oszacowania poziomów hałasów, jakie wystąpią przy elewacjach projektowanych budynków. Wskazówki w tym zakresie zawarte są w normie PN-B-02151-3:1999.
Przykładowe wymagania są następujące:
a) ściany zewnętrzne budynków administracyjnych (podano przykład budynków o wyższym standardzie, zawierających pomieszczenia do pracy wymagającej koncentracji uwagi) – wymagania uzależnia się od miarodajnego poziomu hałasu w ciągu dnia
przy LA ≤ 50 dB → R’A2 ≥ 20 dB
przy LA = 51 do 60 dB → R’A2 ≥ 23 dB
przy LA = 61 do 65 dB → R’A2 ≥ 28 dB
przy LA = 66 do 70 dB → R’A2 ≥ 33 dB
przy LA = 71 do 75 dB → R’A2 ≥ 38 dB
b) ściany zewnętrzne budynków hotelowych (przyjęto hotele o wyższym standardzie akustycznym) – wymagania wyznacza się uwzględniając odrębnie poziom hałasu w porze dziennej i nocnej i przyjmuje się tę wymaganą wartość wskaźnika izolacyjności akustycznej ściany, która jest większa
• dla pory dziennej – wymagania analogiczne jak podano w poz. a),
• dla pory nocnej
przy LA ≤ 40 dB → R’A2 ≥ 20 dB
przy LA = 41 do 50 dB → R’A2 ≥ 23 dB
przy LA = 51 do 55 dB → R’A2 ≥ 28 dB
przy LA = 56 do 60 dB → R’A2 ≥ 33 dB
W budynkach hotelowych wymagania te nie obejmują części ściany osłonowej przy klatkach schodowych (nie stawia się wymagań).
c) ściany zewnętrzne sal kawiarnianych, restauracyjnych, sal sklepowych (bez względu na rodzaj budynku, w którym są zlokalizowane) – wymagania uzależnia się od miarodajnego poziomu hałasu w ciągu dnia
przy LA ≤ 65 dB → R’A2 ≥ 20 dB
przy LA = 66 do 70 dB → R’A2 ≥ 23 dB
przy LA = 71 do 75 dB → R’A2 ≥ 28 dB
Wymaganą izolacyjność akustyczną ścian zewnętrznych (lub ich części) w obiektach nie wymienionych w normie należy wyznaczyć indywidualnie.
Przyjęte w normie PN-B-02151-3:1999 wartości wymaganej izolacyjności akustycznej ściany zewnętrznej nie zapewniają pełnego komfortu akustycznego w pomieszczeniach. Dlatego, w miarę możliwości technicznych, należy przyjmować wymagania na wyższym poziomie (co w szeregu przypadków ma miejsce w praktyce).
Niektórzy inwestorzy, zwłaszcza zagraniczni, przyjmują wymagania akustyczne w postaci wskaźników ważonych R’w, można spotkać się także z wymaganiami wyrażonymi wg norm amerykańskich za pomocą wskaźnika STC2. W takich przypadkach należy zawsze sprawdzić, czy zachowane będą wymagania wg PN. Pomocną wskazówką w tym zakresie mogą być przeciętne relacje między różnymi wskaźnikami izolacyjności akustycznej. Dla układów warstwowych części nieprzeziernych można oczekiwać, że wskaźnikowi ważonemu izolacyjności akustycznej R’w odpowiadać będzie wskaźnik oceny RA2 o ok. 5-8 dB mniejszy, oraz wskaźnik oceny RA1 o ok. 2-4 dB mniejszy. Analogiczne zależności odnoszące się do szyb zespolonych wynoszą: wskaźnikowi ważonemu izolacyjności akustycznej R’w odpowiadać będzie wskaźnik oceny RA2 o ok. 3-6 dB mniejszy, oraz wskaźnik oceny RA1 o ok. 2-4 dB mniejszy.
Ze względu na znaczące różnice między różnymi wskaźnikami odpowiadającymi tej samej charakterystyce izolacyjności akustycznej ściany bardzo ważne jest, aby w umowie między inwestorem a wykonawcą ściany osłonowej zostało wyraźnie wskazane, do jakiego wskaźnika odnoszą się wymagane wartości izolacyjności akustycznej podane w dB.
Występują również przypadki, gdy wymagania w stosunku do ściany osłonowej podane są w sposób pośredni poprzez określenie dopuszczalnych poziomów hałasu zewnętrznego przenikającego do pomieszczeń (np. równoważnych, maksymalnych). Przejście z tak sformułowanych wymagań do określenia minimalnej izolacyjności akustycznej ściany wymaga dokładnej analizy warunków akustycznych w otoczeniu budynku oraz uwzględnienia powierzchni ściany w obrębie pomieszczenia, objętości tego pomieszczenia i przewidywanych warunków pogłosowych.
Izolacyjność akustyczna lekkich ścian osłonowych słupowo-ryglowych
Zakład Akustyki przeprowadził badania izolacyjności akustycznej wielu rozwiązań ścian osłonowych o konstrukcji słupowo-ryglowej. Badaniom poddawane były próbki ścian z różnymi wypełnieniami nieprzeziernymi i przeziernymi.
W przypadku wypełnień nieprzeziernych, które dobierane są przede wszystkim ze względu na wymagania izolacji termicznej, decydujący wpływ na izolacyjność akustyczną ma rodzaj okładzin zewnętrznych i wewnętrznych. Mniejszy wpływ ma rodzaj i grubość warstwy zastosowanej wełny mineralnej. Przedziały, w jakich wahają się wartości jednoliczbowych wskaźników izolacyjności akustycznej fragmentów ścian osłonowych z tymi wypełnieniami zestawiono w tablicy 1.
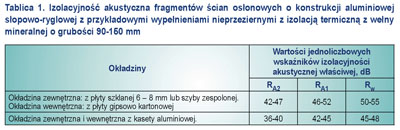
Z danych zawartych w tablicy 1 wynika, że nie jest dużym problemem uzyskanie dostatecznej (w porównaniu z wymaganiami normowymi) izolacyjności akustycznej części nieprzeziernej ściany osłonowej. Porównując dwa rodzaje układów warstwowych podane w tablicy 1 można stwierdzić, że zdecydowanie lepsze właściwości akustyczne mają układy warstwowe ze stosunkowo ciężkimi okładzinami. Przy okładzinach z blach aluminiowych nie można uzyskać porównywalnej izolacyjności akustycznej, nawet przy znaczącym zwiększeniu grubości wełny mineralnej.
Dużo trudniej jest osiągnąć dostatecznie dużą izolacyjność akustyczną części oszklonej ściany osłonowej, zwłaszcza wtedy, gdy wymagania dotyczą wartości wskaźnika R’A2, a są to przypadki odnoszące się do lokalizacji budynków w centrach miast.
Zestawienie izolacyjności akustycznej fragmentów ścian osłonowych z przykładowymi oszkleniami podano w tablicy 2. Tablica ta zawiera przedziały w jakich mieściły się wartości jednoliczbowych wskaźników izolacyjności akustycznej właściwej części przeszklonych różnych ścian osłonowych słupowo-ryglowych o konstrukcji aluminiowej.
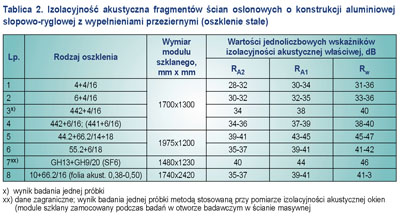
W tablicy 2 podano wymiary modułów elementów przeszklonych ponieważ mają one wpływ na ich izolacyjność akustyczną. Stąd wynika bardzo istotny postulat, aby laboratoryjne badania akustyczne ściany przeznaczonej dla konkretnego budynku przeprowadzane były na próbkach, których układ szkieletu (a tym samym wymiary elementów wypełniających) był jak najbardziej zbliżony do rozwiązań przewidzianych dla tego obiektu.
Biorąc pod uwagę, że we wzorcu ściany badanym w warunkach laboratoryjnych w wielu przypadkach nie ma możliwości odtworzenia wszystkich szczegółów rozwiązania występujących w praktyce, w normie PN-B-02151-3:1999 wprowadzono zalecenie, aby – korzystając w projektowaniu z wyników badań laboratoryjnych – redukować wartości wskaźników oceny izolacyjności akustycznej właściwej o 2 dB. Zastosowanie tej korekty jest szczególnie ważne przy tak skomplikowanych rozwiązaniach, jakimi są ściany osłonowe
o konstrukcji słupowo-ryglowej. Tę dwudecybelową korektę należy uwzględnić oceniając w świetle wymagań normowych dane zawarte w tablicy 1 i 2, a także oparte na tych danych wyniki obliczeń, według wzoru 4, wypadkowej izolacyjności akustycznej ściany.
