








Ciągły postęp
Kolejne zmiany w konstrukcjach pasów zębatych dają konstruktorom maszyn nowe możliwości. Nowa generacja pasów ma miejsce wówczas, gdy zmiany są gruntowne i przynoszą znaczną poprawę właściwości mechanicznych napędów. Między jedną a drugą generacją wprowadza się jedynie drobne zmiany, które umożliwiają poprawę współpracy koła i pasa. Zmieniany jest kształt zęba oraz jego rozmieszczenie na szerokości pasa. Przykładem takich zmian są: nowy kształt zębów (profil CTD), zmiana rozmieszczenia zębów na szerokości pasa (pasy typu N o zębach stożkowych lub pasy o zębach skośnych, łukowych czy daszkowych). Nowa generacja pasów oznacza duże zmiany w materiale wypełniającym pas, kordzie stosowanym jako warstwa nośna oraz tkaninach pokrywających stronę bieżną.
Firma BRECO produkująca pasy Brecoflex, Breco M, Breco V, permanentnie unowocześnia swoją produkcję. Pasy obecnie produkowane przewyższają jakością pasy produkowane przed kilkoma laty i wyróżniają się na rynku. Obok wprowadzania nowych materiałów, doskonalona jest jakość form i technika pomiarowa. Pozwala to na znaczną poprawę dokładności wykonania produkowanych pasów.
Firma CONTINENTAL Contitech, oferując na rynku piątą generację pasów zrezygnowała z umieszczania numeracji obok kodu pasa. Piątą generację oznacza brak indeksu przy oznaczeniu pasa CXP, czy też CXA. W pasach tych zastosowano nowy rodzaj mieszanki gumowej oraz kord bardziej odporny na wydłużenie, co pozwoliło zwiększyć o 30% wartości przenoszonych mocy.
Konstrukcja pasa zębatego
Stosując przekładnie z pasem zębatym w napędach maszyn należy zdawać sobie sprawę z niedokładności występującej w konstrukcji pasa oraz spowodowanej tym nierównomierności ruchu i zróżnicowanej sprawności. W konstrukcji pasa zębatego, niezależnie od typu, wyróżnić można wspólne elementy konstrukcji. Pas typu T10, jest przykładem pasa znormalizowanego, najczęściej wykorzystywanego w przenośnikach i w związku z tym poddawanego wszystkim znanym modyfikacjom. Na czole zęba pasa można zaobserwować zastosowany w produkcji materiał, elementy kompozytowe, krawędź tkaniny pokrywającej zęby lub grzbiet.
Pasy tego typu wykonywane są z gumy naturalnej, syntetycznej, o podwyższonej odporności na temperaturę, z poliuretanów tradycyjnych, o zwiększonym oporze elektrycznym, oraz dopuszczonych do kontaktu z żywnością Kord stosowany w produkcji tego pasa może być wykonany z aramidu, kevlaru, różnych stali (w każdym przypadku występuje kilka rodzajów splotów, a co się z tym wiąże różnych średnic). Nie można pominąć faktu, że zastosowanie warstwy nośnej składającej się z kordu o większej średnicy, spowoduje podniesienie płaszczyzny podziałowej w przekładni, a tym samym zmniejszenie podziałki pasa zębatego w stosunku do podziałki koła pasowego. Kord o większej średnicy będzie bardziej sztywny i mniejsze będzie wydłużenie pasa na łuku opasania oraz występowanie zjawiska wieloboku. Zwiększanie średnicy warstwy nośnej nie może pozostawać niezależne od spójności materiału linek z materiałem pasa zębatego, dlatego stosuje się różne tworzywa do wstępnej impregnacji kordu.