Na wypadkową izolacyjność akustyczną ściany osłonowej decydujący wpływ mają elementy o najmniejszej izolacyjności akustycznej (najczęściej są to elementy przeszklone).
W tych przypadkach, gdy odpowiednie wskaźniki oceny izolacyjności akustycznej właściwej RA2 lub RA1 części nieprzeziernej i przeziernej różnią się nie mniej niż o 8-10 dB (izolacyjność akustyczna części nieprzeziernej jest znacząco większa), to wypadkowa izolacyjność akustyczna ściany, będzie w praktyce większa o 2-4 dB od izolacyjności akustycznej części oszklonej (w zależności od procentowego udziału części oszklonej). Przykładowy wynik obliczeń przedstawiono na rys. 3.
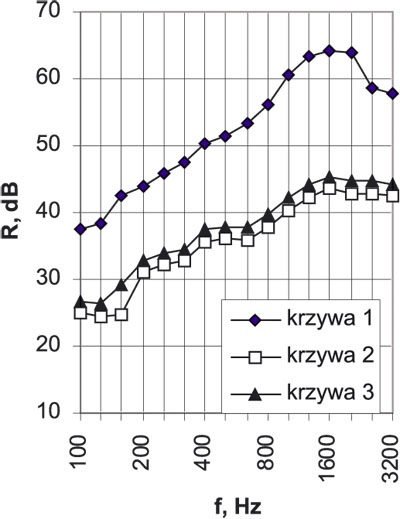
1 – pas podokienno-nadprożowy; Rw(C,Ctr) = 56(-2, -5) dB
2 – pas okienny; Rw(C,Ctr) = 40(-1, -4) dB
3 – fragment ściany osłonowej z pasem podokiennym (30% powierzchni) i pasem oszklonym (70% powierzchni); Rw(C,Ctr) = 42 (-2, -4) dB
Zestawiając wynikające z tablicy 1 i 2 oraz wzoru (4) wartości projektowe wypadkowej izolacyjności akustycznej lekkich ścian osłonowych słupowo-ryglowych i wymagania normowe omówione w pkt. 3, można stwierdzić, że spełnienie wymagania R’A2 > 35 dB nie jest łatwe i wiąże się ze stosowaniem szyb zespolonych o zwiększonej izolacyjności akustycznej. W przypadku wymagań R’A2 ≥ 38 dB, zwłaszcza przy założeniu dużego procentu przeszklenia ściany osłonowej, może, ze względów akustycznych, okazać się bardziej racjonalne zastosowanie ściany osłonowej dwupowłokowej, której izolacyjność akustyczna może być znacząco większa.
Przy stosowaniu tego rodzaju rozwiązania w konkretnym obiekcie należy jednak zachować dużą ostrożność, bowiem ściany te mogą się charakteryzować dużym wzdłużnym przenoszeniem dźwięku (zarówno w kierunku poziomym jak i pionowym) przez przestrzeń między częścią zewnętrzną i wewnętrzną. Może to powodować zmniejszenie izolacyjności akustycznej między pomieszczeniami. Dotyczy to szczegónie rozwiązań, umożliwiających napływ powietrza zewnętrznego do pomieszczenia poprzez otwarte okna i przestrzeń między dwiema powłokami ściany elewacyjnej.
Kilka uwag na temat wzdłużnego przenoszenie dźwięku przez lekką ścianę osłonową słupowo-ryglową
Wzdłużne przenoszenie dźwięku przez ścianę osłonową oraz ewentualne przenikanie dźwięku przez połączenie tej ściany z przegrodami wewnętrznymi budynku może mieć istotny wpływ na stopień bocznego przenoszenia dźwięku w budynku, a tym samym na izolacyjność akustyczną między pomieszczeniami.
Prawidłowe pod względem akustycznym rozwiązanie połączenia stropów ze ścianą osłonową zazwyczaj nie nastręcza trudności. Pewne komplikacje mogą natomiast wystąpić przy połączeniu ściany osłonowej ze ścianą wewnętrzną, zwłaszcza w przypadku, gdy ściana wewnętrzna ma większą grubość, niż szerokość słupa ściany osłonowej. Stosowane w takim przypadku łączniki często pogarszają izolacyjność akustyczną przegrody wewnętrznej.
Wzdłużne przenoszenie dźwięku przez lekką ścianę osłonową związane jest ze specyficznymi cechami konstrukcyjnymi rozwiązania. W przypadku lekkich ścian osłonowych słupowo-ryglowych podstawowymi elementami przenoszącymi dźwięk są słupy i rygle. Ciągłość tych konstrukcji przy braku redukcji drgań w miejscu połączenia z przegrodami wewnętrznymi powoduje, że stanowią one drogi przenoszenia dźwięku w postaci dźwięków materiałowych, które następnie stają się źródłem słyszalnych dźwięków powietrznych.
Ujęte w normie PN EN-12354-1:2002 wzory do obliczania izolacyjności akustycznej dróg bocznych przez lekkie ściany zewnętrzne nie są odpowiednie do oceny pod tym względem konstrukcji ścian osłonowych słupowo-ryglowych, bowiem nie uwzględniają specyficznych cech konstrukcyjnych tego rozwiązania.
Nie ma również stanowisk badawczych, ani znormalizowanych metod pomiarowych do wyznaczania parametrów akustycznych, które mogłyby być podstawą do oceny omawianych ścian ze względu na wzdłużne przenoszenie dźwięku.
Z tego względu należy zachować dużą ostrożność przy stosowaniu lekkich ścian osłonowych w budynkach, w których stawia się szczególnie wysokie wymagania w stosunku do izolacyjności akustycznej przegród wewnętrznych.
dr hab. inż. Barbara Szudrowicz
Zakład Akustyki ITB
Bibliografia
1. Aprobaty Techniczne ITB (plik).
2. Szudrowicz B.: Lekkie ściany osłonowe – ocena akustyczna w świetle nowych kryteriów wg PN-EN ISO 717-1:1999 i PN-B-02151-3:1999. II Konferencja Naukowo-Techniczna Nowoczesne Lekkie Ściany osłonowe, Mrągowo 13-16 listopada 2001 r.
3. Praca zbiorowa: Doppelfassaden Ernst&Sohn Verlag für Architektur und technische Wissenschaften GmbH, Berlin 2001
- Szczegóły
- Kategoria: Wydanie 3/2007
Rola szklenia budowlanego w zastosowaniach dachowych i elewacyjnych systematycznie rośnie. Wymagania mu stawiane nie ograniczają się już jedynie do pełnienia funkcji przeźroczystej przegrody chroniącej wnętrze przed czynnikami zewnętrznymi i statycznego elementu doświetlającego.
- Szczegóły
- Kategoria: Wydanie 3/2007
|
Efektywne wykorzystanie energii a klimat pomieszczeń
Część 1 |
Coraz większy nacisk kładziony na efektywność wykorzystania energii stwarza na najbliższą dekadę – zarówno dla Niemiec, jak i Europy – długofalowe wyzwanie, związane ze środowiskiem i gospodarką narodową. Przepisy rozporządzenia w sprawie oszczędnej gospodarki energią (SOGE), które weszło w życie w roku 2002, wprowadziły dalsze zaostrzenie wymagań w zakresie zapotrzebowania na energię i wręcz hermetycznej szczelności budynków. Rozporządzenie SOGE stanowi podstawę prawną dla dalszych ustaleń w zakresie „energooszczędnej izolacji cieplnej oraz energooszczędnych instalacji (grzewczych)”, obowiązujących w Niemczech – zarówno w stosunku do budynków nowych, jak i już istniejących.
Konsonanse czy dysonanse?
Dotychczas w rozporządzeniu SOGE, w ogóle nie uwzględniano zapotrzebowania energii niezbędnej do celów oświetlenia i klimatyzacji pomieszczeń. Jednakże uchwalona w roku 2002 europejska dyrektywa w sprawie efektywnej gospodarki energią w budynkach nakłada obowiązek uwzględniania w bilansach energetycznych budynków również zapotrzebowania na tę energię, która będzie potrzebna do funkcjonowania instalacji oświetleniowej i klimatyzacyjnej. Wynikające stąd nowe wymagania odnoszące się do gospodarki energetycznej budynków mogą w konsekwencji prowadzić do zmian w wewnętrznym klimacie pomieszczeń. Całkiem naturalne jest zatem pytanie, w jaki sposób wymagania te – rozpatrywane w aspekcie technologii budowy, rodzaju konstrukcji oraz zastosowanych materiałów – będą wpływać na komfort pomieszczeń mieszkalnych i jakość ich wentylacji.
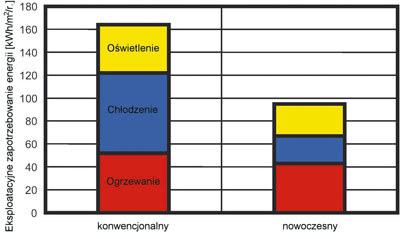
Rys. 1. Porównanie eksploatacyjnego zapotrzebowania energii przykładowego konwencjonalnego budynku biurowego oraz budynku wzniesionego przy zastosowaniu nowoczesnej technologii i wyposażonego w nowoczesne instalacje
Punktem wyjścia dyskusji na temat efektywnego wykorzystania energii w budynkach jest na ogół pogląd, że w okresie zimowym spełnienie wymagań związanych z komfortem pomieszczeń w zasadzie nie nastręcza trudności. Podstawą takiego mniemania są dobre własności izolacyjne ścian zewnętrznych i okien oraz wynikające z nich nieznaczne różnice temperatur występujące w pomieszczeniu.
Jednakże istotne źródła ciepła – przede wszystkim zewnętrzne (słońce w powiązaniu z brakiem wystarczającego zewnętrznego systemu ochrony przed promieniowaniem słonecznym w okresie letnim i przejściowych porach roku), lecz również wewnętrzne (komputery, oświetlenie, wysoka gęstość zaludnienia) – wiążą się ściśle z określonymi wymaganiami dotyczącymi efektywnej gospodarki energetycznej budynku.
Należy również pamiętać o tym, że redukcja krotności wymiany powietrza – która może być wynikiem np. zastosowania w budynku hermetycznych, nie przepuszczających powietrza okładzin – może doprowadzić do wzrostu wilgotności powietrza wypełniającego pomieszczenia, a w konsekwencji spowodować zmiany klimatu w nich panującego.
Efektywne wykorzystanie energii
Stale rosnący nacisk na efektywne wykorzystanie energii jest istotnym elementem zarówno politycznej strategii, jak i działań podejmowanych przez te państwa członkowskie UE, które są zobligowane do wypełnienia określonych zobowiązań wprowadzonych
w ramach ustaleń przyjętych w protokole Kyoto.
Działania zmierzające do poprawy wydajności energetycznej rozpatrywanej w skali globalnej powinny przy tym uwzględniać również takie czynniki, jak uwarunkowania klimatyczne i lokalne, wewnętrzny klimat pomieszczeń oraz efektywność ekonomiczną. Uchwalona w roku 2002 przez Radę i Parlament Europejski dyrektywa, poświęcona całkowitej efektywności energetycznej budynków nakłada na kraje członkowskie obowiązek opracowania własnych metod oceny tej efektywności, przy czym mogą one odznaczać się zróżnicowaniem regionalnym i oprócz kwestii izolacji termicznej mogą również uwzględniać – z uwagi na ich wzrastające znaczenie – również takie czynniki, jak np. instalacje grzewcze i klimatyzacyjne, instalacje oświetleniowe, wykorzystanie różnych rodzajów energii odnawialnej, a także rodzaj konstrukcji budynku. W chwili obecnej zastosowanie przepisów rozporządzenia SOGE koncentruje się praktycznie na kwestii zmniejszenia zapotrzebowania na energię cieplną potrzebną do ogrzewania budynków.
Na skutek nowelizacji przepisów dyrektywy UE i będących jej konsekwencją zmian w przepisach rozporządzenia SOGE, które wchodzą w życie w roku 2006, podejście to powinno ulec zasadniczej zmianie. Przy ocenie zapotrzebowania energii będzie się brać pod uwagę zarówno energię potrzebną do celów grzewczych, jak i tę, która będzie potrzebna do celów wentylacji, chłodzenia (klimatyzacji) oraz oświetlenia pomieszczeń, przy czym „składowe” te będą oceniane jednocześnie i będą traktowane jako równorzędne względem siebie.
Takie kwestie, jak ochrona przed przegrzaniem w okresie letnim oraz wykorzystanie światła dziennego mogą – w aspekcie działań zmierzających do poprawy efektywności gospodarki energetycznej – być w przyszłości oceniane ilościowo i traktowane dokładnie tak samo, jak np. ocena stopnia wykorzystania kotła grzewczego względnie środki zapewnienia odpowiedniej izolacji cieplnej w okresie zimowym. Na rys. 1 przedstawiono bilans eksploatacyjnego zapotrzebowania energii budynku biurowego, wzniesionego przy zastosowaniu nowoczesnej techniki budowlanej i wyposażonego w nowoczesne instalacje, w porównaniu do budynku konwencjonalnego.

Rys. 2. Elewacja zachodnia budynku doświadczalnego IBEKLIP Instytutu Fizyki Budowli im. J. v. Fraunhofera, Holzkirchen
Norma DIN 18599
Zespół norm określanych ogólnie jako norma DIN 18599, która z założenia ma służyć spełnieniu wymienionych tu zadań, został opracowany przez komisję utworzoną z członków komisji normalizacyjnej DIN ds. budownictwa (NABau) komisji normalizacyjnej zajmującej się techniką grzewczą oraz techniką wentylacji pomieszczeń (NHRS) oraz komisji normalizacyjnej zajmującej się techniką oświetleniową (FNL). Normy te przedstawiają przewidziane do wykorzystania metody oceny całkowitej efektywności energetycznej budynków, które odpowiadają wymaganiom określonym w artykule 3 dyrektywy 2002/91/UE Unii Europejskiej.
Aby w ogóle umożliwić dokonanie takiej kompleksowej oceny – dotychczas było to możliwe tylko i wyłącznie przy wykorzystaniu nowoczesnych, wysokojakościowych narzędzi symulacyjnych – w ostatnich dwóch latach prowadzono intensywne prace, mające na celu opracowanie normy pozwalającej na taką ocenę. Norma ta wprowadza metodę określania bilansów miesięcznych, ustalanych w oparciu o zapotrzebowanie energii użytecznej (ogrzewanie, klimatyzacja, oświetlenie) w klimatyzowanych pomieszczeniach budynków, a także umożliwia ocenę architektury i elementów konstrukcyjnych budynku.
Opierając się na niej będzie można uwzględnić ocenę efektywności funkcjonowania wszystkich instalacji stanowiących wyposażenie budynku (ogrzewanie, wentylacja, klimatyzacja, oświetlenie), a także występujące między nimi zależności oraz wpływ wywierany przez nie wzajemnie na siebie. Tak więc można będzie określić zapotrzebowanie energii dla wszystkich instalacji użytkowych budynku, zaś przy pomocy ustalanych w zależności od nośnika energii współczynników eksploatacyjnego zapotrzebowania energii, można będzie ocenić dla danego budynku sumaryczne takie zapotrzebowanie, co będzie miało istotne znaczenie w aspekcie obligatoryjnych wymagań, jakie w przyszłości w stosunku do przepływu energii będą obowiązywać w całej Europie.
Oprócz metody obliczeniowej, nowa norma wprowadza również odniesione do warunków eksploatacyjnych warunki brzegowe, umożliwiające obiektywną ocenę i określenie zapotrzebowania energii (niezależnie od indywidualnego sposobu postępowania użytkowników oraz lokalnych warunków klimatycznych). Norma ta przeznaczona jest do oceny długofalowego zapotrzebowania budynków na energię, względnie jego poszczególnych elementów oraz do oceny możliwości wykorzystania w budynkach źródeł energii odnawialnej.
Udokumentowane algorytmy przewidziane w tej normie można stosować do opracowywania bilansów energetycznych budynków, równie dobrze mieszkalnych, jak i niemieszkalnych, nie tylko nowych, lecz również istniejących. Oferowane przez tę normę narzędzie służące do planowania nie ma obecnie równego sobie w całej Europie. Stanowi ono ogromy krok naprzód, zarówno dla planistów, jak i dla właścicieli budynków oraz inwestorów, ponieważ w zakresie podejmowania decyzji planistycznych umożliwia skupienie się na określonych ilościowo i uwzględniających różne czynniki wartościach liczbowych.

Rys. 3. Pomieszczenie doświadczalne wyposażone na wzór pomieszczenia biurowego, z elewacją zachodnią odznaczającą się wysokim stopniem przeszklenia, usytuowanymi od wewnątrz elementami ochrony przed nasłonecznieniem i sztucznym oświetleniem o regulowanej wysokości punktu świetlnego
Instalacje eksperymentalne
Nowoczesny biurowiec odznacza się stosowną architekturą i łączy w sobie przejrzystość oraz przestronność; jego użytkownicy dobrze się czują w jego wnętrzu, ciepłota jego pomieszczeń nie jest ani za niska, ani za wysoka i od żadnej części jego fasady nie odbijają się padające nań promienie słoneczne. Ponadto bieżące koszty utrzymania związane z pobieraną przezeń energią są naprawdę minimalne, okres jego amortyzacji jest bardzo długi, sam zaś budynek nie jest szkodliwy dla środowiska.
Aby jednakże takie obiekty mogły przybrać realne kształty i zaistnieć w praktyce, już na samym początku niezbędne jest kompleksowe planowanie prowadzone przez wszystkich doświadczonych w budownictwie architektów i specjalistów-projektantów, połączone z inteligentnymi i uzgadnianymi międzybranżowo rozwiązaniami kwestii szczegółowych.