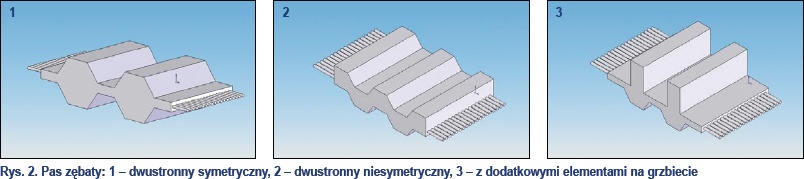
Na czole zęba można oznaczyć położenie warstwy nośnej w pasie oraz miejsce przecięcia kordu w pasach produkowanych w technologii bezkońcowej. Grzbiet pasa w przypadkach bezpośredniego kontaktu z transportowanym materiałem może być: grubszy, posiadać dodatkową warstwę materiału, może być pokryty tkaniną, często występuje w nim perforacja lub odpowiednio ukształtowana powierzchnia. Ze stroną grzbietową zgrzewane są dodatkowe elementy lub wykorzystywana jest ona jako strona bieżna. Umieszcza się na niej dodatkowe uzębienie o takiej samej lub innej podziałce, przesunięte lub symetryczne, umieszcza się stronę bieżną pasa wieloklinowego lub płaskiego (rys. 2). Strona bieżna pasa zębatego również pokrywana jest dodatkowo tkaniną, zęby pasa są częściowo usuwane lub posiadają otwory umożliwiające umieszczenie śrub do mocowania elementów na pasie, jak również łączenie końców pasa.
Znormalizowane wymiary pasów różnią się od rzeczywistych u różnych producentów. Do najczęściej zauważanych niedokładności zaliczyć można: położenie warstwy nośnej, różny kąt pomiędzy bokami zęba, dodatkowe zaokrąglenia boku zęba, różne promienie zaokrąglenia głowy i stopy zęba oraz różne punkty zaczepienia tych promieni.
Kinematyka pasa zębatego
Wpływ na ruch pasa obok nieliniowych właściwości mechanicznych materiału pasa mają: zmęczenie materiału, proces ścierania, pogorszenie się w czasie właściwości reologicznych i silnie rozwinięte zjawisko tarcia wewnętrznego. W przypadku wykorzystania w transporcie pasa zębatego trwałość pasa uzależniona jest od postaci geometrycznej zęba oraz od pozostałych wymiarów przekładni. Geometria pasa zębatego oraz stosunek charakterystycznych wymiarów koła do pasa, ulegają zmianie na skutek obciążenia przekładni lub też zróżnicowania siły napięcia wstępnego. Gwałtowne zetknięcie się boków zębów koła i pasa w procesie sprzęgania jest przyczyną nierównomierności w pracy przekładni oraz emisji drgań mechanicznych i akustycznych. Pojawienie się siły obwodowej w cięgnie pasa powoduje przesunięcie się go na kole pasowym tym samym przesunięcie zęba pasa we wrębie koła pasowego, a także zwiększenie podziałki pasa w stosunku do podziałki koła.
Zjawiska te powodują w procesie sprzęgania interferencję zębów koła i pasa, a także poślizg zęba pasa po boku zęba koła na całej długości linii zęba. Wierzchołek zęba pasa zębatego rozpoczyna proces sprzężenia z kołem w części zęba koła zaliczanej do stopy. W pasie typu HTD o zaokrąglonej postaci geometrycznej zęba, pomimo krótkiego odcinka ślizgania się po boku zęba koła, występujące tarcie jest bardzo intensywne i niekorzystnie wpływa na trwałość całej przekładni. Na kinematykę przekładni pasowej poza postacią geometryczną zęba, mają wpływ materiały stosowane w produkcji pasów.
W zależności od podatności kordu oraz materiału pasa będziemy obserwować zmianę najważniejszych cech geometrycznych pasa, takich jak podziałka, grubość, promień zaokrąglenia zęba czy też zmianę zarysu zęba. Materiały obecnie stosowane w produkcji kordu (poliester, stal o różnego rodzaju splocie) powodują, że warstwa nośna jest mniej podatna na odkształcenia. Należy dodać, że w procesie produkcji często wprowadzane jest naprężenie wstępne w kordzie, co powoduje uzyskanie różnej postaci geometrycznej pasa.

Jedną z metod projektowania przekładni pasowych jest dobór odpowiednich charakterystyk mechanicznych warstwy nośnej. Ustalając odpowiednią wielkość siły napięcia wstępnego pasa, lokalizujemy krzywą przebiegu obciążeń jednej podziałki na charakterystyce warstwy nośnej (rys. 3). Im większy jest kąt nachylenia krzywej charakterystyki mechanicznej kordu do osi wydłużenia tym mniejsze jest odkształcenie jednej podziałki spowodowane siłą obwodową. Mniejsze są tym samym zmiany odkształcenia podziałki związane ze zmianą położenia zęba w przekładni.