Dla zapewnienia naukowego wsparcia przeprowadzanej na podstawie obliczeń kompleksowej oceny współzależności, związanych z różnymi koncepcjami fasad i wyposażeniem budynku w instalacje techniczne w aspekcie zapewnienia komfortowego klimatu pomieszczeń i niskiego poboru energii, na terenie Instytutu Fizyki Budowli im. J. v. Fraunhofera (IFB) w Holzkirchen wzniesiono wielokondygnacyjny budynek doświadczalny, który wyposażono w cały szereg najnowocześniejszych czujników pomiarowych (rys. 2).
Badania prowadzone w owym doświadczalnym budynku koncentrują się nie tylko na elementach elewacji, lecz również na kompleksowej ocenie współzależności występujących pomiędzy technologią wykonania fasad i funkcjonowaniem instalacji ogrzewania, wentylacji, klimatyzacji i sztucznego oświetlenia. W objętych badaniami pojedynczych pomieszczeniach biurowych, zlokalizowanych we wspomnianym budynku doświadczalnym, zastosowano trzy różne rodzaje fasad.
Obok pomieszczeń z klasyczną fasadą otworową, częściowo monolityczną i częściowo wyposażoną w zintegrowane systemy termoizolacyjne, znajdują się w nim pomieszczenia z fasadą słupowo-ryglową z nieprzezroczystymi pasami podokiennymi a także „poletko doświadczalne”, które posiada prawie całkowicie przeszklona fasadę i w którym w jednym z badanych pomieszczeń zastosowano dwuwarstwową fasadę szklaną.
Przeszklenia, wyposażone w różnego rodzaju systemy ochrony przed nasłonecznieniem bądź oślepianiem promieniami słonecznymi, montowane niekiedy od strony zewnętrznej i wewnętrznej, a niekiedy tylko po stronie wewnętrznej, są – w zależności od profilu badań – wykonywane albo ze szkła termoizolacyjnego albo jako przeszklenia chroniące przed nasłonecznieniem. Różnego rodzaju systemy oświetleniowe wyposażone w układy regulacji bezstopniowej i załączane, albo ręcznie, albo samoczynnie w zależności od intensywności światła dziennego, „wspierają” przechodzące przez fasadę oświetlenie naturalne.
Lekkie ścianki działowe oddzielają od siebie poszczególne pomieszczenia badawcze, a podwieszone sufity przyczyniają się do poprawy akustyki pomieszczeń. Niektóre pojedyncze pomieszczenia chłodzone są w razie potrzeby przy wykorzystaniu zintegrowanych stropów chłodzących, inne zaś wyposażono w centralne, doprowadzające powietrze instalacje klimatyzacyjne; a jeszcze inne są chłodzone bądź ogrzewane przez zdecentralizowane zespoły wentylacyjne, które zasysają powietrze zewnętrzne bezpośrednio przy fasadzie. Obok pomieszczeń biurowych, które powinny funkcjonować bez zarzutu w warunkach braku aktywnego chłodzenia, przedmiotem badań są również nowoczesne koncepcje wentylacji wtórnej, pozwalającej uniknąć przegrzewania pomieszczeń w okresie letnim.
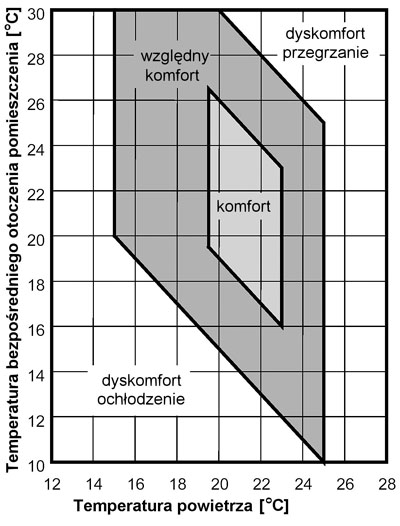
Rys. 4. Wpływ temperatury panującej w pomieszczeniu i temperatury zewnętrznych powierzchni otaczających pomieszczenie na komfort pomieszczenia oceniany w aspekcie jego ciepłoty
Badaniami objęto ogółem dwanaście zlokalizowanych w budynku doświadczalnym pomieszczeń o zróżnicowanym wyposażeniu. Przy pomocy całej gamy czujników pomiarowych mierzono takie parametry, jak: pobór energii, strumienie ciepła, rozkłady temperatur oraz wartości natężenia oświetlenia i luminancji na powierzchni fasady.
Uzyskane dane pomiarowe z jednej strony umożliwiają ocenę poszczególnych składników bilansu energetycznego, z drugiej natomiast umożliwiają wnioskowanie a posteriori w kwestiach komfortu wzorcowych pomieszczeń biurowych, ocenianego w aspekcie panującej w nich ciepłoty i widoczności. Na rys. 3 przedstawiono fotografię pomieszczenia doświadczalnego.
Wiedza uzyskana w wyniku przeprowadzonych badań zostanie wykorzystana do oceny i pierwszej praktycznej weryfikacji – na przykład w biurowcach – przepisów obowiązującego od stycznia 2006 nowego rozporządzenia SOGE (wytycznych efektywnego wykorzystania energii, normy DIN 18599). Uzyskane tą drogą dane pozwolą z kolei na dalszą weryfikację warunków brzegowych oraz parametrów znamionowych instalacji, wyposażenia i ich podzespołów – a w konsekwencji na weryfikację i – o ile zaistnieje taka potrzeba – na aktualizację przedstawionej tu nowej normy.
Natomiast wszystkie podejmowane działania omówione tu na przykładzie różnych zastosowanych koncepcji powinny zwrócić uwagę szerokiego grona specjalistów na złożone, interaktywne współzależności występujące pomiędzy poszczególnymi instalacjami, systemami, fasadami urządzeniami klimatyzacyjnymi i oświetleniowymi, zasugerować ewentualne przyszłościowe rozwiązania oraz – w ostatecznym rozrachunku – przyczynić się do wzrostu niezawodności planowania na etapie opracowywania koncepcji nowoczesnych biurowców.
prof. dr Klaus Sedlbauer, Hans Erhorn,
dr inż. Andreas Holm
Glaswelt 11/2006
|
Efektywność energetyczna budynków a komfort pomieszczeń
Dobre samopoczucie osób przebywających w zamieszkałych przez nie pomieszczeniach uzależnione jest od wielu bardzo różnych czynników. Do najważniejszych z nich należą takie czynniki, jak: ciepłota pomieszczeń, różnica temperatur występująca wewnątrz poszczególnych pomieszczeń oraz występujący w pomieszczeniach przepływ powietrza; na dalszych miejscach plasują się takie czynniki, jak: wilgotność i akustyka, zdolność emisyjna1 pomieszczenia względnie panujące w nim zapachy. Czynniki wpływu wymienione jako ostatnie z zasady nie mają związku z efektywnością energetyczną budynku, toteż nie zostały one uwzględnione w prezentowanej tu próbie udzielenia odpowiedzi na postawione na wstępie pytanie: „Efektywne wykorzystanie energii a klimat pomieszczeń – konsonanse czy dysonanse?”. Rozpatrując jednakże sytuację w aspekcie pozostałych czynników wpływu – można na postawione pytanie udzielić jednoznacznej odpowiedzi. Brzmi ona: Efektywne energetycznie budynki w znacznym stopniu zwiększają komfort pomieszczeń! |
- Szczegóły
- Kategoria: Wydanie 3/2007
SOUDAL i HUNTSMAN łączą siły |
21 lutego 2007 roku, w Hotelu InterContinetal w Warszawie odbyła się konferencja prasowa, podczas której została oficjalnie podpisana umowa rozpoczynająca współpracę między koncernami Soudal i Huntsman, światowymi liderami rynku chemii budowlanej.
Kleje Araldite są wytwarzane przez firmę Huntsman – międzynarodowego producenta i dystrybutora produktów chemicznych. Wprowadzenie klejów Araldite na rynek Europy Środkowej i Wschodniej jest możliwe dzięki podpisaniu przez firmę Huntsman umowy z koncernem Soudal – specjalistą w dziedzinie uszczelniaczy i poliuretanów, posiadającym własną, bardzo dobrze rozwiniętą sieć dystrybucyjną oraz liczne siedziby w Europie Środkowej i Wschodniej.
Obecni na konferencji: Piotr Drzewoski, dyrektor zarządzający w firmie Soudal, odpowiedzialny za region Europy Środkowej i Wschodniej oraz kraje byłego Związku Radzieckiego oraz Jean-Luc Pieau, dyrektor do spraw marketingu w segmencie DIY Adhesives w Huntsman Advanced Materiale komentowali rozpoczęcie współpracy w tonie wręcz entuzjastycznym.
W ramach umowy firma Soudal, zobowiązała się dystrybuować kleje Araldite DIY w Republice Czeskiej, na Słowacji, Węgrzech, w Polsce, Rosji oraz w krajach bałtyckich takich jak Litwa, Łotwa i Estonia. Sieć sprzedaży obejmie sklepy prowadzące sprzedaż detaliczną, hipermarkety budowlane oraz sklepy z narzędziami.
Dwuskładnikowe kleje epoksydowe Araldite cieszą się dużym zaufaniem klientów na całym świecie. Araldite jest jedną z wiodących marek klejów w Zachodniej Europie, w Ameryce Północnej i Południowej oraz w krajach Azjatyckich. Produkty Araldite DIY są trwałe i wolne od rozpuszczalników, kleją szkło, materiały ceramiczne, skórę, karton, drewno, metal, suchy beton, plastik, metal i gumę.
Decyzja Huntsmana o wprowadzeniu na rynek Europy Wschodniej klejów Araldite DIY była podyktowana wzrastającym zapotrzebowaniem wśród konsumentów na produkty niezbędne do napraw domowych. Początkowo, dostępnych będzie 6 artykułów Araldite w innowacyjnych opakowaniach, takich jak tuby czy strzykawki oraz w formie masy plastycznej.
Soudal jest czołowym producentem i dystrybutorem mas uszczelniających, klejów, pianek i innych materiałów chemicznych niezbędnych zarówno w przemyśle budowlanym jak i w segmencie DIY. Główna siedziba firmy mieści się w Turnhout, w Belgii. Firma posiada na świecie 24 oddziały regionalne, odpowiedzialne za sprzedaż i logistykę. Produkty Soudal są eksportowane do ponad 100 krajów. Na całym świecie koncern zatrudnia 950 osób. To pokazuje drogę corocznego, podwójnego wzrost zysków w ciągu ostatnich 15 lat. Łączny obrót w roku 2006 jest oszacowany na około 275 milionów euro.
Huntsman jest międzynarodowym producentem i dystrybutorem produktów chemicznych. Prowadzone przez niego przedsiębiorstwa produkują artykuły dla różnorodnych branż, obejmujących między innymi przemysł samochodowy, lotnictwo, producentów tkanin, obuwia, farb, detergentów, mebli, opakowań, przemysł budowlany, rolnictwo, lecznictwo a także przemysł maszynowy. Huntsman znany jest z wprowadzenia nowoczesnych opakowań a także z szybkiego i zintegrowanego rozwoju produktów petrochemicznych. Huntsman to dzisiaj 14,000 pracowników i ponad 75 filii w 24 krajach. W 2005 roku firma odnotowała zyski w wysokości 13 miliardów dolarów.






- Szczegóły
- Kategoria: Wydanie 3/2007
|
Ocena wg normy PN-EN 13830:2005
|
W dniu 27 lutego 2007 r Instytut Techniki Budowlanej zaprosił przedstawicieli branży na Seminarium Szkoleniowe Lekkie ściany osłonowe – zasady oceny wg normy PN-EN 13830:2005.
Na spotkaniu, które odbyło się w warszawskiej siedzibie ITB przy ulicy Ksawerów 21, omówiono wszelkie aspekty certyfikacji wyrobów budowlanych, wymagania techniczne i kryteria oceny dotyczące ścian osłonowych oraz zasady przeprowadzania oceny zgodności. Podkreślono również znaczącą rolę zakładowej kontroli produkcji w uzyskiwaniu produktu dobrej jakości.
Przybyłych gości powitał Michał Wojtowicz, Zastępca Dyrektora ITB ds. Naukowo-Badawczych, który omówił skrótowo rolę badań i certyfikacji dla budownictwa.Później Olgierd Korycki,
Kierownik Zakładu Badań Lekkich Przegród i Przeszkleń wprowadził zebranych w tematykę seminarium oraz przedstawił ogólną charakterystykę przedmiotu szkolenia.
Następnie pracownicy ITB wygłosili referaty, które szczegółowo omawiały tematykę:
- Zasady stosowania wyrobów z oznakowaniem CE, Jadwiga Tworek, Zespół ds. Współpracy z Unią Europejską
- Wymagania techniczne i kryteria oceny ścian osłonowych metalowo-szklanych w zakresie mechanicznym i szczelności, Krzysztof Mateja, Zakład Badań Lekkich Przegród i Przeszkleń
- izolacyjności cieplnej, Andrzej Zacharski, Zakład Techniki Cieplnej
- izolacyjności akustycznej, Barbara Szudrowicz, Zakład Akustyki
- odporności ogniowej, Andrzej Borowy, Zakład Badań Ogniowych
- Zasady oceny zgodności:
– zasady ogólne, Jan Bobrowicz, Zakład Certyfikacji
– zakładowa kontrola jakości, Irena Kotwica, Zakład Badań Lekkich Przegród i Przeszkleń
- Procedury udzielania europejskich aprobat technicznych dla wyrobów objętych ETAG 002 Systemy oszklenia ze spoiwem konstrukcyjnym, Anna Panek, Zakład Aprobat Technicznych
Po przerwie nastąpiła żywa dyskusja, w czasie której przedstawiciele branży mieli wiele szczegółowych pytań do prelegentów.
Na koniec zaplanowano zwiedzanie Laboratorium Lekkich Przegród i Przeszkleń.
Szczegółowe informacje o tematach i terminach seminariów na stronie www.itb.pl.











- Szczegóły
- Kategoria: Wydanie 3/2007
|
Oryginalna realizacja
|
Jako przedsiębiorstwo specjalizujące się w rozwiązaniach techniki wejść, ATRBAU AUTOMATIC wiele razy spotyka się z prośbami o rozwiązanie nietypowych przypadków drzwi wejściowych automatycznych. Taką realizacją było zaprojektowanie i wykonanie drzwi automatycznych pryzmatycznych na Wydziale Biologii Uniwersytetu Mikołaja Kopernika w Toruniu.
Bardzo ciekawa architektura budynku o kształcie kopuły leżącej na walcu sprawia, że obiekt rzuca się w oczy już z daleka. Po zapoznaniu się z dokumentacją, zespół konstruktorów przedstawił pomysł, który następnie został zrealizowany. Do ściany w kształcie łuku ATRBAU AUTOMATIC zamontował drzwi pryzmatyczne. Tak samo zostało rozwiązane zagadnienie wiatrołapu w środku budynku.
Do zbudowania drzwi wykorzystano teleskopowy system napędowy, co pozwoliło na „schowanie” w jednej przestrzeni dwóch skrzydeł sąsiadujących ze sobą drzwi.
ARTBAU AUTOMATIC
www.artbau.com.pl

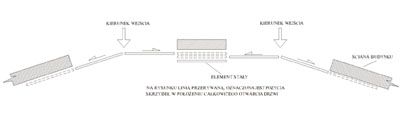
- Szczegóły
- Kategoria: Wydanie 3/2007
DRUTEX S.A. zakupił kolejne maszyny |
Firma DRUTEX S.A. rozbudowała dział oklejania profili PVC. Z tego względu zakupiła kolejne maszyny przeznaczone do oklejania paneli i listew profilowanych: PUR-46-L firmy BARBERAN.
Maszyny te wyposażone są w łoże długości 6000 mm z transportem kołowym (dwa koła transportowe na osi). Koła transportowe są oblane gumą silikonową i mają możliwość regulacji rozstawu kół. Transporter napędzany jest przez wrzeciono helikoidalne i sterowany elektroniczną przekładnią prędkości od 110 do 60 m/min.
Dzięki tym maszynom oklejanie profili będzie się odbywało dużo sprawniej, co przyspieszy produkcję stolarki okiennej i drzwiowej pokrytej laminatem.
DRUTEX S.A.
www.drutex.com.pl


- Szczegóły
- Kategoria: Wydanie 3/2007
Tras-Intur wzbogaci park maszynowy |
Zarząd spółki Tras-Intur podpisał znaczącą umowę z Fabryką Maszyn Rotox na zakup maszyn do produkcji okien z PVC. Planowana inwestycja stanowi realizację jednego z celów wydatkowania środków pozyskanych z emisji akcji serii L. Wartość umowy opiewa na prawie 280 tys. euro.
Spółka Tras-Intur z Inowrocławia, dzięki pieniądzom pozyskanym od inwestorów z emisji publicznej oraz dotacji w ramach Sektorowego Programu Operacyjnego – Wzrost Konkurencyjności Przedsiębiorstw, może dokonać kompleksowej modernizacji parku maszynowego.
Tras-Intur zakupi od Fabryki Maszyn Rotox zgrzewarki do ram, stacje obróbcze, automaty do czyszczenia naroży ze spoin, centrum obróbki ram ze zintegrowaną stacją chłodzenia, piły do cięcia listew, itp. Wykorzystanie tych maszyn i urządzeń pozwoli wprowadzić nowe linie produktów, m.in. dwa nowe systemy okienne: Trocal Confort Monobloc oraz Trocal K-Trend.