Problemy konstrukcji przenośników z wykorzystaniem pasów zębatych
W konstrukcji przenośników, w których transport realizowany jest z wykorzystaniem pasów zębatych, występuje szereg wcześniej wskazanych problemów związanych z konstrukcją pasa. Pas zębaty stosuje się w urządzeniu, w którym przemieszczenie ma być „precyzyjne”.
Zastosowanie pasów zębatych w rozrządach silników spalinowych związane było z oczekiwaniem dokładnego przeniesienia ruchu obrotowego. Wystarczająca w tym przypadku sprawność kinematyczna związana była z jednokierunkowym ruchem pasa. Nieliniowa charakterystyka materiału pasa wskazuje, że w ruchu rewersyjnym przenoszony obrót będzie obarczony dużym błędem – w zależności od typu przekładni sięgającym kilku stopni.
Kolejnym obszarem zastosowań pasów zębatych jest ruch liniowy. Stosowanie pasów zębatych do przemieszczania głowic drukujących, tnących czy frezarskich związane jest z dużą dokładnością ruchu. Błąd w granicach +/- 0,1 mm na metrze przebytej drogi w wielu konstrukcjach zaspakaja potrzeby konstruktorów. Nawiązując do wcześniejszych analiz należy wskazać w tym przypadku na duże znaczenie rodzaju materiału pasa, kordu oraz wartości siły naprężenia wstępnego.

Pasy zębate stosowane w przenośnikach równoległych zostały zastosowane w celu zachowania właściwego położenia transportowanego elementu (rys. 4.). W transporcie elementów wielkoformatowych opartych na większej ilości pasów pojawił się problem porównywalności konstrukcji pasów. Różnicę prędkości liniowej może spowodować różny nacisk na pasy, który spowoduje obniżenie wysokości zęba. Bardzo ważne są w tym przypadku różnice, mogące powstać w procesie produkcji pasa takie, jak różna wartość naprężenia kordu w procesie produkcji, różna temperatura ekstrudowanego tworzywa, a nawet rodzaj impregnacji kordu.
Podsumowanie
Wskazane problemy konstrukcji przenośników z wykorzystaniem pasów zębatych pozwalają na lepsze wykorzystanie właściwych typów pasów. Są one elementem konstrukcyjnym o wyraźnej, nieliniowej charakterystyce mechanicznej. Występują w nich procesy zarówno pełzania, jak i relaksacji naprężeń. Trudno jest znaleźć interpretację znaczenia podziałki dla pasa wykonanego z takiego samego materiału i o takim samym kordzie.
Sposób wykonania pasa, technologia produkcji oraz rozbieżności wymiarów pasów produkowanych przez różnych producentów wpływają na parametry pracy i warunki sprzężenia w przekładni. W nowych konstrukcjach transporterów stosuje się często nowe typy pasów zębatych z tradycyjnymi elementami na stronie transportującej bez analiz takiego działania. Pozwala to na dłuższą eksploatację i ewentualną naprawę elementów spajanych do pasa lecz nie zawsze jest to konstrukcyjnie uzasadnione. Analiza właściwości mechanicznych zastosowanego pasa pozwala na wykonanie przenośnika spełniającego wszystkie postawione założenia konstrukcyjne.
Pracownicy Wilhelm Herman Müller Polska, wspólnie z inżynierami z Niemiec, pracują obecnie nad nowymi projektami maszyn, w których będą zastosowane nowe rodzaje przekładni pasowych. Pasy dostarczane przez WHM Polska można znaleźć w wielu nowych urządzeniach i obrabiarkach oraz na liniach produkcyjnych. Dzięki opracowywaniu przez WHM Polska nowych projektów zdobywamy doświadczenie, które pozwala nam pomagać klientom w modernizacji istniejących urządzeń oraz podczas ich eksploatacji.
WHM Polska
więcej informacji: Świat Szkła 9/2007






