Reszta pieniędzy od inwestorów posłuży do zakupu kompletnej linii do produkcji okien PVC wraz z niezbędnym oprzyrządowaniem oraz sfinansowanie jej instalacji i uruchomienia (ok. 2 mln), zakupu urządzenia obróbczego do produkcji okien drewnianych (ok. 1 mln), odnowę floty samochodów ciężarowych (ok. 1 mln) oraz zakup i wdrożenie zintegrowanego, informatycznego systemu zarządzania klasy ERP (ok. 0,5 mln).
Jan Mazur
TRAS-INTUR
- Szczegóły
- Kategoria: Wydanie 3/2007
Narciarskie Mistrzostwa Polski Branży Budowlanej |
25 lutego 2007 r. na stokach Jaworzyny Krynickiej odbyły się V Narciarskie Mistrzostwa Polski Branży Budowlanej. Blisko 200 osób rywalizowało o tytuł najlepszego budowlańca – narciarza. Zawody rozegrano w siedmiu kategoriach wiekowych z podziałem na grupy: kobiet i mężczyzn. Mimo, że była to tylko zabawa, emocji na trasie nr „2” nie brakowało. Dopisała piękna pogoda i humory. Głównym organizatorem zawodów była firma FAKRO, natomiast patronat honorowy nad imprezą objął Polski Związek Narciarski i Polska Izba Przemysłowo-Handlowa Budownictwa. W klasyfikacji drużynowej zwyciężyła firma MAG-MET z Chorzowa. Nagrodę Specjalną – Puchar Prezesa FAKRO wywalczył Przemysław Klimczak z Exbud Skanska S.A.
Renata Damasiewicz
FAKRO




- Szczegóły
- Kategoria: Wydanie 3/2007
Nowy udziałowiec |
STOLBUD S.A. Włoszczowa w październiku 2006 pozyskał nowego inwestora strategicznego. 63% akcji firmy zakupił za 12 mln zł Bogusław Wypychewicz, właściciel Zakładu Produkcji Urządzeń Elektrycznych Bogusław Wypychewicz S.A. z Włoszczowy, krajowego lidera w produkcji kontenerowych stacji transformatorowych. Ponadto do Bogusława Wypychewicza należy spółka Azymut S.C. M.B. Wypychewicz, zajmująca się produkcją narzędzi do plastycznej obróbki metali oraz form do kształtowania tworzyw termoutwardzalnych.
Decyzja o wejściu inwestora strategicznego do firmy, spowodowana była potrzebą dopływu środków finansowych, a także zmianami organizacyjnymi przy równoczesnym wdrożeniu nowoczesnego sposobu zarządzania. Wybór inwestora, mimo iż nie jest on inwestorem branżowym, wynikał ze spełnienia określonych przez radę nadzorczą warunków dotyczących m.in. ceny akcji, terminu wejścia oraz wiarygodności przejmującego. Firma ZPUE, należąca do Bogusława Wypychewicza, jest dobrze zorganizowanym przedsiębiorstwem i na podstawie jego doświadczeń będą mogły zostać dokonane wewnętrzne rekonstrukcje firmy. Doinwestowanie firmy STOLBUD S.A. z pewnością umożliwi dalszy rozwój technologiczny i organizacyjny procesu produkcji, a tym samym zwiększy się konkurencyjność firmy w branży budowlanej oraz przyczyni do dalszego zdobywania rynku krajowego i zagranicznego. W momencie uporządkowania rynku wewnętrznego, umocnienia sieci sprzedaży oraz zwiększenia eksportu, firma planuje wyemitować akcje i wystartować na giełdzie. Niemniej jednak takie przedsięwzięcie wymaga dłuższego czasu.
Ofertę firmy STOLBUD S.A. Włoszczowa stanowi stolarka otworowa: drewnie okna i drzwi, a także okna z PVC z przeznaczeniem na cele budownictwa mieszkaniowego: komunalnego, spółdzielczego i jednorodzinnego oraz użytkowego. Firma ma swoich klientów niemal w całej Europie a także w Ameryce Północnej.
STOLBUD zatrudnia obecnie 794 osoby. Produkty firmy otrzymują wysokie oceny w kraju i za granicą. Potwierdzeniem tego są liczne nagrody i wyróżnienia przyznawane na targach krajowych i międzynarodowych m.in. MTP BUDMA ‘97, ‘99 i ‘01. STOLBUD” S.A otrzymał również pięciokrotnie tytuł „PRZEDSIĘBIORSTWA FAIR PLAY” przyznawany przez Krajową Izbę Gospodarczą, trzykrotnie Godło Promocyjne TERAZ POLSKA, a także Polską Nagrodę Jakości. Firma posiada wdrożony Zintegrowany Systemem Zarządzania Jakością, Środowiskiem i BHP (ISO 9001, ISO 14001 oraz PN-N 18001).
www.stolbud.pl
- Szczegóły
- Kategoria: Wydanie 3/2007
Würth Polska „w skrócie” |
Würth to marka znana na całym świecie. O potencjale i sile rynkowej firmy świadczą liczby: obecność w 82 państwach na wszystkich kontynentach, ponad 360 firm produkcyjnych, prawie 51 000 zatrudnionych, ponad 2,8 miliona stałych klientów, przeszło 6,9 mld euro wartości sprzedaży, 100 000 produktów, w tym wiele nowych rozwiązań i patentów
Pierwszy w Polsce sklep Würth – już otwarty!
Firma Würth znana z bezpośrednich kontaktów ze swoimi klientami i regularnych wizyt u klientów, wprowadziła nowy element do swojej strategii sprzedaży. Otworzono firmowy sklep w Warszawie przy ul. Modlińskiej 347, który jest odpowiedzią na liczne zapytania klientów na temat możliwości zakupu markowych produktów.


To także element światowej strategii rozwoju firmy. Podobne sklepy powstają w wielu innych krajach Europy i cieszą się bardzo dużą popularnością. Jeśli również polscy użytkownicy produktów Würth uznają tę formę sprzedaży za interesującą, wkrótce powstaną kolejne obiekty na terenie kraju.
Bogaty asortyment
W sklepie zgromadzono najbardziej popularne produkty firmy prezentowane w trzech głównych działach: narzędzia dla branży motoryzacyjnej, metalowej i dla budownictwa.

W ramach działu „budownictwo” oferowane są narzędzia, elementy złączne i akcesoria przeznaczone dla: producentów okien drewnianych, aluminiowych i z PVC, warsztatów stolarskich, zakładów meblarskich, montażystów okien, warsztatów szklarskich oraz firm ogólnobudowlanych.

Na powierzchni 130 m2 znajduje się ponad 2000 produktów z oferty firmy. Specjalnie przygotowane stoisko prezentacyjne pozwoli klientom sprawdzić działanie części z nich. Codziennie obecny w sklepie doradca odpowie na wszelkie pytania, pomoże też w wyborze właściwego produktu.
Godziny otwarcia dopasowane są do specyfiki pracy klientów. Ważne, aby jeszcze przed jej rozpoczęciem mogli się zaopatrzyć w niezbędne produkty.
- Szczegóły
- Kategoria: Wydanie 3/2007
GlasMax start! |
Firma GUARDIAN w dniach 16-18 lutego 2007 w Zakopanem zorganizowała spotkanie rozpoczynające kampanię promocyjną markowych szyb zespolonych GlasMax.
Szkło, chociaż jest zasadniczym elementem okien, nie przez wszystkich jest zauważane. GUARDIAN tworząc markę GlasMax chce zwrócić uwagę końcowego odbiorcy – inwestora indywidualnego lub instytucjonalnego, że kupując okna i inne wyroby stolarki budowlanej, w której zastosowano produkt z marką GlasMax, mogą być pewni jakości. Mają gwarancję prawidłowego zastosowania oferowanego wyrobu i otrzymania oczekiwanych jego parametrów. Akcja promocyjna z hasłem „Co mówi szkło?” skierowana jest również do przedstawicieli branży szklarskiej i okiennej oraz architektów.
W trakcie spotkania odbyło się seminarium, na którym referenci przedstawiali merytoryczną podbudowę programu GlasMax. Omówiali następujące tematy:
• Oznakowanie CE vs znak budowlany B, Oliver Beier Costa, Monika Magiera,
• Dlaczego warto stworzyć markę dla szyb? Jacek Szklarek
• Znak jakości ISIC-Q, Irena Witosławska, Instytut Szkła i Ceramiki
Wspomnieć należy że firma GUARDIAN CZĘSTOCHOWA jako pierwsza uzyskała prawo oznakowania swoich wyrobów znakiem jakości ISIC-Q - uroczystość wręczania certyfikatu przez przedstawiciela Instytutu Szkła i Ceramiki opisywaliśmy w poprzednim numerze „Świata Szkła”.
Seminarium zakończył występ zespołu Glass Duo, który pokazał nietypowe zastosowanie szkła – wykonywał utwory z muzyki klasycznej i rozrywkowej... na harfie szklanej (niektórzy co prawda widzieli w tym tylko rzędy kieliszków różnej wielkości).
Głównym punktem programu była konferencja, na której, w dynamicznej prezentacji multimedialnej, Grzegorz Cendrowski przedstawił cele i założenia Programu Partnerskiego GlasMax. Program w pierwszej kolejności ma objąć producentów szyb zespolonych, a następnie być rozszerzany na innych przetwórców szkła. Znamienna jest spontaniczna reakcja zgromadzonych na konferencji przedstawicieli firm szklarskich, którzy gremialnie zgłaszali swoje przystąpienie do programu.
Miłym akcentem było też wystąpienie Lajosa Sapi członka zarządu GUARDIAN INDUSTRIES, który ogłosił, że Janos Egyud Dyrektor Naczelny GUARDIAN CZĘSTOCHOWA został uznany za najbardziej wartościowego pracownika w całym koncernie GUARDIAN. Chwilę później niestety również ogłoszono, że znany i lubiany w branży szklarskiej w Polsce Janos Egyud żegna się z Hutą w Częstochowie i odchodzi na bardziej odpowiedzialne stanowisko w koncernie GUARDIAN.
W trakcie spotkania nie zabrakło też „luźniejszych” atrakcji umilających czas uczestnikom. Cały poranek goście spędzili na zabawach na śniegu na Siwej Polanie w Dolinie Chochołowskiej. Możliwości aktywnego uczestnictwa w zabawie było bardzo dużo - jedni goście preferowali jazdę na skuterach śnieżnych, kolejni strzelanie do celu z łuku i wiatrówki lub rzucanie ciupagą góralską, natomiast innych pociągały tańce na śniegu przy góralskiej muzyce.
Wiele emocji dostarczył też wieczorny występ Roberta Rozmusa który wcielił się w rolę wodzireja. Jego show i wesoła zabawa na parkiecie zapewne wielu osobom pozostanie na długo w pamięci.
relacja fotograficzna |












- Szczegóły
- Kategoria: Wydanie 3/2007
BEAMEX MC2 |
Przenośny, wielofunkcyjny kalibrator przeznaczony do testowania i kalibracji: temperatury, ciśnienia, sygnałów elektrycznych i częstotliwości. Szczelna obudowa, odporna na działanie czynników atmosferycznych oraz membranowa klawiatura zapewnia sprawne działanie w trudnych warunkach. Kalibrator posiada duży graficzny wyświetlacz z menu
w języku polskim
Kalibrator posiada następujące możliwości:
• wyświetlanie błędu przy wzorcowaniu przetworników temperatury i ciśnienia w % i jednostkach,
• możliwość wyświetlenia generowanych i mierzonych wartości w % zakresu,
• funkcja testowania szczelności,
• skalowanie,
• zapamiętywanie do 60 konfiguracji przyrządu,
• gwarantowana dokładność – dostarczany z kompletem świadectw wzorcowania z laboratorium akredytowanego,
• gwarancja 2 lata z możliwością rozszerzenia do 5 lat

Dostępne są następujące wersje kalibratora MC2:
• MC2PE – pomiar sygnałów elektrycznych i częstotliwości oraz moduł ciśnienia wewnętrzny/moduły zewnętrzne;
• MC2TE – pomiar i generacja sygnałów elektrycznych i częstotliwości oraz pomiar i symulacja czujników temperatury;
• MC2MF – pomiar i generacja sygnałów elektrycznych i częstotliwości, pomiar i symulacja czujników temperatury oraz oraz moduł ciśnienia wewnętrzny/moduły zewnętrzne.
INTROL Sp. z o.o.
www.introl.pl
- Szczegóły
- Kategoria: Wydanie 3/2007
IDEAL 7000 |
Seria profili Ideal 7000, bazuje na połączeniu sprawdzonych i bardzo dobrze przyjętych przez klientów rozwiązań z uszczelnieniem zewnętrznym Ideal 4000 wraz z sześciokomorową budową ram o szerokości 80 mm.
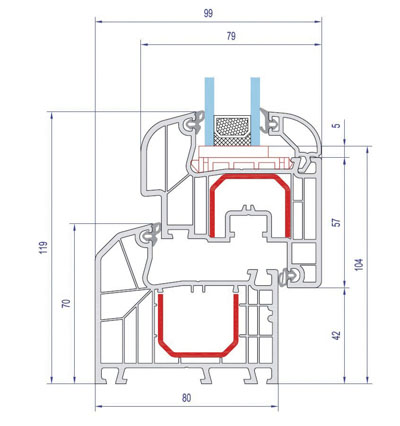
Zalety systemu Ideal 7000:
• sześciokomorowa budowa i głębokość zabudowy 80 mm,
• nowoczesny design,
• możliwość zastosowania pakietów szybowych o wymiarach do 44 mm,
• możliwość zastosowania takich samych wzmocnień stalowych w ościeżnicach i skrzydłach,
• duże komory wzmocnień pozwalają na zastosowanie wzmocnień znacznie zwiększających stabilność profilu,
• możliwość zastosowania listew przyszybowych o różnych kształtach, które umożliwiają zróżnicowaną stylizację.
ALUPLAST Sp. z o.o.
www.aluplast.com.pl
- Szczegóły
- Kategoria: Wydanie 3/2007
AMS 6010 |
Urządzenie AMS 6010 firmy Urban, automatycznie skręca wzmocnienia stalowe z profilami okiennymi z PVC. Maszyna rozpoznaje różne ustawienia pozycji wkrętów profili ramy, skrzydła i słupka. Cały proces jest w pełni kontrolowany, w zależności od wybranej opcji wkręcania.
Uruchomienie urządzenia następuje poprzez rodzaj sterownika programowalnego (SPS), dzięki czemu do zadań osoby obsługującej maszynę, należy jedynie włożenie do profilu PVC wzmocnienia stalowego, wprowadzenie do prowadnicy maszyny i odebranie gotowego elementu z magazynu. Magazyn mieści od 18 do 22 gotowych, skręconych elementów profili. Jednostka posuwu śrub jest zintegrowana z automatycznym podajnikiem wkrętów i wyłącznikiem głębokościowym.
Ustawianie i odstęp pomiędzy wkrętami jest automatycznie regulowany (np. dla profili białych i kolorowych) Poprzez sterownik elektroniczny lub zderzaki końcowe można wybrać wstępnie cztery pozycje wkręcania. Sterownik umożliwia również wstępny wybór trzech odstępów. Minimalny odstęp pomiędzy dwoma wkrętami nastawiany jest za pomocą barier świetlnych. Zautomatyzowana linia AMS 6010 dokonuje także obróbek ościeżnic.
 Opcje rozbudowy maszyny:
Opcje rozbudowy maszyny:• Rozpoznawanie profili rama/skrzydło - dzięki rozpoznaniu za pomocą bariery świetlnej istnieje możliwość automatycznej zmiany pozycji wkręcania. Regulacja pozycji wkręcania przez zderzaki.
• Rozpoznawanie wycięcia pod stały słupek: odczyt za pomocą barier świetlnych. W obszarze wycięcia pod słupek nie nasadza się żadnego wkrętu.
• Rozpoznawanie wycięcia pod puszkę zamka: odczyt za pomocą wyłącznika krańcowego. Również w obszarze puszki zamka nie nasadza się żadnego wkrętu.
• Ręczne wkręcanie: indywidualny system wkręcania przy pomocy obsługi.
• Automatyczny posuw elementów.
• Stół do odbioru elementów o wymiarach 2570x1300 mm, PFS 6010.
Po zakończeniu pracy profil jest odtransportowany na stół podawczy albo podajnik rolkowy. Obsługę ułatwia elektroniczny wyświetlacz.
Przykładowa wydajność (profil dł. 1000 mm wraz ze wzmocnieniem stalowym): 4 wkręty gr. 3 mm = ok. 18 sekund = ok. 1600 szt./8 h.
URBAN POLSKA Sp. z o.o.
http://u-r-b-a-n.pl
- Szczegóły
- Kategoria: Wydanie 3/2007
Kalkulator Adeco |
Adeco wprowadza ulepszoną wersję Kalkulatora wypełnień oraz dodatków do stolarki otworowej.
Dzięki Kalkulatorowi można:
• dokonać szybkiej i bezbłędnej wyceny wypełnień i dodatków – program sprawdzi wymiary maksymalne i minimalne, oraz podpowie grubość;
• wydrukować profesjonalną ofertę i zamówienie;
• przedstawić widok wypełnienia od zewnątrz i wewnątrz;
• przejrzeć dostępną i aktualną ofertę Adeco;
• przejrzeć bazę wypełnień po nazwach lub wzorach;
• zmieniać parametry podczas wykonywania wyceny.
Kalkulator jest programem bardzo prostym i intuicyjnym w obsłudze – zapoznanie się z nim zajmuje zaledwie kilka minut. Szczególnie polecany jest dla osób wykonujących wyceny rzadziej, ze względu na możliwość korekty błędu (np. nieuwzględnienia jakiejś dopłaty, wybrania nieodpowiedniego wariantu, braku dokładnej znajomości produktu). Eliminuje także popełnienie błędów rachunkowych. Bardzo ważna jest funkcja sprawdzania wymiarów minimalnych i maksymalnych poszczególnych wypełnień. Ostatnim krokiem jest wydrukowanie jednej lub kilku ofert, na której są przedstawione wszystkie informacje o elementach składowych oraz szkice wypełnienia z obu stron.
Kalkulator Adeco jest dostępny do pobrania pod adresem: www.adeco.pl/kalkulator.
ADECO POLSKA Sp. z o.o.
www.adeco.pl
- Szczegóły
- Kategoria: Wydanie 3/2007
Szyba witrażowa |
Okno dachowe FAKRO o dowolnej konstrukcji może być wyposażone w niestandardowy pakiet szybowy - szybę z witrażem. W efekcie uzyskujemy okno dachowe z trwałym i indywidualnym wzorem, dopasowanym do każdego charakteru pomieszczenia. Okno dachowe z szybą witrażową podkreśla wyjątkowość wnętrza jak również nadaje oryginalny charakter nowoczesnym aranżacjom poddasza.

Proces tworzenia witrażu polega na nałożeniu konturów rysunku z żywicy na szkło. Żywica występuje w trzech kolorach: czarnym, złotym i srebrno-satynowym (imitacja ołowiu). Przestrzeń pomiędzy liniami konturów wypełniana jest ręcznie kolorową żywicą. Mieszając barwę z 10 różnych pigmentów uzyskujemy mnogość odcieni koloru. Można również pozostawić tylko sam kontur. Czas utwardzania żywicy na szybie wynosi 24 godziny. Po tym czasie formatka szkła z witrażem umieszczana jest w szybie zespolonej.
W ofercie istnieje możliwość wykonania 200 standardowych wzorów oraz zaprojektowanie nowego na życzenie klienta. Każdy klient może również sam zaprojektować własny, oryginalny wzór, który zostanie nałożony na szybę.
• witraż wykonany jest z dwuskładnikowej żywicy akrylowej, jest nietoksyczny i odporny na działanie czynników zewnętrznych nawet w najtrudniejszym klimacie,
• linie z żywicy nie przepuszczają światła, natomiast kolory wypełniające są częściowo przeźroczyste, w zależności od intensywności barwnika,
• żywica nie wpływa na parametry izolacyjne, akustyczne oraz na odporność antywłamaniową szyby zespolonej, ale przepuszczalność światła maleje wraz z powiększaniem powierzchni witraża,
• z uwagi na czyszczenie szyby zespolonej oraz efekt wizualny wzory umieszczone są wewnątrz pakietu szybowego,
• żywica jest trwała, nie rysuje się i jest odporna na działanie UV – posiada 10-letnią gwarancję wytrzymałości.
www.fakro.pl
- Szczegóły
- Kategoria: Wydanie 3/2007
Hartowane bezpieczne szyby ornamentowe |
Wszystkie szyby ornamentowe hartowane produkowane przez Press-Glas są szkłami bezpiecznymi wg Normy Europejskiej EN-12600.
Firma przeprowadziła kolejne badania typu na szyby ornamentowe hartowane wg wymagań norm EN-PN 12150-1,2. Badania zostały przeprowadzone w akredytowanym Instytucie Szkła i Ceramiki w Krakowie.



Oferowane szyby hartowane ornamentowe o grubości równej lub większej 4 mm zostały zakwalifikowane do klasy bezpieczeństwa 1/C/3 zgodnie z wymaganiami normy EN-PN 12600
Uzyskane wyniki zostały uwzględnione w deklaracjach zgodności na te produkty.
Prezentowane są na stronie internetowej informującej o oznakowaniu CE i potwierdzają najwyższą jakość produkowanych szyb.
PRESS-GLAS S.A.
www.press-glas.com
- Szczegóły
- Kategoria: Wydanie 3/2007
Hartownia LISEC do szkła cienkiego |
 Nowa hartownia szkła firmy LISEC przeznaczona jest również do szkła cienkiego (min. grubość szkła 1,5 mm). Hartowane szkło ma perfekcyjną jakość bez zniekształceń optycznych, jakie występują przy tradycyjnych metodach hartowania. Możliwość hartowania cienkiego szkła (1,5 mm) pozwala w znaczący sposób zmniejszyć ciężar szyb bezpiecznych. Konstruktorzy i architekci okien i drzwi mają teraz o wiele więcej możliwości zastosowań takich lekkich szyb.
Nowa hartownia szkła firmy LISEC przeznaczona jest również do szkła cienkiego (min. grubość szkła 1,5 mm). Hartowane szkło ma perfekcyjną jakość bez zniekształceń optycznych, jakie występują przy tradycyjnych metodach hartowania. Możliwość hartowania cienkiego szkła (1,5 mm) pozwala w znaczący sposób zmniejszyć ciężar szyb bezpiecznych. Konstruktorzy i architekci okien i drzwi mają teraz o wiele więcej możliwości zastosowań takich lekkich szyb. - Szczegóły
- Kategoria: Wydanie 3/2007
Okno kolebkowe FCS |
 Okno kolebkowe to nietypowy produkt FAKRO, skonstruowany i produkowany pod indywidualne zamówienie klienta. Łuk wygięcia okna kolebkowego dopasowany jest do promienia łuku dachu. Idealnie komponuje się z całością takiej połaci dachowej, tworząc oryginalną i nowoczesnę architekturę Okno kolebkowe to specjalna konstrukcja okna z wygiętymi w kształcie łuku ościeżnicą, skrzydłem i pakietem szybowym. Również oblachowanie okna jest specjalnie dopasowane do kształtu okna. Okno kolebkowe jest oknem otwieranym obrotowo z klamką zamontowaną w dolnej części skrzydła. Projekt i produkcja tego rodzaju okna wymaga innowacyjnych rozwiązań oraz wysokiego zaawansowania technicznego i technologicznego.
Okno kolebkowe to nietypowy produkt FAKRO, skonstruowany i produkowany pod indywidualne zamówienie klienta. Łuk wygięcia okna kolebkowego dopasowany jest do promienia łuku dachu. Idealnie komponuje się z całością takiej połaci dachowej, tworząc oryginalną i nowoczesnę architekturę Okno kolebkowe to specjalna konstrukcja okna z wygiętymi w kształcie łuku ościeżnicą, skrzydłem i pakietem szybowym. Również oblachowanie okna jest specjalnie dopasowane do kształtu okna. Okno kolebkowe jest oknem otwieranym obrotowo z klamką zamontowaną w dolnej części skrzydła. Projekt i produkcja tego rodzaju okna wymaga innowacyjnych rozwiązań oraz wysokiego zaawansowania technicznego i technologicznego.- Szczegóły
- Kategoria: Wydanie 3/2007
Pilkington Planar Activ™ |
Pilkington Planar Activ™ to produkt, którego architekci niecierpliwie wyczekiwali od czasu pojawienia się na rynku, cztery lata temu, szkła Pilkington Activ™ Przyczyną opóźnienia stały się problemy z dobraniem właściwego szczeliwa.
 Wprowadzenie na rynek Pilkington Activ™ wzbudziło powszechne zainteresowanie profesjonalnych projektantów, ponieważ zaczęli oni zdawać sobie sprawę z potencjału tego produktu dla konstrukcji o dużych powierzchniach przeszkleń, stwarzających istotne problemy związane z myciem, które tradycyjnie stanowią przeciwwagę dla korzystania z walorów estetycznych, jakie niesie ze sobą zastosowanie szkła. Trzy kolejne lata prac rozwojowych pozwoliły na udoskonalenie produktu dla takich zastosowań.
Wprowadzenie na rynek Pilkington Activ™ wzbudziło powszechne zainteresowanie profesjonalnych projektantów, ponieważ zaczęli oni zdawać sobie sprawę z potencjału tego produktu dla konstrukcji o dużych powierzchniach przeszkleń, stwarzających istotne problemy związane z myciem, które tradycyjnie stanowią przeciwwagę dla korzystania z walorów estetycznych, jakie niesie ze sobą zastosowanie szkła. Trzy kolejne lata prac rozwojowych pozwoliły na udoskonalenie produktu dla takich zastosowań.





















